CIP-2021 : B21B 1/08 : para laminar piezas de sección especial, p. ej. escuadras (laminado de metal en longitudes indefinidas especialmente apropiadas para la fabricación en serie de objetos particulares B21H 8/00).
CIP-2021 › B › B21 › B21B › B21B 1/00 › B21B 1/08[1] › para laminar piezas de sección especial, p. ej. escuadras (laminado de metal en longitudes indefinidas especialmente apropiadas para la fabricación en serie de objetos particulares B21H 8/00).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas.
B21B 1/08 · para laminar piezas de sección especial, p. ej. escuadras (laminado de metal en longitudes indefinidas especialmente apropiadas para la fabricación en serie de objetos particulares B21H 8/00).
CIP2021: Invenciones publicadas en esta sección.
Método para producir una placa metálica con una arista sobresaliente.
(13/05/2020) Un método para producir una lámina metálica mediante el uso de un laminador que incluye al menos dos cajas de laminado (S1-S6), incluyendo la lámina metálica , en una superficie superior o una superficie inferior, una o más líneas realzadas que se extienden en una dirección de laminado, comprendiendo el método:
una etapa de preparación para preparar un rodillo ranurado , incluyendo el rodillo ranurado , en una superficie periférica exterior, una o más ranuras que se extienden en una dirección circunferencial;
una etapa de elección para elegir una caja de laminado (S1-S5) al menos una fase antes de una última caja de laminado…
Método y dispositivo de conformado de un poste.
(17/05/2017) Un cajón de laminación configurado para conformar una barra de acero o de aleación de acero,
en donde la barra tiene un eje longitudinal central y tres brazos interconectados, cada uno de los cuales se extiende a lo largo del eje longitudinal central y en general radialmente desde el eje longitudinal central adyacentes entre sí,
en donde dicho cajón de laminación comprende:
una línea de paso a lo largo de la cual se desplaza sustancialmente el eje longitudinal central de la barra ; y sólo tres conjuntos de rodillo para conformar dichos brazos con cada conjunto de rodillo que comprende:
un rodillo que tiene un eje de giro y un anillo contorneado que se extiende circunferencialmente, el cual se extiende entre dos brazos de barra adyacentes;
en donde los rodillos están separados…
Volteador de perfiles estructurales, y conjunto volteador y transportador.
(13/04/2016). Solicitante/s: GEKA AUTOMATION, S.L. Inventor/es: HERRERO ZABALETA,Alberto José, GURRUCHAGA RECARTE,JON.
Volteador de perfiles estructurales, que comprende dos palas ,
cada una de las palas está unida, por un punto próximo a uno de sus extremos, a una porción central de un eje , de tal manera que dichas palas definen entre ellas un ángulo variable,
estando la segunda pala unida al eje de forma no solidaria,
estando la segunda pala además unida a al menos un miembro de empuje , dispuesto debajo de la primera pala y destinado a empujar dicha segunda pala para que gire alrededor del eje , para modificar el ángulo entre dicha primera pala y dicha segunda pala , caracterizado porque la primera pala está unida solidariamente a dicho eje , y
cada una de las dos porciones externas del eje está unida solidariamente a un miembro de conexión unido, a su vez, a un miembro de rotación (80a, 80b) destinado a rotar dicho eje , para hacer pivotar dicha primera pala.
PDF original: ES-2573841_T3.pdf
Procedimiento para laminar una banda de metal.
(30/04/2012) Procedimiento para el uso de una caja de laminación para la laminación de una banda de metal, comprendiendo la caja de laminación:
al menos dos cilindros (110-i, con i=1, 2 ... I) secundarios dispuestos uno al lado de otro a la misma altura de manera transversal a la dirección de transporte de la banda de metal; y un dispositivo de soporte, que está dispuesto enfrentado a los al menos dos cilindros secundarios y que junto con éstos forma una abertura total entre cilindros con una sección transversal de abertura total entre cilindros;
caracterizado porque los al menos dos cilindros (110-i, con i=1, 2 ... I) secundarios adyacentes están configurados en cada caso…
Método para reducción del grosor de materiales de laminación de una única pieza.
(11/04/2012) Método para la reducción del grosor de materiales de laminación de una única pieza , mediante unalaminación longitudinal en la que el material de laminación se conforma en la dirección de anchura mediantezonas de conformación desplazadas lateralmente (26 a 29; 86 a 88) de rodillos (22 a 25; 82 a 84) que se sucedenentre sí en el sentido de avance (W), caracterizado porque las zonas de conformación (26 a 29; 86 a 88) de losrodillos (22 a 25; 82 a 84) penetran en el material de laminación con la misma profundidad.
APARATO Y METODO DE PERFILADO FLEXIBLE ADAPTADO PARA CONFORMNAR UN PERFIL DE SECCION VARIABLE A PARTIR DE UNA CHAPA METALICA DE ALTA RESISTENCIA.
(26/03/2012) Aparato y proceso de perfilado adaptado para conformar un perfil de sección variable a partir de una chapa metálica , comprendiendo el aparato de perfilado al menos unos medios de conformado que incluyen unos rodillos (5a, 5b, 5c, 5d), dispuestos opuestos entre sí y móviles con respecto a la chapa metálica , dando lugar al perfil que comprende al menos un flanco (6b). El aparato de perfilado comprende además unos medios de calentamiento , dispuestos móviles con respecto a la chapa metálica adaptándose a las secciones variables correspondientes de la chapa metálica . Los medios de calentamiento calientan localmente una zona del flanco (6b), siendo dicha zona una zona de transición que delimita un cambio de sección transversal del perfil .
PROCEDIMIENTO E INSTALACION DE LAMINACION PARA FABRICAR UN PRODUCTO DE LAMINACION CON FORMA DE BANDA CON UN PERFIL DE ESPESOR DESEADO SOBRE LA ANCHURA.
(16/10/2005). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: KOPP, REINER, PROF. DR. ING.
El procedimiento e instalación de rodamiento para la fabricación de perfiles de espesor arbitrario sobre el ancho de tiras metálicas implica varios rollos de presión escalonados en la dirección de rodamiento y ajustados para variar la penetración en el material inicial. El material inicial en forma de tira u hoja se formatea usando varios rollos escalonados en la dirección de rodamiento y penetran a profundidades diferentes en la tira u hoja sobre el ancho de esta. La instalación de rodamiento incluye al menos una unidad de rodamiento con un rollo de apoyo y rollos de presión ajustables escalonados en la dirección de rodamiento.
PROCEDIMIENTO DE TRABAJO PARA LA LAMINACION X-H DE PERFILES (SOPORTES) DE ACERO DE PESTAÑAS PARALELAS.
(01/07/2005) Procedimiento de trabajo para la laminación XH de perfiles (soportes) de acero de pestañas paralelas con perfil en H en el modo de funcionamiento en tándem en un grupo de laminación compacto, que está constituido por un primer bastidor universal, por un bastidor de recalcado que está dispuesto aguas debajo de éste y por un segundo bastidor universal siguiente, donde los cilindros de los bastidores presentan superficies de laminación inclinadas, es decir, que se extienden verticales con respecto a los ejes de los cilindros, caracterizado porque en el caso de utilización de cilindros verticales con superficies de laminación inclinadas…
PROCEDIMIENTO PARA LAMINAR PERFILES ACABADOS A PARTIR DE PERFILES EN BRUTO MEDIANTE DISPOSICIONES DE CAJAS DE LAMINACION QUE TRABAJAN EN FUNCIONAMIENTO REVERSIBLE.
(01/09/2004) SE DESCRIBE UN PROCEDIMIENTO PARA LAMINAR PERFILES ACABADOS A PARTIR DE PERFILES INICIALES MEDIANTE DISPOSICIONES DE CAJAS DE LAMINACION QUE TRABAJAN EN REGIMEN REVERSIBLE. UNA DE ELLAS ES UN GRUPO DE LAMINACION COMPACTO, QUE CONSTA DE CAJAS UNIVERSALES CON UNA CAJA DE APLASTAMIENTO INTERMEDIA INTERCALADA ENTRE ELLAS. LA OTRA ES UN GRUPO DE LAMINACION PREVIA, DISPUESTO DELANTE, QUE CONSTA DE CAJAS DE LAMINACION VERTICALES U HORIZONTALES O CAJAS UNIVERSALES. PARA LAMINAR PERFILES DE PAREDES ACANALADAS, EN U, ANGULARES O SIMILARES, LAS CAJAS DE LAMINACION DEL GRUPO DE LAMINACION PREVIA Y/O LAS CAJAS DEL GRUPO DE LAMINACION COMPACTO SE EQUIPAN CON VARIOS CALIBRES OPCIONALES QUE PUEDEN SITUARSE…
INSTALACION DE LAMINACION PARA LA LAMINACION DE TODOS LOS TIPOS DE PERFILES ACABADOS.
(16/07/2004) UN TREN DE LAMINACION PARA LAMINAR TODA CLASE DE PERFILES TERMINADOS A PARTIR DE PERFILES PREVIOS PROCEDENTES DE UNA INSTALACION DE COLADA CONTINUA. EL TREN DE LAMINACION LLEVA UN GRUPO DE LAMINACION COMPACTO COMPUESTO POR UNA PAREJA DE CAJAS UNIVERSALES (UG1, UG2) DISPUESTAS UNA DESPUES DE LA OTRA, Y UNA CAJA DE RECALCADO (HZ) DISPUESTA ENTRE AQUELLAS. DELANTE DE ESTA CAJA ESTA SITUADA DECALADA EN PARALELO UN GRUPO DE PRELAMINACION. ESTE GRUPO DE PRELAMINACION SE COMPONE DE UN CONJUNTO DE CAJAS VERTICALES, HORIZONTALES Y UNIVERSALES (VG, HG, UG) TAMBIEN DISPUESTAS PROXIMAS ENTRE SI Y CONSECUTIVAS. EL GRUPO DE LAMINACION COMPACTO TIENE RESPECTIVAMENTE UN TREN DE RODILLOS (R2) ANTERIOR…
PROCEDIMIENTO QUE PERMITE PRODUCIR UN PERFIL QUE PRESENTA DIFERENTES ESPESORES.
(16/11/2003). Ver ilustración. Solicitante/s: WELSER PROFILE AG. Inventor/es: WELSER, WOLFGANG.
Procedimiento para la fabricación de un perfil de espesor de pared variable, en el que se utiliza como material de partida bandas de diferente espesor, que se alimentan de forma continua a un equipo de soldadura y allí se sueldan entre sí por sus bordes longitudinales (1b, 2b, 2c, 3b) contiguos entre sí, y donde a las bandas soldadas entre sí se les da forma mediante un equipo de conformado, caracterizado porque al soldar se obtiene una transición lisa entre las bandas de diferente espesor, para lo cual se forman en los bordes longitudinales de las bandas (1b, 2b, 2c, 3b) unos chaflanes (1c, 2d, 2e, 3c) de manera continua para formar una garganta en forma de V junto con el borde longitudinal de la banda contigua, y porque en los bordes longitudinales (2b, 2c) de la banda de mayor espesor se mecanizan de forma continua unos chaflanes (2f, 2g) en dirección hacia las bandas de menor espesor.
VIGA DE METAL, EN PARTICULAR DE ACERO, FABRICADA CON UN ALMA Y AL MENOS UN ALA SOLDADAS POR ENERGIA RADIANTE, Y PROCEDIMIENTO DE FABRICACION DE LA MISMA.
(16/02/2003). Solicitante/s: THYSSEN STAHL AKTIENGESELLSCHAFT. Inventor/es: BEHR, FRIEDRICH, PROF. DR.-ING. HABIL.
LA INVENCION SE REFIERE A UN SOPORTE PERFILADO SOLDADO DE FORMA CONJUNTA A PARTIR DE UN BRAZO Y UNA BRIDA POR MEDIO DE ENERGIA DE RADIACION, METALICO, EN PARTICULAR ACERO Y UN PROCEDIMIENTO PARA SU ELABORACION. UNA TIRA METALICA DETERMINADA PARA EL BRAZO SE OBTIENE AL MENOS POR MEDIO DE CONFORMACION EN FRIO A TRAVES DE UN DISPOSITIVO DE REDONDEADO EN UNA SUPERFICIE FRONTAL PLANA DE LA CARA ESTRECHA A SER SOLDADA. CON PREFERENCIA SE SOPORTAN LAS CARAS ESTRECHAS DE LOS COMPONENTES A SER SOLDADOS DE ESTA TIRA Y/O DE UNA OTRA TIRA DETERMINADA PARA LA BRIDA POR MEDIO DE CONFORMACION EN FRIO DE LOS BORDES REDONDEADOS DEL LADO ESTRECHO. A CONTINUACION SON ALISADOS EN UN MECANISMO DE LAMINACION EN LAS CARAS ESTRECHAS DE LAS ZONAS DEL BORDE DE RECALDADO DE LAS TIRAS, SIENDO SOLDADAS LAS TIRAS DETERMINADAS COMO BRAZO CON SU SUPERFICIE FRONTAL PLANA SIN BORDES REDONDEADOS EN LA BRIDA POR MEDIO DE ENERGIA DE RADIACION SIN MATERIAL DE SOLDADURA ADICIONAL EN UN PROCESO DE SOLDADURA SIN FILO.
PROCEDIMIENTO DE TRABAJO PARA LAMINAR PERFILES ACABADOS A PARTIR DE UN PERFIL PRELIMINAR PROXIMO A LA DIMENSION FINAL, QUE PROCEDE DE UN DISPOSITIVO DE COLADA CONTINUA.
(16/12/2002) LA INVENCION SE REFIERE A UN METODO DE COLADA Y LAMINADO ASI COMO A UN EQUIPO DE LAMINADO PARA LAMINAR PERFILES DE TABLESTACADO A PARTIR DE UN PREPERFIL DE DIMENSIONES APROXIMADAS A LAS FINALES CON SECCION TRANSVERSAL EN H. EL PREPERFIL, QUE PROCEDE DE UNA INSTALACION DE COLADA CONTINUA, ES LAMINADO EN MODO INVERTIDO EN UN EQUIPO DE LAMINADO FORMADO POR UNA PRIMERA CAJA DE LAMINACION UNIVERSAL (EUG) EN EL LADO DE ENTRADA, UNA SEGUNDA CAJA DE LAMINACION UNIVERSAL (AUG) EN EL LADO DE SALIDA, UNA CAJA RECANTEADORA INTERMEDIA (SZG) DISPUESTA ENTRE LAS DOS CAJAS DE LAMINACION ANTERIORES Y QUE FORMA CON LAS MISMAS UN GRUPO DE LAMINACION…
PROCEDIMIENTO PARA LA LAMINACION DE PERFILES ACABADOS A PARTIR DE UN PERFIL INICIAL.
(16/10/2002) SE TRATA DE UN PROCEDIMIENTO PARA LAMINAR PERFILES ACABADOS A PARTIR DE UN PERFIL INICIAL MEDIANTE UNA DISPOSICION DE BASTIDORES DE LAMINACION QUE TRABAJAN EN REGIMEN REVERSIBLE. LA DISPOSICION DE BASTIDORES DE LAMINACION TIENE UN GRUPO DE LAMINACION COMPACTO, QUE CONSTA DE UN PRIMER BASTIDOR UNIVERSAL (EUG) DEL LADO DE LA ENTRADA, DE UN SEGUNDO BASTIDOR UNIVERSAL (AUG) DEL LADO DE LA SALIDA Y DE UN BASTIDOR INTERMEDIO DE CILINDROS VERTICALES (SZG) QUE SE MONTA ENTRE ELLOS. ESTE GRUPO DE LAMINACION COMPACTO SE DISPONE, DESPLAZADO EN DIRECCION TRANSVERSAL, PARALELO A UN GRUPO DE LAMINACION INICIAL QUE CONSTA DE DOS O MAS BASTIDORES DE LAMINACION (VVG; VHG) Y DE UN EQUIPO DE EMPUJE TRANSVERSAL (QE) DISPUESTO ENTRE AMBAS LINEAS DE LAMINACION. UNO AL MENOS DE LOS BASTIDORES DEL GRUPO DE LAMINACION INICIAL O UN BASTIDOR DEL…
LAMINADO DE PERFILES UTILIZANDO TECNOLOGIA DE SEPARACION.
(01/07/2002) SE SUMINISTRA UN METODO PARA FORMAR POR LAMINACION UNA ESTRUCTURA DE VIGA EN I QUE TIENE UN ALMA Y UN PAR DE ALAS OPUESTAS EN CADA EXTREMO DEL ALMA. EL METODO INCLUYE LOS PASOS DE SUMINISTRAR UN DESBASTE PLANO DE ESPESOR GENERALMENTE IGUAL AL ESPESOR DEL ALMA DE LA VIGA EN I A FORMAR. EL DESBASTE TIENE UN EJE LONGITUDINAL, UNA PARTE CENTRAL Y EXTREMOS OPUESTOS. CADA UNO DE LOS EXTREMOS DEL DESBASTE SE HIENDE A LO LARGO DEL EJE LONGITUDINAL PARA FORMAR UNA PRIMERA Y UNA SEGUNDA PARTES DE ALA EN CADA UNO DE LOS EXTREMOS. CADA UNA DE LA PRIMERA Y LA SEGUNDA PARTES DE ALA TIENE UN BORDE ORIENTADO EN DIRECCION OPUESTA A LA PARTE CENTRAL. LAS PARTES DE ALA SE DOBLAN ENTONCES ALREDEDOR DEL EJE LONGITUDINAL MOVIENDO CADA UNO DE LOS BORDES EN DIRECCION A LA PARTE CENTRAL PARA FORMAR UNA MASA DE MATERIAL EN CADA UNO DE LOS EXTREMOS…
PROCEDIMIENTO PARA LA FABRICACION DE UN PERFIL METALICO.
(01/07/2000). Ver ilustración. Solicitante/s: ATTLINGTON INVESTMENTS LIMITED. Inventor/es: ATTLINGTON INVESTMENTS LIMITED.
LA INVENCION SE REFIERE A UN METODO PARA LA PRODUCCION DE UN NUEVO TIPO DE SECCION METALICA. SEGUN EL NUEVO METODO, EN PRIMER LUGAR SE FORMA UNA RANURA EN UN SALIENTE DE LA SECCION MEDIANTE UNA DEFORMACION DE CAMBIO ESTRUCTURAL, A CONTINUACION SE INTRODUCE UN SEGUNDO SALIENTE DE LA SECCION EN LA RANURA Y EL MATERIAL PRESENTE EN EL LADO DE LA RANURA FORMADA EN EL PRIMER SALIENTE DE LA SECCION SE DESPLAZA POR PRESION HASTA QUE DE CONTRA LAS PAREDES LATERALES DEL SALIENTE DE LA SECCION INTRODUCIDO DE MODO QUE SE PRODUZCA AL MENOS UNA CONEXION FRICCIONAL ENTRE LOS DOS SALIENTES DE LA SECCION POR EL PUNTO DE CONTACTO. SEGUN ESTE METODO DE FIJACION POR CAMBIO DE LA ESTRUCTURA SE PUEDEN OBTENER SECCIONES METALICAS DE PRACTICAMENTE CUALQUIER GEOMETRIA Y DE CUALQUIER MATERIA PRIMA DE MANERA ECONOMICA Y CON UNA RESISTENCIA COMPARABLE CON LAS SECCIONES METALICAS HASTA AHORA PRODUCIDAS SEGUN TECNICAS CONVENCIONALES.
GRUPO DE CAJAS DE LAMINACION UNIVERSAL Y PROCEDIMIENTO PARA EL LAMINADO DE PERFILES PREVIOS EXTRUIDOS.
(01/02/2000). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: KRENGEL, ROLAND, DR.-ING.
LA INVENCION SE REFIERE A UN GRUPO DE ARMADURA UNIVERSAL PARA LAMINACION DE PERFILES PREVIOS EN FUNDICION DE COLADA CONTINUA, COMPUESTO DE UNA PRIMERA ESTRUCTURA UNIVERSAL QUE TRABAJA EN EL LADO DE ENTRADA PREVISTO EN OPERACION REVERSIBLE, UNA SEGUNDA ESTRUCTURA UNIVERSAL PREVISTA EN EL LADO DE SALIDA Y UNA ESTRUCTURA DE RECALCADO DISPUESTA ENTRE ESTAS ESTRUCTURAS UNIVERSALES. EL GRUPO DE ESTRUCTURAS UNIVERSALES ESTA DISPUESTO ANTES DE LA PRIMERA ESTRUCTURA DE RECALCADO Y LA ESTRUCTURA UNIVERSAL DEL LADO DE SALIDA SE CONFIGURA COMO ESTRUCTURA DE FABRICACION UNIVERSAL. CON ELLO LA ESTRUCTURA DE RECALCADO DISPUESTA ENTRE EL GRUPO DE ESTRUCTURA UNIVERSAL (UR-HE-UF) SE CONFIGURA COMO ESTRUCTURA (UE) DE RECALCADO UNIVERSAL CON RODILLOS VERTICALES DE OPERACION Y RODILLOS HORIZONTALES DE ARRASTRE.
PROCEDIMIENTO PARA LA ELABORACION DE UN CARRIL PERFILADO.
(01/08/1998). Solicitante/s: HILTI AKTIENGESELLSCHAFT. Inventor/es: HOFLE, SIEGFRIED, STAMPFL, HANS, HINTERSTEINER, WALTER.
LA INVENCION SIRVE PARA LA ELABORACION DE CARRILES PERFILADOS CON SECCION TRANSVERSAL EN FORMA DE C, DONDE AMBOS BORDES DE UNA TIRA DE CHAPA SON DOBLADOS ESENCIALMENTE EN UN ANGULO DE 90 DISCOS A CONTINUACION ES ENROLLADA EN LOS CANTOS LONGITUDINALES DE LOS BORDES DOBLADOS POR MEDIO DE LOS DISCOS PERFILADOS DE UNA PERFILACION Y FINALMENTE LA TIRA DE CHAPA ES CONFORMADA PARA LA OBTENCION DE UNA SECCION TRANSVERSAL EN FORMA DE C.
PIEZA EN BRUTO PARA VIGAS COLADAS CONTINUAMENTE Y METODO PARA COLAR UNA PIEZA EN BRUTO PARA VIGAS COLADAS CONTINUAMENTE.
(01/05/1998). Solicitante/s: CHAPARRAL STEEL COMPANY. Inventor/es: SCHMELZLE, LLOYD M., FORWARD, GORDON, E., ROSTIK, LIBOR, F.
SE DESCRIBE UN ATENUADOR DE HAZ SIN POSTRATAMIENTO QUE INCLUYE UNA TRAMA Y UN NUMERO DE PRECURSORES LATERALES QUE SE EXTIENDEN DESDE LOS LADOS OPUESTOS DE LA TRAMA. LA TRAMA TIENE UN ESPESOR PROMEDIO NO MAYOR DE 3 PULGADAS Y CADA PRECURSOR LATERAL TIENE UN ESPESOR PROMEDIO NO MAYOR DE 3 PULGADAS, DONDE LA RELACION DEL ESPESOR PROMEDIO DE LA TRAMA Y EL ESPESOR PROMEDIO DE LOS PRECURSORES LATERALES ES DE 0,5:1 A 2:1. EL ATENUADOR DE HAZ TIENE UNA ESTRUCTURA DE GRANO CRISTALINO DE FERRITA FINA Y PERLITA, TOTALMENTE LIBRES DE FERRITA ACICULAR Y DE FILMS BORDES DE GRANO DE FERRITA.
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE UN PERFIL.
(01/01/1997). Solicitante/s: PREUSSAG STAHL AKTIENGESELLSCHAFT. Inventor/es: EGGERS, ULRICH, SCHILLER, HEINZ, MAJEWSKI, MARTIN.
SE PROPONE, EN UNA INSTALACION DE COLADA CONTINUA, FUNDIR UN PERFIL PREVIO EN FORMA DE X, PARA LAMINAR UN PERFIL H, QUE TENGA UN ASPECTO SIMILAR EN SU MEDIDA FINAL, Y CUYOS PARAMETROS DE ESPESOR DEL ALMA, ESPESOR DE LA BRIDA, ALTURA Y ESPESOR DE LOS NUDOS DE LA BRIDA, ESTEN DETERMINADOS EN FUNCION DEL ANCHO ESTABLECIDO POR LA TECNICA DE COLADA DEL PERFIL PREVIO. SEMEJANTE PERFIL PREVIO ES ENTONCES LAMINADO A MEDIDAS INFERIORES, EN UN TREN DE LAMINACION, A PARTIR DE UN ESCALONADO PREVIO Y UN ESCALONADO ACABADO, CON UN BASTIDOR DE CILINDROS VERTICALES, A LAS MEDIDAS DEL PERFIL TERMINADO. A PARTIR DE TAN SOLO UNOS POCOS PERFILES PREVIOS PUEDE SER PRODUCIDA UNA GAMA TOTAL DE PERFILES PREVIOS, CON ALTURAS DE HASTA 1000 MM.
METODO PARA ENROLLAR PERFILES LAMINADOS DE ACERO, Y APARATO PARA ELLO.
(01/11/1996). Solicitante/s: SUMITOMO METAL INDUSTRIES, LTD.. Inventor/es: KUSABA, YOSHIAKI.
SE DESCRIBEN UN METODO Y APARATO PARA ENROLLAR PERFILES LAMINADOS DE ACERO DE SALIENTES PARALELOS BAJO CONDICIONES CALIENTES Y INVIRTIENDO EL ENROLLAMIENTO EN UN GRUPO DE LAMINADO UNIVERSAL. EL GRUPO DE LAMINADO CONSTA DE UN PRIMER LAMINADOR UNIVERSAL, UN LAMINADOR DE SALIENTES, Y UN SEGUNDO LAMINADOR UNIVERSAL. LA ALTURA DE LAS HOJAS DEL PERFIL LAMINADO DE ACERO SE ACABA HASTA CONSEGUIR UN TAMAÑO DESEADO FINAL MEDIANTE UN PASO FINAL EN UN SEGUNDO LAMINADOR UNIVERSAL, O LA LONGITUD INTERNA DE LA HOJA SE ACABA EN UN TAMAÑO DESEADO FINAL REDUCIENDO EL PESO DE LA HOJA MEDIANTE UN PRIMER PASO EN EL PRIMER LAMINADOR UNIVERSAL ANTES DE REALIZAR EL ENROLLAMIENTO DE INVERSION.
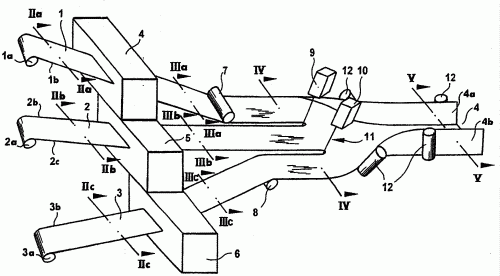
METODO PARA OBTENER EN EL ESTADO CALIENTE BARRAS REDONDAS SENCILLAS A PARTIR DE ELEMENTOS MULTIPLES SENCILLOS CALIENTES Y DISPOSITIVO RELACIONADO.
(01/04/1996) METODO PARA OBTENER EN EL ESTADO CALIENTE BARRAS REDONDAS SENCILLAS A PARTIR DE ELEMENTOS MULTIPLES SENCILLOS CALIENTES PROCEDENTES DE UNA LINEA DE LAMINACION, EN DONDE EL METODO SE LLEVA A CABO DIRECTAMENTE EN LA LINEA DE LAMINACION, EN ASOCIACION CON UN ELEMENTO MULTIPLE Y POR LO MENOS CORRIENTE ARRIBA DEL PENULTIMO LUGAR DE ACABADO Y SEGUN UNA DISPOSICION TAL QUE LAS BARRAS REDONDAS SUSTANCIALMENTE SENCILLAS DEL ESTADO INTERMEDIO QUE FORMAN LA PARTE CENTRAL DEL ELEMENTO MULTIPLE QUEDAN SEPARADAS POR UN DESPLAZAMIENTO VERTICAL OPUESTO DEL PLANO DE POSICIONAMIENTO DE UNA BARRA (12A) EN RELACION AL PLANO DE POSICIONAMIENTO DE LA BARRA VECINA (12A), PERMANECIENDO TALES PLANOS DE POSICIONAMIENTO SUSTANCIALMENTE PARALELOS AL PLANO DE RODAMIENTO Y DISPONIENDO TAMBIEN…
METODO PARA OBTENER SECCIONES Y/O BARRAS EN ESTADO FRIO, Y SECCIONES Y/O BARRAS ASI OBTENIDAS.
(01/01/1996) METODO PARA OBTENER SIMULTANEAMENTE EN EL ESTADO EN FRIO UNA PLURALIDAD DE SECCIONES Y/O BARRAS , QUE COMIENZAN CON UN ELEMENTO DE MULTIPLES SECCIONES SENCILLO LAMINADO EN CALIENTE QUE A CONTINUACION ES ENFRIADO , ESTIMANDOSE QUE LAS SECCIONES Y/O BARRAS SON PEQUEÑAS SECCIONES Y/O BARRAS CON RELACION A LA CATEGORIA DIMENSIONAL TIPICA DEL LAMINADOR ESPECIFICO , EL ELEMENTO DE MULTIPLES SECCIONES SENCILLO QUE COMPRENDE UNA PLURALIDAD DE SECCIONES Y/O BARRAS QUE TIENEN UN SECCION TRANSVERSAL SIMETRICA, ASIMETRICA O ESPECIAL, UNA BOBINA QUE POSIBLEMENTE ESTA INCLUIDA ENTRE UNA SECCION Y/O BARRA Y OTRA, SIENDO ENFRIADO EN LINEA CON EL LAMINADOR EL ELEMENTO DE MULTIPLES SECCIONES SENCILLO LAMINADO EN CALIENTE Y A CONTINUACION SUFRIENDO, SIN UNA RUPTURA DE…
UN CANAL, FABRICACION DEL CANAL Y SUJECION PARA UTILIZAR CON EL CANAL.
(01/11/1995). Solicitante/s: HADLEY INDUSTRIES PLC. Inventor/es: DEELEY, GEOFFREY THOMAS.
UN CANAL, FABRICACION DEL CANAL Y SUJECION PARA UTILIZAR CON EL CANAL. EN UN PROCESO DE FORMACION DE PERFILES ESTAMPADOS SE PRODUCE UN CANAL QUE TIENE DIENTES VUELTOS HACIA ADENTRO. SE VUELVEN HACIA ARRIBA LAS PARTES LATERALES Y, A CONTINUACION, SE APLICAN MOLETAS DE PICADURAS PARALELAS A LOS BORDES DE DICHAS PARTES PARALELAS PARA FORMAR LOS DIENTES. LAS MOLETAS DE PICADURAS PARALELAS SE ACUÑAN EN UN EJE COMUN.
PROCEDIMIENTO DE PREPARACION PARA PERFILES.
(01/01/1994) EN LA PREPARACION DE PERFILES DE DOBLE T, H, U, I, T, L Y MATERIAL A LAMINAR SIMILAR SE TOMA PARA LAMINACION CENTRAL DEL TRAVESAÑO O PARA EVITAR ENTALLADURAS DE CALIBRE MAS PROFUNDAS DE LOS RODILLOS DE LAMINACION/MOLDEADO ASI COMO PARA EVITAR ENTALLADURAS POSTERIORES POR LOS FLANCOS/SEGMENTOS DE PERFIL EXTERIORES PARA LA MANIPULACION DEL DESPLEGABLE. TRAS EL APLASTADO SE REPLIEGA, ES DECIR, SE CALIBRA EL PLEGADO, LOS FLANCOS EN LOS CILINDROS PREPARADOS. SE PROPONE UN NUEVO PROCEDIMIENTO DE REPLEGADO SEGUN EL PRINCIPIO DEL PROCEDIMIENTO DE DOBLADURA DE TRES RODILLOS. OTRA SOLUCION DEL MISMO PROBLEMA COMPRENDE EL PROCEDIMIENTO DE REPLEGADO CON LAS SUPERFICIES DE FLANCO INTERIORES O SUPERFICIES INTERNAS DE DOS RODILLOS DE APOYO QUE NO TOCAN LOS SEGMENTOS DE PERFIL PARA EL PRIMER SEGMENTO DE PERFIL O TRAVESAÑO. LOS CORRESPONDIENTES EQUIPOS DE CILINDROS…
PROCEDIMIENTO Y DISPOSITIVO PARA LAMINAR PERFILES COLADOS EN CUERDAS.
(01/10/1993). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: ENGEL, GEORG, KOSAK, DIETMAR.
EN UN PROCEDIMIENTO PARA LAMINAR ACERO DE PERFILES COLADOS EN CUERDA ASI COMO GRUPOS DE TANDEM/ARMADURA Y DE INVERSION COLABORADORES DE ESTE PROCEDIMIENTO, DEBEN FABRICARSE CON RELATIVO BAJO CORTE PERFILES PREVIOS DE LAMINACION CON DIMENSIONES DIFERENTES. SE DISPONE PREVIAMENTE UN BASTIDOR DEL ARMAZON PERTENECIENTE AL GRUPO ARMAZON-TANDEM-INVERSION QUE SE AJUSTA PARA LA REDUCCION DE LA ALTURA DE LA BRIDA EN EL LAMINADO DE PERFIL I CONTRA EL FLANCO DE DICHO LAMINADOR. EXISTE LA POSIBILIDAD DE AUMENTAR LA ALTURA DE LA BRIDA AJUSTANDO EL ARMAZON CONTRA LOS FLANCOS DE LA BRIDA.
PROCEDIMIENTO PARA PRODUCIR UN PERFIL DE ACERO, PERFIL DE ACERO Y SU APLICACION.
(01/04/1993). Solicitante/s: PREUSSAG STAHL AKTIENGESELLSCHAFT. Inventor/es: EGGERS, ULRICH, MAJEWSKI, MARTIN, BABILON, ALFRED.
SE PROPONE UN PERFIL DE ACERO Y UN PROCEDIMIENTO PARA LAMINADORES EN CALIENTE DE UNOS PERFILES DE ACERO CON HENDIDURAS TRASERAS CILINDRICAS PERIODICAS ACABADAS EN LAS TERMINALES DE PLETINA TERMINADAS EN UN NUDO DE PLETINA. SE INDICAN LAS CONDICIONES DE CIRCULACION DE MATERIAL Y DE PERFIL DETERMINADO PARA LAS HENDIDURAS TRASERAS LARGAS Y PROFUNDAS ASI COMO LAS NORMAS DE CONFIGURACION PARA EL CILINDRO CALIBRADO ORIGINANDO LA HENDIDURA TRASERA. EL PERFIL LAMINADOR SE EMPLEA PARA LA FORMACION DE COMPONENTES ENSAMBLADOS EN PERFILES INDIVIDUALES POR ENSAMBLAJE POR ARRASTRE DE FORMA.
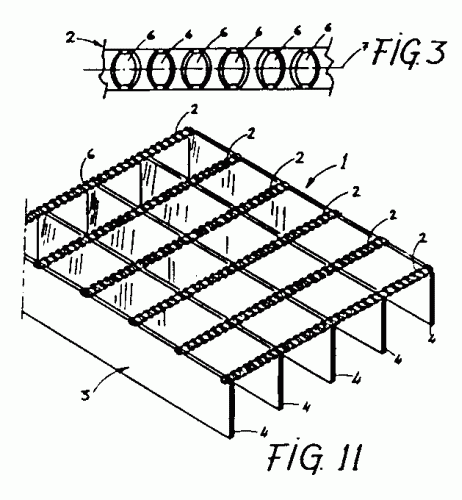
EMPARRILLADO, EN ESPECIAL PARA SUELOS INDUSTRIALES, PROCEDIMIENTO Y EQUIPO PARA LA FABRICACION DE DICHO EMPARRILLADO.
(16/03/1992). Ver ilustración. Solicitante/s: REJILLAS Y CIERRES, S.A. RECISA. Inventor/es: DELGADO GARCIA, JUAN.
EMPARRILLADO, EN ESPECIAL PARA SUELOS INDUSTRIALES, PROCEDIMIENTO Y EQUIPO PARA LA FABRICACION DE DICHO EMPARRILLADO. EL EMPARRILLADO COMPRENDE UNA PLURALIDAD DE VARILLAS SOLIDARIAS A UN SOPORTE COMUN Y SE CARACTERIZA PORQUE LAS VARILLAS SON DE SECCION SENSIBLEMENTE ELIPTICA, ESTAN DISPUESTAS SOBRE EL SOPORTE DE MODO QUE EL EJE MAYOR DE LA ELIPSE SE ENCUENTRA EN UN PLANO PARALELO AL SUELO, Y ESTAN PROVISTAS DE UNA PLURALIDAD DE ESTRIAS FORMANDO ARCOS DISPUESTOS EN SENTIDO PERPENDICULAR A SUS EJES . EL PROCEDIMIENTO SE CARACTERIZA PORQUE DURANTE LA LAMINACION DE LAS VARILLAS SE REALIZAN LAS ESTRIAS EN LAS MISMAS, Y PORQUE LAS VARILLAS SON POSICIONADAS SOBRE EL SOPORTE COMUN DURANTE LA SOLDADURA AL MISMO. EL EQUIPO SE CARACTERIZA PORQUE LOS RODILLOS LAMINADORES COMPRENDEN UNA PLURALIDAD DE ENTALLADURAS PARA REALIZAR EL ESTRIADO DE LAS VARILLAS Y PORQUE LA MAQUINA SOLDADORA COMPRENDE UNA PLURALIDAD DE DEDOS POSICIONADORES DE LAS VARILLAS . SE CONSIGUE UNA MEJOR ADHERENCIA.
TREN DE LAMINADO PARA PIEZAS DE ACERO CONFORMADOS.
(16/03/1991) UN TREN DE LAMINADO PARA PIEZAS DE ACERO CONFORMADOS CON UN TREN DUO REVERSIBLE, Y UNIDO A UN LAMINADOR UNIVERSAL Y A UN BASTIDOR DE CILINDROS VERTICALES PARA GRUPOS TANDEM DE LAMINADO REVERSIBLE, ASI COMO UN BASTIDOR DE ACABADO UNIVERSAL PREVISTO EN LA PARTE DE LA SALIDA, DEBE DESARROLLARSE POSTERIORMENTE, DE TAL MODO QUE SIN UN NOTABLE DESCENSO EN LA CAPACIDAD DE PRODUCCION, SE CONSIGA UN CONSIDERABLE AHORRO, TANTO CON VISTAS AL TRABAJO A EFECTUAR, COMO TAMBIEN AL ESPACIO NECESARIO. ESTO SE CONSIGUE POR MEDIO DE QUE AL BASTIDOR PREVIO REVERSIBLE 1, LE SUCEDA EL GRUPO TANDEM DE LAMINADO REVERSIBLE 16, UN LAMINADOR…
PROCEDIMIENTO Y DISPOSITIVO PARA PREVENIR LOS DEFECTOS DE SIMETRIA DE VIGUETAS EN CURSO DE LAMINACION EN JAULA UNIVERSAL.
(01/12/1986). Solicitante/s: INSTITUT DE RECHERCHES DE LA SIDERURGIE FRANCAISE.
PROCEDIMIENTO Y DISPOSITIVO PARA PREVENIR LOS DEFECTOS DE SIMETRIA DE VIGUETAS EN CURSO DE LAMINACION EN JAULA UNIVERSAL. EL PROCEDIMIENTO COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE EFECTUA UNA MEDIDA DE LOS PARES APLICADOS A LOS CILINDROS SUPERIOR E INFERIOR DE LA JAULA; SEGUNDA, SE CALCULA, A PARTIR DE ESTA MEDIDA, UN VALOR REPRESENTATIVO DE LA DIFERENCIA ENTRE LOS DOS PARES, EXPRESADA POR UN CRITERIO DE DISIMETRIA DE LAS VIGUETAS, LIBREMENTE ELEGIDO; TERCERA, SE COMPARA DICHO VALOR CON UN VALOR DE REFERENCIA PREDETERMINADO QUE DEFINE UN UMBRAL DE TOLERANCIA QUE NO DEBE REBASARSE, REPRESENTATIVO DEL VALOR MAXIMO ADMISIBLE DEL CRITERIO DE DISIMETRIA; Y POR ULTIMO, SI EL VALOR CALCULADO ES SUPERIOR EN VALOR ABSOLUTO AL VALOR DE REFERENCIA, SE ACTUA SOBRE LA POSICION EN ALTURA DE LA MESA DE ENTRADA RESPECTO A LOS CILINDROS. DE APLICACION EN LA LAMINACION DE VIGUETAS DE ACERO PERFILADAS EN O EN.
PROCEDIMIENTO DE PRODUCIR UN PERFIL DE METAL, PREFERENTEMENTE DE ACERO.
(01/06/1986). Solicitante/s: SSAB SVENSKT STAL AB.
PROCEDIMIENTO PARA PRODUCIR UN PERFIL DE METAL, PREFERENTEMENTE DE ACERO. EL PROCEDIMIENTO PERMITE LA PRODUCCION DE UN PERFIL DE METAL CON ALMAS PARALELAS AL PLANO Y CON UNO O AMBOS CANTOS, CON SECCION TRANSVERSAL DIVERGENTE, CARACTERIZADO PORQUE SE PARTE DE UNA BANDA DEL MISMOESPESOR QUE EL DEL ALMA DEL PERFIL. A CONTINUACION SE CALIENTAN, HASTA ALCANZAR LA TEMPERATURA DE LAMINADO EN CALIENTE, AQUELLAS PARTES DE LOS CANTOS DEL MATERIAL QUE VAN A EXPERIMENTAR UN CAMBIO DE FORMA QUE, POSTERIORMENTE, SE LAMINAN EN CALIENTE HASTA OBTENER EL PERFIL DESEADO. LOS CANTOS DE LA BANDA SE CALIENTAN DE FORMA INDUCTIVA. DE APLICACION EN LA INDUSTRIA METALURGICA.
UN PROCEDIMIENTO Y UNA PIEZA DESBASTADA PRIMARIA PARA EL DESBASTADO UNIVERSAL PRIMARIO DE DICHA PIEZA EN UNA O VARIAS PALABRAS.
(31/01/1984). Solicitante/s: SACILOR, SOCIETE ANONYME.
PROCEDIMIENTO PARA LA FABRICACION MEDIANTE LAMINADO UNIVERSAL, DE LOS RIELES DE FERROCARRIL, DE PUENTES GRUA Y DE OTROS TIPOS DE RIELES SIMILARES.CARACTERIZADO PORQUE LA PIEZA SE DESBASTA EN UNA O VARIAS PASADAS UNIVERSALES EFECTUADAS ENTRE DOS CILINDROS HORIZONTALES Y DOS RODILLOS VERTICALES , CON EL FIN DE OBTENER UNA BARRA DESBASTADA, PORQUE DICHA PIEZA SE DESBASTA EXCLUSIVAMENTE EN DEBASTADO UNIVERSAL, SIN PASADA DE EXTRUSION, Y PORQUE LAS REDUCCIONES APLICADAS Y LOS ALARGAMIENTOS SE CONJUGAN PARA QUE LAS FUERZAS INTERNAS ENGENDRADASPOR LAS PRESIONES DE LOS CILINDROS Y DE LOS RODILLOS SOBRE LA PIEZA A DESBASTAR, PROVOQUEN EN ELLA UNOS MOVIMIENTOS INTERNOS DEL METAL EN EL PLANO DE TRABAJO DE LOS CILINDROS Y DE LOS RODILLOS.
{kind=link}
{kind=link}
{kind=link}