CIP-2021 : B21D 37/20 : Fabricación de herramientas por medio de operaciones no incluida en una sola de las otras subclases.
CIP-2021 › B › B21 › B21D › B21D 37/00 › B21D 37/20[1] › Fabricación de herramientas por medio de operaciones no incluida en una sola de las otras subclases.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones).
B21D 37/20 · Fabricación de herramientas por medio de operaciones no incluida en una sola de las otras subclases.
CIP2021: Invenciones publicadas en esta sección.
Diseño de sobrante sin secciones.
(31/05/2019) Un método para el diseño de un sobrante , en donde todo o parte del sobrante se diseña con un enfoque sin secciones, que comprende las etapas de: introducir un diseño del componente ; establecer una pluralidad de al menos dos líneas de curva de elevación, EC, para establecer al menos una primera línea EC y una línea EC distal , en donde dicha primera línea EC se relaciona con, o se establece total o parcialmente sobre, dicho diseño del componente , y dicha línea EC distal está total o parcialmente separada de dicha primera línea EC , con el fin de que se establezca un espacio entre dicha primera línea…
Herramienta de punzonado.
(15/11/2017). Solicitante/s: voestalpine Precision Strip GmbH. Inventor/es: HAAS, ANTON.
Herramienta de punzonado , en particular línea de corte , formada por una cinta de acero al menos en parte tratada térmicamente y/o bonificada térmicamente, conformada en los lados estrechos con, por un lado, una parte de corte con un canto de corte y, por otro lado, una parte de dorso con, en el corte transversal, un contorno convexo o un contorno compuesto por varias zonas convexas (21, 21') que sobresalen, caracterizada por que el contorno presenta cavidades conformadas por zonas transversalmente a la extensión longitudinal y en perpendicular a las superficies laterales sin desprendimiento de virutas mediante conformación en frío o estampación con expansión libre del material, siendo la dimensión de la expansión (B) menor que el espesor de la cinta de acero (D) y pudiéndose deformar plásticamente las zonas no deformadas (a) entre las cavidades durante una puesta en marcha de la herramienta.
PDF original: ES-2653933_T3.pdf
Procedimiento de fresado de un rebajo en una pieza de trabajo y pieza de trabajo con un rebajo.
(03/02/2016) Procedimiento de fresado de un rebajo en una pieza de material, en el que el rebajo presenta segmentos de borde que se encuentran uno con otro en ángulo en una zona de esquina, utilizando una fresa que llena en funcionamiento una superficie envolvente, por ejemplo una superficie cilíndrica, con una superficie lateral y una superficie frontal, y en el que se forma la zona de esquina inicialmente en una primera orientación de la fresa, preferiblemente correspondiente a un eje longitudinal del rebajo, con ayuda del segmento de la fresa que produce la superficie lateral de la, por ejemplo, superficie cilíndrica, caracterizado por que en una segunda orientación de la fresa, eventualmente con formación de un chaflán dirigido en un segmento de borde transversalmente a su dirección de extensión, se forma también, con…
Métodos para procesar termomecánicamente acero para herramientas y herramientas hechas a partir de aceros para herramientas procesados termomecánicamente.
(22/12/2015) Un método para procesar termomecánicamente una preforma compuesta de acero para herramientas, que tiene una temperatura de inicio martensítica y una temperatura austenítica estable, teniendo la preforma una primera región que contiene austenita, incluyendo la primera región una superficie exterior y una pluralidad de dimensiones exteriores de la superficie exterior y una segunda región separada de la superficie exterior por la primera región , comprendiendo el método:
establecer al menos la primera región de la preforma de acero para herramientas a una temperatura de proceso entre la temperatura de inicio martensítica y la temperatura…
Procedimiento para fabricar un útil de moldeo refrigerable y útil de moldeo fabricado por este procedimiento.
(11/12/2013) Procedimiento para fabricar un útil de moldeo refrigerable , que comprende:
- fabricar un cuerpo parcial metálico del útil de moldeo que presenta vías de fluido en una superficie ,caracterizado por
- proteger las vías de fluido contra una penetración de partículas y
- aplicar una capa de cubierta sobre las vías de fluido protegidas por medio de un procedimiento derevestimiento térmico.
Herramienta de plegado para una prensa plegadora de chapa así como procedimiento para su fabricación.
(25/04/2012) Herramienta de plegado para una prensa plegadora de chapa, en particular para una prensa plegadora paraplegar en matriz piezas que se hayan de fabricar de chapa, con una pluralidad de láminas unidas entre síalineadas por sus superficies planas y unidas para formar un paquete de láminas , con una zona de amarre ,una zona de núcleo y una zona de conformado , presentando las láminas que forman el paquete deláminas esencialmente en la zona del núcleo unas penetraciones para formar un espacio hueco queatraviesa el paquete de láminas en la dirección de un eje de plegado, y al que le corresponde un núcleo deuna estructura de espuma , caracterizada porque las penetraciones están situadas en las láminas respectivamente contiguas, decaladas entre sí en la superficie, y por lo…
"UTIL PARA LA TRANSFORMACION DE MATERIAL".
(18/07/2011) Útil para la transformación de material y procedimiento para la fabricación del útil , comprendiendo dicho útil una carcasa con al menos un hueco , que comprende una superficie exterior que contacta con el material durante la transformación, y al menos un circuito próximo a la superficie exterior de la carcasa para regular la temperatura de dicha superficie exterior . El útil comprende además al menos un inserto que se dispone en el hueco de la carcasa , y al menos un espacio hueco entre dicha carcasa y el inserto , formando el espacio hueco el circuito
APARATO CONFORMADOR QUE UTILIZA CALENTAMIENTO POR INDUCCION, QUE COMPRENDE UNA MATRIZ DE CERAMICA CON UN RECUBRIMIENTO DURADERO.
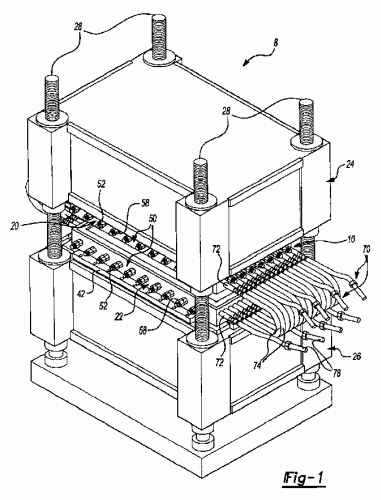
(16/06/2006). Ver ilustración. Solicitante/s: THE BOEING COMPANY. Inventor/es: FISCHER, JOHN, R., MATSEN, MARC R., BROWN, RONALD W., KIRKWOOD, BRAD L.
Un troquel (20, 22; 20', 22') para uso en un aparato conformador que usa calentamiento por inducción, cuyo troquel comprende: - un cuerpo de troquel que tiene una parte colada que se ha formado a partir de un primer material; y - una pluralidad de segmentos de bobina de inducción embutidos en el cuerpo de troquel, caracterizado porque un revestimiento de troquel está acoplado al cuerpo de troquel cuyo revestimiento define una cavidad de troquel y una superficie conformadora , en el que el revestimiento está formado de un material cerámico y el revestimiento es un material compuesto cerámico que se ha sinterizado, cuyo material compuesto cerámico que es diferente del primer material tiene al menos una característica tal como una resistencia de material y/o resistencia química diferente de la característica correspondiente del primer material, logrando un material más duradero que la parte colada del cuerpo de troquel con el fin de permitir el uso prolongado del troquel.
PROCEDIMIENTO DE FABRICACION DE UN UTIL DE EMBUTICION EN HORMIGON HIDRAULICO CUBIERTO, AL MENOS PARCIALMENTE, DE UNA PLACA METALICA.
(01/04/2004). Solicitante/s: SOLLAC. Inventor/es: BURLAT, MATTHIEU.
Procedimiento que comprende las etapas que consiste en:- preparar un casco metálico ,- preparar un molde para la herramienta de embutido tomando el casco como fondo de molde,- aplicar en el casco en el fondo de molde una composición de pegando que comprende los medios mecánicos de anclaje del alquitrán ,- colar en el molde una composición de alquitrán y solidificarlo.Ventajas: mejoras en las prestaciones de la herramienta.
PROCEDIMIENTO PARA LA FORMACION DE UNA MATRIZ DE CORTE.
(01/05/2002). Ver ilustración. Solicitante/s: BERNAL INTERNATIONAL, INC. Inventor/es: ZHANG, YU, CHERNG, TZYH-CHANG.
LA PRESENTE INVENCION SE REFIERE A UN TROQUEL DE CORTE QUE SE CONSTRUYE RECORRIENDO CON UN HAZ DE LASER LA TRAYECTORIA CORRESPONDIENTE A LA FORMA DE LA HOJA DE CORTE E INTRODUCIENDO UN MATERIAL EN POLVO SELECCIONADO (16A) PARA CONSTITUIR UNA HOJA DE CORTE DE UNA SOLA PIEZA DE MATERIAL DE GRAN DUREZA Y RESISTENCIA AL DESGASTE SOBRE EL CUERPO DEL TROQUEL , RELATIVAMENTE MAS BLANDO. LA FORMA FINAL DE LA HOJA DE CORTE SE CONSIGUE POR MECANIZACION, CON EDM (MAQUINA DE DESCARGA ELECTRICA) O FRESADO. DE FORMA OPCIONAL SE PUEDE OBTENER UN ENDURECIMIENTO ADICIONAL POR TRATAMIENTO TERMICO. TAMBIEN PUEDEN USARSE OTRAS FUENTES TERMICAS O MATERIALES DE RECUBRIMIENTO.
JUEGO DE HERRAMIENTAS COMPUESTAS PARA PRENSA DE EMBUTICION.
(16/08/1994). Solicitante/s: CHAUSSON INGENIERIE. Inventor/es: GORIN, GILBERT, MONZA, GERARD.
JUEGO DE HERRAMIENTAS COMPUESTAS PARA PRENSA DE EMBUTICION QUE COMPORTA UNAS PLACAS PARA PROVOCAR EL DESPLAZAMIENTO RELATIVO DE UN PUNZON CON RELACION A UNA MATRIZ ASI COMO UN GUARDA - DISCO QUE MANTIENE UN DICHO CONTRA EL BORDE DE LA MATRIZ DURANTE EL DESPLAZAMIENTO RELATIVO DEL PUNZON Y DE LA MATRIZ. SE CARACTERIZA EN QUE LA MATRIZ TIENE UNA PARTE OPERANTE DE METAL QUE COOPERA CON UNA PARTE OPERANTE DEL PUNZON IGUALMENTE DE METAL Y CON UNA PARTE OPERANTE DEL GUARDA - DISCO TAMBIEN DE METAL. UNA AL MENOS DE LAS PARTES OPERANTES ESTA SOSTENIDA POR UN CUERPO DE HORMIGON PLASTICO (12, 12A, 12B) CONTENIDO EN UNA CUBA O CAJA UNIDO A UNA PLANTILLA QUE LLEVA A LA PRENSA.
UTIL DE PRENSA ESPECIAL PARA EL RECORTE DE PIEZAS DE PALASTRO Y PROCEDIMIENTO PARA SU FABRICACION.
(01/12/1992). Solicitante/s: CHAUSSON INGENIERIE. Inventor/es: MONZA, GERARD.
UTIL DE PRENSA PARA RECORTAR PIEZAS EMBUTIDAS QUE COMPORTA UN PUNZON , RODEADO POR UN ABRIDOR (8A), QUE COOPERA CON AL MENOS UNA MATRIZ DE CORTE POR ENCIMA DE LA CUAL EL BORDE (28A) DE LA PIEZA ES MANTENIDO POR EL ABRIDOR (8A). SE CARACTERIZA EN QUE AL MENOS EL ESPACIO DELIMITADO POR LA MATRIZ CONTIENE AL MENOS UN EYECTOR DE MATERIA ELASTICAMENTE DEFORMABLE QUE PRESENTA UNA PARTE SUPERIOR CUYA FORMA CORRESPONDE AL MENOS PARCIALMENTE A LA DE LA PIEZA Y FORMA, EN REPOSO, LIGERAMENTE SALIENTE POR ENCIMA DEL BORDE DE CORTE.
PROCEDIMIENTO DE FABRICACION DE UN UTILLAJE PARA LA FORMACION DE BORDES, CAIDOS, ELEVADOS Y ANALOGOS DE PIEZAS EMBUTIDAS Y UTILLAJE PARA SU PUESTA EN PRACTICA.
(01/12/1992). Solicitante/s: CHAUSSON INGENIERIE. Inventor/es: MONZA, GERARD.
UTILLAJE PARA EL PLEGADO DE AL MENOS UN BORDE (27A) DE UNA PIEZA EN CHAPA EN EL CUAL AL MENOS LA MATRIZ O EL PUNZON ESTA CONSTITUIDO POR UN CAJON DE CHAPAS SOLDADAS EN EL CUAL ESTA INSERTADO POR SOLDADURA AL MENOS UN SOPORTE DEL TIPO BASE , TRAVIESA , BLOQUE DE SOPORTE , PLATINA Y ANALOGOS QUE COOPERAN CON UNOS UTILES DE TRABAJO ; DICHO CAJON ESTA COMPLETAMENTE RELENO DE HORMIGON ASEGURANDO LA UNION ENTRE LAS DIFERENTES BASES , TRAVIESA , BLOQUE DE SOPORTE , PLATINA Y ANALOGOS.
UNA MATRIZ METALICA PERFILADA CON CONTORNO, APROPIADA PARA ESTAMPAR MIEMBROS DE PARED DE ELEMENTOS DE CANAL DE INTERCAMBIO DE CALOR.
(16/02/1981). Solicitante/s: UNION CARBIDE CORPORATION.
UNA MATRIZ METALICA PERFILADA CON CONTORNO, APROPIADA PARA ESTAMPAR MIEMBROS DE PARED DE ELEMENTOS DE CANAL DE INTERCAMBIO DE CALOR. CONSISTE EN UNA CHAPA METALICA CON FORMA DE BLOQUE QUE TIENE SUPERIFICIES LATERALES DELANTERA Y TRASERA EXTENDIDAS VERTICALMENTE DE FORMA QUE TENGA UNA SECCION TRANSVERSAL RECTANGULAR, CON UNA SUPERFICIE SUPERIOR QUE COMPRENDE SALIENTES NERVADOS.
UN METODO DE FABRICAR UNA MATRIZ PERFILADA.
(16/02/1981). Solicitante/s: UNION CARBIDE CORPORATION.
UN METODO DE FABRICAR UNA MATRIZ PERFILADA. CONSTA DE LAS SIGUIENTES ETAPAS: A) DISPONER UNA PIEZA DE TRABAJO CON FORMA SUSTANCIALMENTE DE PARALELEPIPEDO HUECO; B) CONFORMAR DEPRESIONES EN LA PIEZA DE TRABAJO QUE SE EXTIENDEN EN LA SUPERFICIE SUPERIOR PARALELAMENTE ENTRE ELLAS, DE FORMA QUE TENGAN UNA FORMA CONCAVA DE RADIO CONSTANTE; C) CONFORMAR SUPERFICIES DE BORDE CONTORNEADO EN LOS EXTREMOS FINALES DE LAS DEPRESIONES. DE USO EN INTERCAMBIADORES DE CALOR.
UN METODO MEJORADO DE FORMAR UN TROQUEL DE PERFILES DE ISOTENSION.
(16/09/1979). Solicitante/s: UNION CARBIDE CORPORATION.
Un método mejorado de formar un troquel de perfiles de isotensión a partir de una pieza de trabajo metálica, caracterizado por las operaciones de: (a) formar a partir de dicha pieza de trabajo una pluralidad de proyecciones tronco-conoidales espaciadas entre sí que se extienden hacia fuera, con partes de pared lateral de forma cóncava rodeadas por partes de superficie plana lisa, (b) mecanizar depresiones en las partes de la superficie de la pieza de trabajo asociadas con cada uno de dichos patrones de rombo, teniendo cada una de dichas depresiones un perímetro que es el menos parcialmente circular, con una parte perimetral circular tangente a por lo menos una proyección en el eje mayor del patrón de rombo en la base de la misma.
UN METODO PARA FABRICAR UNA HERRAMIENTA DE CORTE.
(01/05/1977). Solicitante/s: CHEMETAL CORPORATION.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN UTIL DE CORTE.
(16/01/1977). Solicitante/s: CHEMETAL CORPORATION.
Resumen no disponible.
UN MÉTODO PARA FABRICAR UN MOLDE, TROQUEL O HERRAMIENTAS CONFORMADORAS.
(16/07/1964). Solicitante/s: DOW-UNQUINESA, SOCIEDAD ANÓNIMA.
Resumen no disponible.
{kind=link}
{kind=link}