CIP-2021 : B21C 37/08 : Fabricación de tubos a base de juntas soldadas.
CIP-2021 › B › B21 › B21C › B21C 37/00 › B21C 37/08[2] › Fabricación de tubos a base de juntas soldadas.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular.
B21C 37/08 · · Fabricación de tubos a base de juntas soldadas.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN PERFIL DE METAL.
(01/03/2005). Ver ilustración. Solicitante/s: DREISTERN-WERK MASCHINENBAU GMBH & CO. KG.
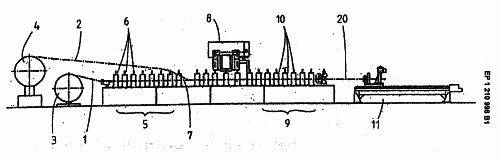
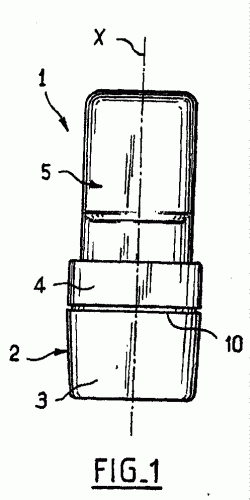
Procedimiento para la fabricación de un perfil de metal con las siguientes etapas de procedimiento: - una primera cinta de chapa se conforma en un primer perfil con una pared mediante una multitud de herramientas de laminación accionadas o de funcionamiento libre, - directamente a continuación del proceso de conformado, el primer perfil pasa a una estación de soldadura , - en la estación de soldadura , una segunda cinta de chapa o un segundo perfil se une con el primer perfil y se apoya en forma de lámina, - el primer perfil y la segunda cinta de chapa 2) apoyada sobre esta pared del primer perfil en forma de lámina se sueldan a ambos lados a lo largo de los bordes laterales de la superficie de contacto mediante radiaciones láser longitudinalmente en un perfil de unión.
DISPOSITIVO PARA SOLDAR ESTACIONARIO PARA LA SOLDADURA LONGITUDINAL DE PERFILES.
(16/07/2004) Dispositivo para soldar estacionario para la soldadura longitudinal de perfiles, con elementos de transporte para transportar un perfil a través del dispositivo para soldar , estando configurados los elementos de transporte de tal forma que el movimiento del perfil quede frenado en intervalos preseleccionables desde una velocidad de producción constante hasta la parada del perfil y, a continuación, se vuelva a acelerar a la velocidad de producción, y con al menos una cabeza de soldadura que genera un punto de soldadura para realizar un cordón de soldadura en el perfil que pasa por el dispositivo para soldar , quedando desconectada la aplicación de energía de soldadura en el perfil por debajo de una velocidad umbral de transporte del perfil y estando configurada la cabeza de soldadura de tal forma que el lugar del punto de…
METODO PARA PRODUCIR UN TUBO METALICO DE COBRE.
(16/03/2004). Ver ilustración. Solicitante/s: NEXANS. Inventor/es: MEYER, MICHAEL, HARTEN, FRIEDRICH, ARNTZ, HANS-JOACHIM.
Un procedimiento para la producción de un tubo de metal, en el que una banda de cobre es extraída de modo continuo desde una fuente de suministro de banda y conformada como un tubo ranurado con los bordes de la banda empalmados, y en el que los bordes de banda son soldados con láser, caracterizado por lo siguiente: a) se utiliza una banda de cobre o aleación de cobre b) previamente a la soldadura se dota mecánicamente de rugosidad al menos a la zona de los bordes de la banda, con una profundidad de rugosidad por encima de Ro=12, 5 µm y c) previamente a la soldadura se moja al menos la zona de los bordes de la banda con un hidrocarburo líquido.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS SOLDADOS DE COBRE.
(16/12/2003). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: ROLLER, ERLING DR.-ING., SCHWARZE, MICHAEL DR.-ING.
La producción de tubos soldados hechos de cobre o de aleación de cobre consiste en introducir fósforo como agente de reducción dentro del horno de fundición o directamente dentro del canal de alimentación para desoxidar la fusión en cobre sin oxígeno. El material catódico o de reverso en el horno de fusión se funde en un pre-material para los tubos soldados y se alimenta dentro del horno de fundición a través de un canal de alimentación. Se introduce fósforo como agente de reducción dentro del horno de fundición o directamente en el canal de alimentación para desoxidar la fusión en cobre sin oxígeno. La fusión se mezcla con el fósforo en el horno de fundición o en el canal de fundición.
DISPOSITIVO DE SOLDADURA Y PROCEDIMIENTO PARA LA SOLDADURA LONGITUDINAL DE PERFILES DE MATERIAL DE BANDA METALICA.
(01/12/2003). Ver ilustración. Solicitante/s: DREISTERN-WERK MASCHINENBAU GMBH & CO. KG.
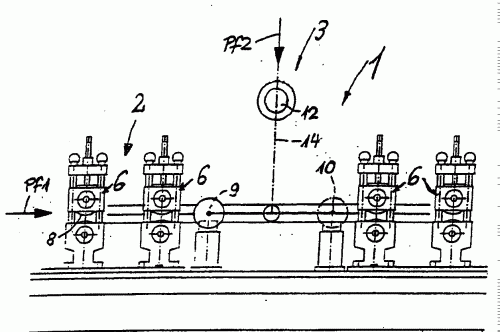
Dispositivo de soldadura para la soldadura longitudinal de perfiles , moldeados de material de banda metálica, con al menos una cabeza de soldadura y un dispositivo para el transporte continuo de un perfil a través de un dispositivo de soldadura, configurándose la cabeza de soldadura de modo que aplique un punto de soldadura en el perfil , transportado a través del dispositivo de soldadura, con el fin de crear un cordón de soldadura, caracterizado porque la cabeza de soldadura se configura con movimiento periódico para mover periódicamente el punto de soldadura hacia delante y hacia atrás a lo largo del cordón de soldadura en la dirección (Pf1) de avance del perfil.
METODO PARA FABRICAR TUBOS DE METAL.
(16/04/2003). Solicitante/s: NEXANS. Inventor/es: MEYER, MICHAEL, HARTEN, FRIEDRICH, DIPL.-ING.
Un método para fabricar tubos de metal, en el cual una banda de metal de pared delgada con una tendencia a la soldadura en frío, es gradualmente transformada en un tubo ranurado , los bordes longitudinales rugosos y nivelados son soldados juntos y el diámetro del tubo soldado es reducido, en el que la banda de metal es transformada en un tubo ranurado por pares de rodillos de conformación (4a, 4b; 5a, 5b; 6a, 6b) que giran en sentidos contrarios hechos de metal y los rodillos de conformación guían los bordes de la banda de metal para ser conformados con fricción de rodadura, caracterizado porque el proceso de conformación y guiado de la banda de metal es realizado por rodillos de conformación (4a, 4b; 5a, 5b; 6a, 6b) y la reducción es realizada por rodillos con una dureza superficial de más de 100 Gpa.
DISPOSITIVO PARA FABRICAR TUBOS DE METAL LARGOS.
(01/04/2003). Ver ilustración. Solicitante/s: ALCATEL. Inventor/es: STASCHEWSKI, HARRY.
EN LA FABRICACION DE TUBOS METALICOS DE DIAMETRO REDUCIDO Y GRAN LONGITUD, EN CUYO PROCESO SE ESTIRA UN FLEJE METALICO DE UN ROLLO ANULAR, SE FORMA GRADUALMENTE UN TUBO CON RENDIJA LONGITUDINAL Y SE SUELDA DICHA RENDIJA LONGITUDINAL, EL COMIENZO Y EL FINAL DE UN GRAN NUMERO DE ROLLOS SE UNEN ENTRE SI MEDIANTE SOLDADURA, Y LOS ROLLOS ANULARES SE COLOCAN HORIZONTALMENTE SOBRE UNOS ANILLOS DE SUJECION SUJETOS A SU VEZ EN UN TAMBOR GIRATORIO. EL FLEJE METALICO CUYOS EXTREMOS DELANTERO Y TRASERO ESTAN SOLDADOS UNOS A OTROS SE DESBOBINA SIN INTERRUPCION.
PROCEDIMIENTO DE PRODUCCION DE TUBOS SOLDADOS DE Cu Y ALEACION DE Cu.
(16/03/2003) La invención se refiere a un procedimiento para la producción tubos solados de Cu y aleación de Cu en una línea de producción combinada, que comprende una instalación de fundición para materiales en bruto, un molino de rodillos en caliente, una instalación de formación de tubos y de soldadura y un dispositivo de estirado por el que se hace pasar el tubo soldado. El procedimiento de la invención se caracteriza por las siguientes etapas: a) fundir una banda de salida casi continua, b) laminar en caliente la banda inicial de salida fundida a una velocidad de laminado = velocidad de fundición x alargamiento, para formar una banda intermedia, c) enfriar la banda intermedia a menos de 100ºC a temperatura ambiente y la superficie de la banda intermedia se decala; d) laminar en frío la banda intermedia para formar una banda; e)…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN TUBO DE MATERIAL EN BANDA.
(01/03/2003). Solicitante/s: DREISTERN-WERK MASCHINENBAU GMBH & CO. KG.
Procedimiento para fabricar tubos de paredes finas. El procedimiento para fabricar tubos metálicos de paredes finas comporta la formación en frío de una cinta metálica fina en una sección de curvatura creciente con los bordes cerrados y después unidos por soldadura. La cinta formada parcialmente se retuerce primero alrededor de un cuarto de vuelta y, antes soldarlo, se gira a la inversa ligeramente. También se incluyen reivindicaciones de una máquina para llevar a cabo el procedimiento.
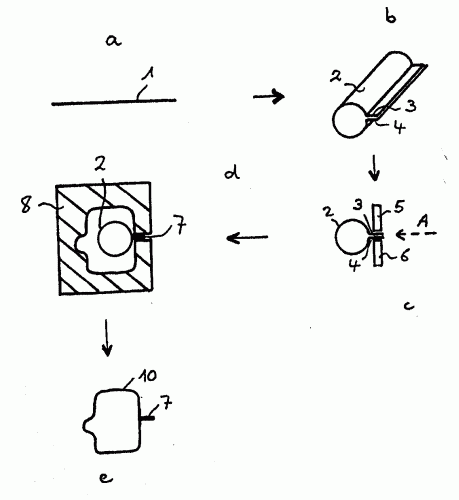
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA ANULAR DE CHAPA PARA LA TAPA DE UN BOTE.
(16/02/2003) Procedimiento para la fabricación de una pieza anular de chapa para la tapa de un bote con las siguientes fases: a) Conformar una pieza de chapa plana, que en un lado presenta un recubrimiento , capaz de sellar en caliente, en un tubo cilíndrico, en el que el recubrimiento se encuentra en el lado interior, b) Presionar los bordes , de trazado axial, del tubo en una junta a tope y presión de una placa de refrigeración contra el lado interior del tubo a lo largo de los bordes de trazado axial, c) Fabricación de un cordón de soldadura a tope a lo largo de los bordes de trazado axial mediante un rayo láser dirigido sobre el lado exterior de los bordes , d) División del tubo en segmentos …
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA MOLDEADA.
(01/12/2002). Ver ilustración. Solicitante/s: ELPATRONIC AG. Inventor/es: URECH, WERNER, MEIER, MARKUS.
LA INVENCION SE REFIERE A UNA PIEZA MOLDEADA , CONFIGURADA POR LA CONFORMACION INICIAL DE UN CUERPO TUBULAR , CON UNA BRIDA SOLDADA . POSTERIORMENTE, EL CUERPO RECIBE SU FORMA EN UN MOLDE POR FIJACION DE LA BRIDA BAJO UNA ELEVADA PRESION INTERNA PARA DAR A LA PIEZA LA PRE FORMA . DE ESTE MODO, SE PUEDEN OBTENER FACILMENTE PRE FORMAS CON UNA BRIDA ASEGURADA QUE PUEDE UTILIZARSE PARA CONECTAR DICHAS PRE - FORMAS A OTRAS PIEZAS.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR TUBOS CON SOLDADURA LONGITUDINAL A PARTIR DE RECORTES PLANOS DE CHAPA.
(16/11/2002). Solicitante/s: THYSSEN KRUPP AG. Inventor/es: FLEHMIG, THOMAS, NEUHAUSMANN, THOMAS, BLIMEL, KLAUS.
Procedimiento para fabricar un tubo con soldadura longitudinal a partir de un recorte plano de chapa con bordes longitudinales paralelos, en el que el recorte (B) de chapa se transforma en un tubo con ranura mediante dos mitades del útil de moldeo, desplazables una contra otra, dispuestas entre sí con simetría especular y con semiconchas externas cilíndricas y a continuación se sueldan entre sí los bordes longitudinales en el punto culminante del útil de moldeo, que se mantienen en la posición mediante las mitades del útil de moldeo, caracterizado porque el recorte (B) de chapa se apoya internamente durante el moldeado mediante mitades cilíndricas de mandril interno que están asignadas fijamente a las semiconchas externas y forman con éstas la ranura del molde, manteniéndose libres para la soldadura los bordes longitudinales que salen en el punto culminante.
METODO Y APARATO PARA LA PRODUCCION DE TUBOS DE ACERO.
(16/06/2001). Ver ilustración. Solicitante/s: KAWASAKI STEEL CORPORATION. Inventor/es: TOYOOKA, TAKAAKI, KAWASAKI STEEL CORPORATION, ITADANI, MOTOAKI, KAWASAKI STEEL CORPORATION, YORIFUJI, AKIRA, KAWASAKI STEEL CORPORATION, HASHIMOTO, YUJI, KAWASAKI STEEL CORPORATION, OHNISHI, TOSHIO, TANAKA, NOBUKI, SUGIE, YOSHINORI, SUGANO, KOJI, AMAGASA, TOSHIAKI.
SE PRESENTA UN METODO PARA LA PRODUCCION DE TUBOS DE ACERO QUE CONSISTE EN FORMAR UNA TIRA DE ACERO , TRATAR LA TIRA DE ACERO EN UN TUBO ABIERTO PRECALENTADO , PRECALENTAR EL TUBO ABIERTO POR SUS DOS BORDES LONGITUDINALES OPUESTOS A UNA TEMPERATURA SUPERIOR AL PUNTO DE CURIE APROXIMADAMENTE, CALENTAR EL TUBO ABIERTO POR LOS DOS BORDES OPUESTOS A UNA TEMPERATURA SUPERIOR A 1.300 (GRADOS) C APROXIMADAMENTE PERO INFERIOR AL PUNTO DE FUSION DE LA TIRA DE ACERO , SOLDAR POR PRESION EL TUBO ABIERTO RESULTANTE CON UN CILINDRO DE PRESION PARA FORMAR ASI UN TUBO DE ACERO , ALISAR EL TUBO DE ACERO POR SU PORCION DE PARED GRUESA FORMADA SOBRE UNA SUPERFICIE EXTERIOR DE LA COSTURA SOLDADA Y POSTERIORMENTE CORTAR O ENROLLAR EL TUBO DE ACERO RESULTANTE . TAMBIEN SE PRESENTA UN APARATO ADAPTADOR PARA FORMAR LOS TUBOS DE ACERO.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO CON SEGMENTOS DE DIFERENTE CONFIGURACION DE SECCION TRANSVERSAL.
(16/05/2001). Solicitante/s: BENTELER AG. Inventor/es: STREUBEL, WOLFGANG, KLASFAUSEWEH, UDO DR..
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION CON TRAMOS DE DIFERENTE CONFIGURACION DE SECCION TRANSVERSAL. PARTIENDO DE ESTA DISPOSICION SE ASOCIA UNA MAQUINA CON UNA ZONA (11') BASICA RECTANGULAR, EN EL QUE SE DISPONE DE UN TRAMO DE CONFORMADO TRAPEZOIDAL Y UN TRAMO DE CONFORMADO RECTANGULAR. EN EL PASO SIGUIENTE SE ENROLLA LA PLETINA PARA LA FORMACION DE UN CUERPO CILINDRICO HUECO. CON ELLO RESULTA UNA CONFORMACION DE FORMA TUBULAR DE LA ZONA (11') BASICA Y UN CONFORMADO EN FORMA DE ESPIRAL DE LOS TRAMOS DE CONFORMACION. EN LA CONFORMACION FINAL SE ACTUA A TRAVES DE MEDIOS DE ACCION APROPIADOS SOBRE LOS TRAMOS DE CONFORMADO Y SE OBTIENE UNA GEOMETRIA DEFINITIVA DEL TUBO . EN LOS PROCESOS DE UNION QUE SIGUEN A CONTINUACION SE UNEN MEDIANTE TECNICA DE SOLDADURA LAS SECCIONES (17,17', 18,18', 19,19').
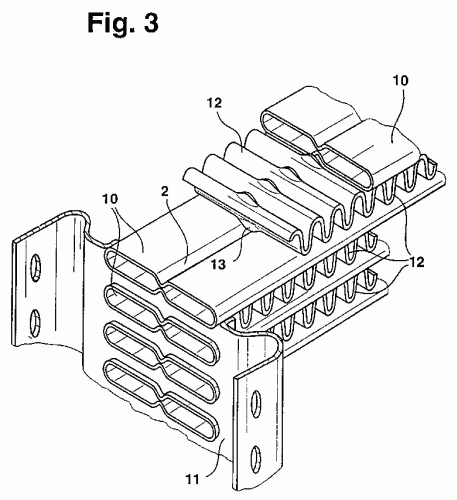
TUBO PLANO PARA UN INTERCAMBIADOR DE CALOR SOLDADO POR SOLDADURA INDIRECTA, PROCEDIMIENTO PARA SU FABRICACION Y UTILIZACION CORRESPONDIENTE.
(16/11/2000). Ver ilustración. Solicitante/s: BHER GMBH & CO. Inventor/es: LORENZ, KLAUS, RILK, MARTIN, DAMSOHN, HERBERT, DR., HAFFNER,HORST.
Tubo plano para un intercambiador de calor soldado por soldadura indirecta, procedimiento para su fabricación y utilización correspondiente. Los tubos planos para intercambiadores de calor soldados por soldadura indirecta presentan una pared de separación formada por acanaladuras estampadas hacia adentro, que se sueldan conjuntamente por soldadura indirecta cuando se suelda la totalidad del intercambiador de calor por soldadura indirecta, lo cual provoca dificultades en la distribución de soldadura en el interior del tubo, por lo que se propone soldar las acanaladuras por soldadura autógena en su punto de contacto entre sí, pero prever por lo demás para la fabricación del intercambiador de calor el procedimiento de soldadura indirecta conocido. La invención también comprende la utilización para intercambiadores de calor soldados por soldadura indirecta.
BARRAS HUECAS Y PROCEDIMIENTO PARA SU FABRICACION.
(16/08/2000). Solicitante/s: BHP ENGINEERING PTY. LTD. Inventor/es: GRAY, PETER, ANDREW.
SE DESCRIBE UNA BARRA HUECA Y UN METODO PARA SU FABRICACION. TIPICAMENTE, LA BARRA HUECA ES UN PASADOR DE BARRA ROSCADA O O UNA BARRA PERFORADORA. LA BARRA HUECA COMPRENDE DOS O MAS ELEMENTOS ALARGADOS (21A,21B) CONECTADOS ENTRE SI A LO LARGO DE BORDES LONGITUDINALES DE LOS ELEMENTOS (21A,21B). EL METODO COMPRENDE EL ENROLLADO DE LOS ELEMENTOS (21A,21B) Y LA SOLDADURA O PEGADO DE LOS ELEMENTOS (21A,21B) ENTRE SI POR LOS BORDES LONGITUDINALES DE LOS ELEMENTOS (21A,21B).
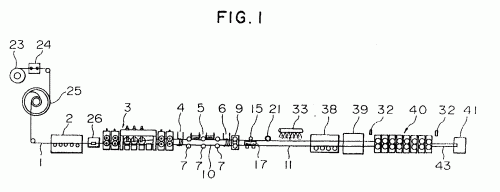
PROCEDIMIENTO PARA FABRICAR UN TUBO METALICO SOLDADO CON UNA COSTURA LONGITUDINAL.
(01/07/2000). Solicitante/s: ALCATEL KABEL AG & CO. Inventor/es: PORCHER, KLAUS, ZIEMEK, GERHARD, DR.-ING., STASCHEWSKI, HARRY.
EN UN PROCEDIMIENTO PARA LA ELABORACION DE UN TUBO METALICO SOLDADO SEGUN COSTURA LONGITUDINAL CON UN DIAMETRO EXTERIOR DESDE 1 HASTA 6 MM, DONDE SE CONFORMA UNA BANDA METALICA POR MEDIO DE UNA HERRAMIENTA DE CONFORMADO PARA LA OBTENCION DE UN TUBO CON RANURA LONGITUDINAL Y LA RANURA LONGITUDINAL DEL TUBO SE SUELDA POR MEDIO DE UN EQUIPO DE SOLDADURA BASE, SE GUIA DE FORMA INMEDIATA EL TUBO A SER SOLDADO ANTES Y DE FORMA INMEDIATA DESPUES DEL PUNTO DE SOLDADURA A TRAVES DE UNA HERRAMIENTA QUE AGARRA EN LA SUPERFICIE DEL TUBO, MANTENIENDO LOS BORDES DE LA BANDA EN CONTACTO UNO CON OTRO Y EN UNA DISPOSICION LIBRE DE FUERZAS DE LA COSTURA DE SOLDADURA. DE MANERA INMEDIATA DESPUES DE LA SEGUNDA HERRAMIENTA LAS ABRAZADERAS DE SUJECION DE UNA EXTRACCION DE ABRAZADERA AGARRAN EN EL TUBO SOLDADO, DE FORMA QUE GUIA DE MANERA DIFERENTE DE ACUERDO CON EL TIPO DE ABRAZADERA DEL TIPO DE SUJECION DEL TUBO.
PROCEDIMIENTO DE FORMACION DE UN TUBO METALICO CON UNA COSTURA SOLDADA.
(01/10/1999) EL METODO PARA FORMAR UN TUBO DE METAL CON COSTURA (20C) QUE TIENE UN RECUBRIMIENTO DE METAL DE ESTA INVENCION, INCLUYE GALVANIZAR LA TIRA ANTES DE SOLDAR. LA TIRA SE FORMA ENTONCES EN UN TUBO DE COSTURA ABIERTA (20B) Y SE SUELDA EN UNA ATMOSFERA INERTE CON LA COSTURA LOCALIZADA EN LA PARTE INFERIOR DEL TUBO. FINALMENTE, EL RECUBRIMIENTO DE METAL FLUYE HACIA ABAJO SOBRE LA COSTURA RECUBRIENDO LA MISMA DE VARIAS FORMAS. EN UNA INCORPORACION, LA TIRA SE LE DA UNA FORMA ARQUEADA (20A) Y SE GALVANIZA, DONDE EL RECUBRIMIENTO DE ZINC SE AGRANDA EN GROSOR HACIA LOS BORDES DE LA TIRA LATERALES DE MANERA QUE EL RECUBRIMIENTO…
POSICIONADOR DE RECRECIMIENTO CON SOLDADURA Y METODO PARA EL CHAPADO METALICO DE PANELES DE MEMBRANA TUBULARES.
(01/11/1992) POSICIONADOR DE RECRECIMIENTO CON SOLDADURA Y METODO PARA EL CHAPADO METALICO DE PANELES DE MEMBRANA TUBULARES. POSICIONADOR DE SOLDADURA PARA SOPORTAR ESTRUCTURAS ALARGADAS TALES COMO TUBOS MIENTRAS SE EJECUTAN OPERACIONES DE SOLDADURA CON METAL EN LOS TUBOS. EL POSICIONADOR INCLUYE UN BASTIDOR CENTRAL, RIGIDO, ALARGADO QUE SE UNE RIGIDAMENTE EN CADA EXTREMO A UNA PLACA TERMINAL Y UN MUÑON ALINEADO CON EL EJE LONGITUDINAL DEL BASTIDOR. EL BASTIDOR CENTRAL PUEDE ESTAR FORMADO CONVENIENTEMENTE POR UNA PLURALIDAD DE TUBOS ADYACENTES CADA UNO DE LOS CUALES TIENE UNA FORMA EN SECCION TRANSVERSAL RECTANGULAR. UNA PLURALIDAD DE ESTRUCTURAS ALARGADAS TALES COMO TUBOS A CHAPAR CON METAL POR SOLDADURA ESTAN UNIDAS DE MANERA SOPORTABLE…
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR TUBOS DE PAREDES GRUESAS CON DIAMETROS PEQUEÑOS.
(01/07/1992). Solicitante/s: KABELMETAL ELECTRO GMBH. Inventor/es: ZIEMEK, GERHARD, DR.-ING., STASCHEWSKI, HARRY,ING., GUNIA, EWALD,ING.
EN UN PROCEDIMIENTO PARA PRODUCIR TUBOS PRESENTANDO PAREDES GRUESAS Y DIAMETROS PEQUEÑOS EN UNA BANDA METALICA A TRAVES DEL CONFORMADO CONTINUO DE LAS BANDAS METALICAS PARA EL TUBO Y EL SOLDADO DE LOS CANTOS LONGITUDINALES SE ELIMINASE BANDAS DE METAL CON UNA ANCHURA ENTRE 15 Y 80 MM. Y UN GROSOR DE PARED ENTRE 0,2 Y 2,5 MM. POR LO QUE LA RELACION DE ANCHURA A ESPESOR VARIE ENTRE 15 Y 50. LA BANDA DE METAL SE ENFRIA ANTES DEL SOLDADO Y EL TUBO SOLDADO SE ENFRIE INTENSAMENTE EN LA ZONA DE LA SOLDADURA.
PROCEDIMIENTO Y APARATO PARA FABRICAR COJINETES LISOS.
(01/06/1986). Solicitante/s: AEPLC.
PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE COJINETES LISOS A PARTIR DE UNA PLETINA DE MATERIAL ANTIFRICCION, CONSISTENTE EN UN SOPORTE METALICO Y UN REVESTIMIENTO DE MATERIAL ANTIFRICCION. EL APARATO CONSTA DE UN TROQUEL QUE TIENE UNA PORCION DE ENTRADA CONICA CON CONIFICACION DESCENDENTE HASTA UNA SUPERFICIE DE CONFORMACION FINAL CILINDRICA ; DE UN MANDRIL POSICIONADO ADECUADAMENTE CON RELACION AL TROQUEL ; DE UN APARATO DE VIBRACION ULTRASONICA SITUADO ALREDEDOR DEL TROQUEL , EL CUAL SE USA PARA AYUDAR AL PASO DE LA PLETINA A TRAVES DEL TROQUEL ; DE UN APARATO AGARRADOR QUE MEDIANTE MORDAZAS DE AGARRE AUTOMATICO, SUJETA EL EXTREMO DEL TUBO FORMADO A PARTIR DE LA PLETINA.
DISPOSITIVO DESBARBADOR EN EL INTERIOR DE TUBOS.
(16/06/1981). Solicitante/s: RUCHLING-BURBACH WEITERVERARBEITUNG GMBH.
DISPOSITIVO DESBARBADOR DEL INTERIOR DE TUBOS CON RODILLOS GUIANTES. CONSTA DE UN CUERPO AL QUE VA FIJADO, MEDIANTE LA GARRA Y EL TORNILLO , EL ANILLO CORTANTE . LA EVACUACION DE LA VIRUTA SE HACE A TRAVES DE LOS HUECOS . EL CONJUNTO VA GUIADO POR TRES SISTEMAS RODANTES . EL SISTEMA CONSTA DE UN RODILLO Y VA ANCLADO RIGIDAMENTE AL CUERPO ; EL RODILLO VA ANCLADO ELASTICAMENTE MEDIANTE EL SEGMENTO Y ES EL QUE FIJA LA PROFUNDIDAD DE CORTE; EL CONJUNTO LLEVA TRES RODILLOS COLOCADOS EN FORMA TRIANGULAR Y MONTADOS ELASTICAMENTE MEDIANTE EL MUELLE.
DISPOSITIVO DESBARBADOR DEL INTERIOR DE TUBOS.
(01/01/1980). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT ROCHLING-BURBACH WEITERVERARBEITUNG G.M.B.H.
Dispositivo desbarbador del interior de tubos, con un suplemento de corte, inserto como herramienta desbadora, redonda , capaz de cortar en su contorno total, que se sujeta por una pieza de apriete, que sirve de conducción de virutas en el porta útiles, así como por lo menos con un elemento guiador, caracterizado porque el suplemento de corte está constituido anularmente y presenta una proporción de longitud diámetro mayor que uno y un porta útiles, que está inserto axialmente en una ranura, adaptada al diámetro y a la forma del suplemento de corte, con una oblicuidad correspondiente al ángulo libre y porque el elemento o los elementos guiadores están dispuestos de modo muelleante.
PROCEDIMIENTO DE CONSTRUCCION MEDIANTE SOLDADURA DE SECCIONES TUBULARES DE LONGITUD INDEFINIDA, DE GRANDES DIAMETROS DE BOCA Y PEQUEÑO ESPESOR DE PARED.
(16/03/1977). Solicitante/s: SERRA SOLDADURA, S.A..
PROCEDIMIENTO Y MAQUINAS PARA FABRICAR TUBOS METALICOS POR SOLDADURA PARTIENDO DE CHAPAS. EN UNA PRIMERA FASE LAS PIEZAS LAMINARES SON DOBLADAS, FORMANDO LA SECCION TUBULAR, DE LONGITUD IGUAL AL ANCHO DE LA PIEZA LAMINAR SUMINISTRADA, MEDIANTE UN GRUPO DE SOLDADURA POR HILO CONTINUO CON APORTACION DE MATERIAL. EN LA SEGUNDA FASE SE EMPALMAN POR SOLDADURA DISTINTAS SECCIONES TUBULARES HASTA OBTENER LA LONGITUD DESEADA. LA PRIMERA OPERACION SE REALIZA EN UN TAMBOR CILINDRICO ESPANSIBLE QUE POSEE UNOS BALANCINES PISADORES, UNA SERIE DE PISTONES FIJOS Y DE ARRASTRE Y OTROS PISTONES HIDRAULICOS QUE PERMIETEN LA EXPANSION DEL TAMBOR. LA SEGUNDA FASE SE REALIZA CON EL CONCURSO DE UN CARRO AUTOMOTRIZ DE CARRERA LONGITUDINAL, DOTADO DE UN MANDRIL EXTENSIBLE.
PROCEDIMIENTO CONTINUO Y EN SERIE PARA FABRICAR TUBOS RECUBIERTOS DE METAL.
(01/01/1977). Solicitante/s: DAIWA STEEL TUBE INDUSTRIES CO., LTD.
Resumen no disponible.
PROCEDIMIENTO CON SU APARATO REALIZADOR PARA LA FABRICACION DE TUBO ACANALADO.
(16/09/1976). Solicitante/s: PELPS DODGE INDUSTRIES INC.
Resumen no disponible.
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR A TOPE EN FORMA CONTINUA CHAPA METALICA FORMANDO UNA COSTURA.
(16/04/1976). Solicitante/s: TENNECO INC..
Resumen no disponible.
DISPOSITIVO DE FORMACION DE MODO CONTINUO Y DE TROCEO DE UN TUBO.
(01/06/1975). Solicitante/s: SOCIETE ANONYME DES USINES CHAUSSON.
Resumen no disponible.
UN APARATO MEJORADO PARA FORMAR UN TUBO A PARTIR DE UN MATERIAL EN TIRA O EN BANDA.
(01/04/1975). Solicitante/s: OLIN CORP..
Un aparato mejorado para formar un tubo a partir de un material en tira o banda, en el que la relación del espesor de la tira al diámetro del tubo es menor que el 3%, estando caracterizado dicho aparato por: medios de conformación para dar a dicho material en tira o banda la forma de un tubo abierto, teniendo dicho tubo abierto una garganta o hendidura que se extiende longitudinalmente, definida por los bordes opuestos de dicho tubo abierto, estando caracterizados dichos medios de conformación por tener una pluralidad de bastidores de conformación; y medios para unir los bordes opuestos de dicho tubo abierto; cuya mejora se caracteriza porque están previstos medios de guía entre cada uno de dichos bastidores de conformación para evitar que los bordes opuestos de dicho tubo abierto se alabeen o abarquillen, tocando dichos medios de guía a una superficie de dicho tubo abierto en una parte sustancial de la distancia entre cada uno de dichos bastidores de conformación.
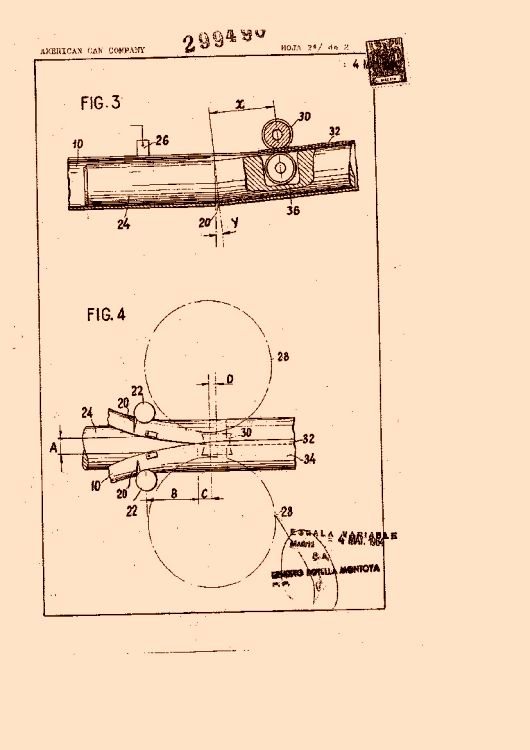
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UN CUERPO TUBULAR DE CHAPA METÁLICA, SOLDADO A SOLAPE.
(01/12/1964). Ver ilustración. Solicitante/s: AMERICAN CAN COMPANY.
Resumen no disponible.
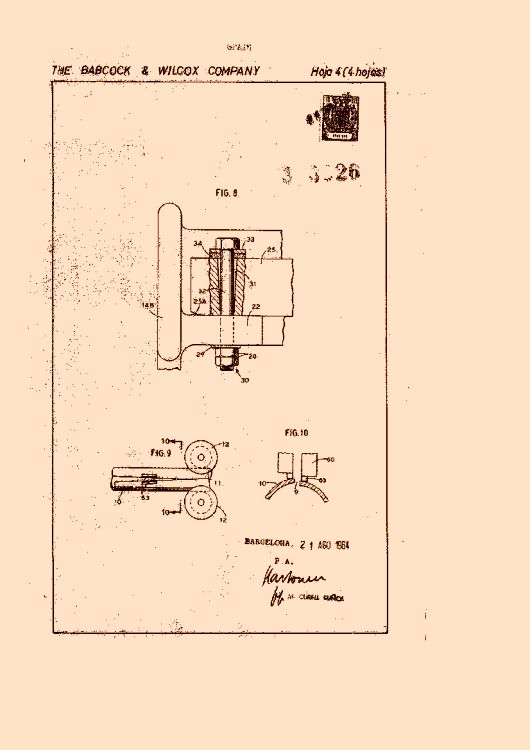
DISPOSITIVO DE SOLDADURA.
(01/11/1964). Ver ilustración. Solicitante/s: THE BABOCK & WILCOX COMPANY.
Resumen no disponible.
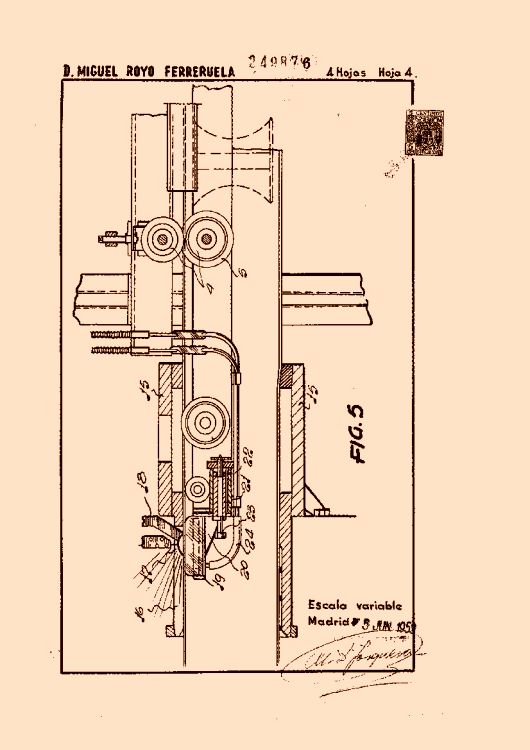
NUEVO MÉTODO Y MÁQUINA PARA FABRICACIÓN DE TUBOS EN FRÍO.
(16/01/1960). Ver ilustración. Solicitante/s: ROYO FERRERUELA,MIGUEL.
Nuevo método y máquina para fabricación de tubos en frio, caracterizado por curvar la chapa en forma virtualmente cilíndrica en matrices y prensas "ad-hoc" y rectificar el radio de curvatura en una máquina que presenta una pluralidad de rodillos machi-hembrados cuyas salientes anulares coinciden con el espacio comprendido entre los bordes de la chapa dispuestos en mutua aproximación; estando el caño premoldeado sometido a la tracción de un elemento motriz con la intercalación de elementos de acople desmontables, capaces de obligar el tubo a través de una matriz trefiladora en las inmediaciones de cuya zona de remate presenta una abertura longiforme, coincidente con la abertura del tubo, proyectándose en dicha zona el electrodo de un equipo de soldadura cuya masa está dispuesta dentro del conducto del tubo, y en alineación con dicho electrodo y la abertura del matriz presenta un conducto de descarga del material fundente.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}