12 inventos, patentes y modelos de URECH, WERNER
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PLETINAS SOLDADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2004). Ver ilustración. Solicitante/s: ELPATRONIC AG. Clasificación: B23K37/047, B23K26/08.
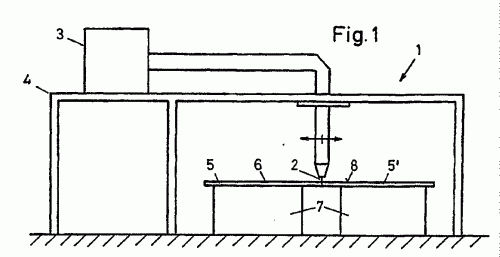
Procedimiento para la fabricación de pletinas soldadas por láser, que constan de al menos dos secciones de chapa (19, 19; 29), caracterizado porque las secciones y/o las pletinas se llevan en primer lugar a una posición esencialmente vertical en al menos una etapa de preparación y se mantienen en esta posición y se mecanizan en la posición esencialmente vertical, siendo realizada como etapa de mecanización la soldadura de las secciones para la formación de la pletina en posición vertical.
PROCEDIMIENTO PARA EL TRATAMIENTO POSTERIOR DE CHAPAS COMPUESTAS SOLDADADAS.
Sección de la CIP Química y metalurgia
(01/03/2003). Solicitante/s: ELPATRONIC AG. Clasificación: C21D1/667, C21D9/50.
EN LA SOLDADURA DE PLETINAS SE ENFRIAN LAS PLETINAS QUE APARECEN A PARTIR DE UNA MAQUINA DE SOLDADURA POR MEDIO DE UN EQUIPO DE REFRIGERACION. EN EL EQUIPO DE REFRIGERACION SE APLICA A LA COSTURA DE SOLDADURA UN FLUIDO REFRIGERANTE, EN PARTICULAR UN ACEITE DE PROTECCION ANTIOXIDANTE. DE ESTA FORMA LAS PLETINAS PUEDEN SER ENFRIADAS EN UN CORTO ESPACIO DE TIEMPO Y ACEITADAS DURANTE UN TRAYECTO CORTO, QUE ALIGERA ESENCIALMENTE LA LONGITUD COMPLETA O LA LONGITUD DE SOLDADURA ASI COMO EL MANEJO DE LAS PLETINAS.
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA MOLDEADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2002). Ver ilustración. Solicitante/s: ELPATRONIC AG. Clasificación: B21D26/02, B62D25/00, B21C37/08.
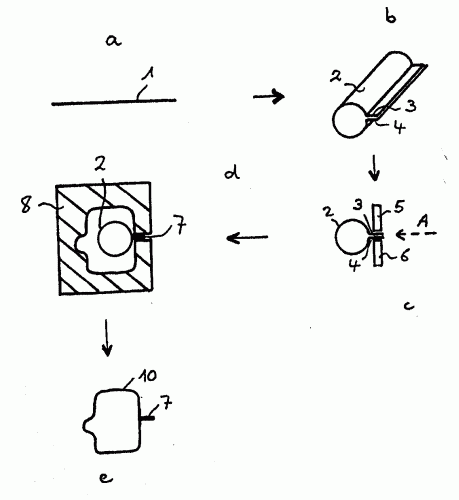
LA INVENCION SE REFIERE A UNA PIEZA MOLDEADA , CONFIGURADA POR LA CONFORMACION INICIAL DE UN CUERPO TUBULAR , CON UNA BRIDA SOLDADA . POSTERIORMENTE, EL CUERPO RECIBE SU FORMA EN UN MOLDE POR FIJACION DE LA BRIDA BAJO UNA ELEVADA PRESION INTERNA PARA DAR A LA PIEZA LA PRE FORMA . DE ESTE MODO, SE PUEDEN OBTENER FACILMENTE PRE FORMAS CON UNA BRIDA ASEGURADA QUE PUEDE UTILIZARSE PARA CONECTAR DICHAS PRE - FORMAS A OTRAS PIEZAS.
PROCEDIMIENTO Y DISPOSITIVO PARA LA UNION DE DOS PIEZAS METALICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2002). Solicitante/s: ELPATRONIC AG. Clasificación: B23K26/08, B23K26/02, B23K37/04.
EN UN PROCEDIMIENTO PARA LA UNION DE DOS PIEZAS DE TRABAJO METALICAS SE COLOCAN UNA JUNTO A OTRA SIN FILO BAJO LA FORMACION DE UNA JUNTA DE TOPE Y EN LA ZONA DE ESTA JUNTA DE TOPE SE UNEN UNA CON OTRA. PARA ELLO LAS PIEZAS DE TRABAJO DEBEN SER IMPULSADAS CON UNA FUERZA DE ATRACCION MAGNETICA. POR OTRO LADO PUEDEN SER IMPULSADAS TAMBIEN CON PRESION.
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR CHAPAS DE PLATINO MEDIANTE LASER.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1996). Solicitante/s: ELPATRONIC AG. Clasificación: B23K26/00, B23K33/00.
LAS CHAPAS SE DEBEN SOLDAR EN JUNTAS A TOPE MEDIANTE LA SUPERPOSICION DE LAS MISMAS, HACIENDO COINCIDIR SUS SUPERFICIES FRONTALES. PARA REDUCIR LOS RESQUICIOS DE UNION EN LAS MASAS PRESENTABLES PARA SOLDAR CON LASER, SE DEFORMA PLASTICAMENTE UNA CHAPA A LO LARGO DE LA UNION POR SOLDADURA PARA QUE EL MATERIAL CIRCULE EN LA DIRECCION DEL RESQUICIO Y SE REDUCE POR ELLO LA ANCHURA DEL RESQUICIO Y SE CARACTERIZA PORQUE SEGUN LO MENCIONADO ANTERIORMENTE PUEDEN SOLDARSE UNAS CHAPAS CORTADAS CON PEQUEÑA PRECISION.
PROCEDIMIENTO PARA LA SOLDADURA CON COSTURA DE PIEZAS DE CHAPA CORTADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1995). Solicitante/s: ELPATRONIC AG. Clasificación: B23K33/00.
PROCEDIMIENTO PARA LA SOLDADURA CONTINUA DE RECORTES DE CHAPA. COMO PREPARACION PARA LA SOLDADURA CONTINUA DE RECORTES DE CHAPA DE DISTINTO GROSOR, SE DEBE MECANIZAR EL MAS GRUESO DE AMBOS RECORTES, PREFERENTEMENTE POR ARRANQUE DE VIRUTAS, EN LA ZONA PREVISTA DEL BORDE A SOLDAR. CON LO CUAL LOS BORDES A SOLDAR ESTAN EQUIPARADOS EN SU GROSOR (T1,T2), PRESENTAN PARA EL PROCESO DE SOLDADURA CARACTERISTICAS PRACTICAMENTE SIMETRICAS CON RESPECTO AL PLANO DE UNION, POR LO QUE ESENCIALMENTE PUEDEN SER TRABAJADOS CON LOS MISMOS PARAMETROS DE SOLDADURA YA CONOCIDOS, COMO LA SOLDADURA DE RECORTES DE CHAPA DEL MISMO GROSOR. EL PROCEDIMIENTO ES APROPIADO PRINCIPALMENTE PARA SU UTILIZACION EN LA SOLDADURA CONTINUA POR APLASTAMIENTO, COMO TAMBIEN PARA OTROS METODOS DE SOLDADURA CONTINUA, COMO P.EJ. EN SOLDADURA POR RAYOS LASER.
CABEZAL DE RODILLOS CON CONTACTO DESLIZANTE.
(16/08/1994) LA INVENCION: SE REFIERE A UN CABEZAL DE RODILLOS; QUE SE UTILIZA EN UNA MAQUINA DE SOLDADURA CONTINUA POR RESISTENCIA Y PRESENTA UN DISPOSITIVO DE TRANSMISION DE CORRIENTE DE CONTACTO DESLIZANTE INTERIOR QUE ESTA SITUADO ENTRE UN ESTATOR Y UN ROTOR Y CONSISTE EN UN PAR DE DISCOS (26, 26'') QUE TIENEN FORMA DE ANILLO CIRCULAR, SE EXTIENDEN RADIALMENTE ENTRE UN ESTATOR Y UN ROTOR, SE FIJAN EN LA PERIFERIA EXTERIOR DEL ROTOR, PORTAN EN SU PERIFERIA INTERIOR ANILLOS DE CONTACTO (32, 32') POR DESLIZAMIENTO AXIAL Y QUE SOPORTAN ENTRE SUS PERIFERIAS EXTERIOR E INFERIOR PIEZAS (28, 28') DE BRIDAS FLEXIBLES Y SE CARACTERIZA PORQUE; LOS DISCOS DE CONTACTO DESLIZANTE CONSISTEN EN UNAS MALLAS DE COBRE; EN LAS MALLAS DE COBRE DE LOS DISCOS SE FIJAN LOS ANILLOS DE CONTACTO POR DESLIZAMIENTO AXIAL; LAS…
CABEZAL DE RODILLOS PARA UNA MAQUINA DE SOLDADURA DE COSTURAS POR RESISTENCIA.
Secciones de la CIP Electricidad Técnicas industriales diversas y transportes
(16/08/1994). Solicitante/s: ELPATRONIC AG. Clasificación: H01R39/64, B23K11/30.
SE DESCRIBE UN CABEZAL DE RODILLOS A ROTULA PARA UNA MAQUINA DE SOLDADURA DE COSTURAS POR RESISTENCIA, QUE PRESENTA UN DISPOSITIVO DE TRANSMISION DE CORRIENTE POR CONTACTO DESLIZANTE ENTRE UN ESTATOR (220B) Y UN ROTOR , QUE CONSTA DE UN DISCO EN FORMA DE ANILLO CIRCULAR, QUE SE PROLONGA RADIALMENTE ENTRE ROTOR Y ESTATOR, QUE ESTA FIJADO AL ESTATOR POR SU PERIMETRO EXTERIOR, QUE EN SU PERIMETRO INTERIOR LLEVA UN ANILLO DE CONTACTO DESLIZANTE AXIAL Y QUE ESTA DISEÑADO FLEXIBLEMENTE EN LA PARTE DE ALMA SITUADA ENTRE EL PERIMETRO INTERIOR Y EXTERIOR. EL DISCO DE CONTACTO DESLIZANTE CONSTA DE UNA MALLA DE COBRE, A LA QUE VA FIJADA EL ANILLO DE CONTACTO DESLIZANTE AXIAL . EL DISPOSITIVO DE TRANSMISION DE CORRIENTE POR CONTACTO DESLIZANTE EN FORMA DE DISCO CON PARTE DE ALMA FLEXIBLE REEMPLAZA AL DISPOSITIVO DE TRANSMISION DE CORRIENTE EN FORMA DE METAL FLUIDO, USUAL NORMALMENTE EN CABEZALES DE RODILLOS A ROTULA.
ALAMBRE DE ELECTRODOS PARA UNA MAQUINA DE SOLDADURA DE RODILLOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1993). Solicitante/s: ELPATRONIC AG. Clasificación: B23K11/30.
SE DESCRIBE UN ALAMBRE DE ELECTRODO QUE OPUESTAMENTE AL ALMABRE DE ELECTRODO TRADICIONAL ESTA EQUIPADO CON BRIDAS PARA SU SOSTENIMIENTO SOBRE LA SUPERFICIE DE UN ELECTRODO DE RODILLO A AMBOS LADOS DE UNA RANURA GUIA . EL ALAMBRE DE ELECTRODO TIENE UN DIAMETRO COMO SU SUPERFICIE DE CONTACTO SOBRE EL MATERIAL DE SOLDADURA Y UNA AMPLIA SUPERFICIE SOBRE EL MATERIAL DE SOLDADURA COMO EL ALAMBRE DE ELECTRODO TRADICIONAL. EN LA SOLDADURA LA CHAPA (LAMINADO DE DEPOSITO DE CARBURANTE) SE COMPRIME JUNTO A LA LENTE DE SOLDADURA Y SE IMPIDE LA APERTURA BRUSCA DE LA CHAPA JUNTO A LA LENTE DE SOLDADURA Y EL LEVANTAMIENTO BRUSCO DE DICHA LENTE DE SOLDADURA. EL PERFIL DE LOS ALAMBRES DE ELECTRODOS QUE SOBRESALE POR LA RANURA GUIA ES DELGADO Y PUEDE SER TAMBIEN BLANDO CUANDO EL ALAMBRE DE ELECTRODO DURANTE LA SOLDADURA NO SE DEFORMA POR ACCION POR FUERZAS TRANSVERSALES. EL ALAMBRE DE ELECTRODO DEL INVENTO TIENE UNA MEJOR RESISTENCIA A LA FATIGA QUE EL ALAMBRE DE ELECTRODO USUAL.
HERRAMIENTAS DE SOLDAR POR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1991). Solicitante/s: ELPATRONIC AG. Clasificación: B23K11/30.
DOS PIEZAS DE HERRAMIENTAS MOVIBLES Y ELEVABLE SE COORDINAN EN VARIOS PARES DE ELECTRODOS . EL ELECTRODO DE CADA PAR DE ELECTRODOS SE APOYA MOVIBLE EN LA PIEZA DE TRABAJO CORRESPONDIENTE Y EN DIRECCION OPUESTA AL ELECTRODO POR UN EMBOLO DE PRESION Y POR MEDIO HIDRAULICAS . A TRAVES DE LOS MEDIOS DE TRABAJO SE CARGA UN ACUMULADOR DE ENERGIA . CADA EMBOLO DE PRESION ES PARTE INTEGRANTE DE UNA UNIDAD CILINDRO/ENBOLO , CUYO CILINDRO SE FIJA EN LA PIEZA DE HERRAMIENTA INTERCAMBIABLE CORRESPONDIENTE A CADA UNIDAD CILINDRO/EMBOLO ESTA COORDINADA POR SEPARADO CON UN CUERPO DE GUIA FIJADO EN LA PIEZA DE HERRAMIENTA CORRESPONDIENTE QUE LLEVA UN CABEZAL COMO TERMINO INTERMEDIO ENTRE EL EMBOLO DE PRESION Y EL ELECTRODO CORRESPONDIENTE.
PROCEDIMIENTO Y DISPOSITIVO PARA UNIR UN CUERPO HUECO CON UN CUERPO INTERIOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1989). Solicitante/s: ELPATRONIC AG. Clasificación: B21D51/26.
PARA CONSEGUIR LA UNION ESTANCA DE UN CUERPO HUECO REDONDO DE CHAPA, CON UN CUERPO INTERIOR COMPLEMENTARIO SE EFECTUA UN ENCAJE A PRESION ENTRE AMBOS CUERPOS EN UNA ESTRECHA ZONA ANULAR . A CONTINUACION SE COLOCAN POR LO MENOS DOS ELECTRODOS EN LA ZONA ANGULAR DESDE FUERA EN EL CUERPO HUECO Y EFECTUANDO UN GIRO RELATIVO ENTRE LOS ELECTRODOS POR UN LADO Y LOS DOS CUERPOS POR OTRO, SE LLEVA A CABO UNA SOLDADURA DE RESITENCIA ELECTRICA, DONDE LA CORRIENTE DE SOLDADURA ES CONDUCIDA Y ABDUCIDA EXCLUSIVAMENTE POR LOS ELECTRODOS EN LA PARTE EXTERIOR DEL CUERPO HUECO.
ALAMBRE DE CONTACTO PARA UNA MADQUINA DE SOLDADURA CONTINUA POR RODILLOS.
(01/03/1988) EL ALAMBRE DE CONTACTO PARA UNA MAQUINA DE SOLDADURA CONTINUA POR RODILLOS, ESTA EQUIPADO EN SU PARTE DELANTERA CON ESTRIAS , CONSTITUIDAS DE LA DIRECCION LONGITUDINAL DE ALAMBRE, QUE ESTAN LIMITADAS POR CANTOS LONGITUDINALES AGUDOS . EL ALAMBRE DE CONTACTO ES ESPECIALMENTE IDONEO PARA LA SOLDADURA DE CHAPAS, CUYAS SUPERFIVIES ESTAN MUY SUCIAS O EQUIPADAS CON RECUBRIMIENTOS MALOS CONDUCTORES DE LA ELECTRICIDAD O NO CONDUCTORES DE LA ELECTRICIDAD. DURANTE EL PROCESO DE SOLDADURA LOS CANTOS LONGITUDINALES CORTAN LAS CHAPAS A SOLDAR O SU CAPA DE OXIDO O SU RECUBRIMIENTO MAL CONDUCTOR DE LA ELECTRICIDAD O NO CONDUCTOR DE LA ELECTRICIDAD Y PERMITEN UN PASO DIRECTO DE LA CORRIENTE DE SOLDADURA A LA CHAPA EN SI. LA SUCIEDAD, ASI COMO EL MATERIAL DE RECUBRIMIENTO PASTOSO-LIQUIDO Y EVAPORADO SON EVACUADOS CON SEGURIDAD HACIA…
{kind=link}
{kind=link}