CIP-2021 : B21D 47/01 : fabricación de viguetas o postes.
CIP-2021 › B › B21 › B21D › B21D 47/00 › B21D 47/01[1] › fabricación de viguetas o postes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 47/00 hasta B21D 53/00: Tratamiento de chapas, tubos o perfiles metálicos previsto en alguno de los grupos B21D 1/00 - B21D 45/00, y utilizado en la fabricación de objetos acabados o semiacabados
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 47/00 Fabricación de elementos o de conjuntos estructurales rígidos, p. ej. de estructuras en nido de abeja.
B21D 47/01 · fabricación de viguetas o postes.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior y un pilar delantero inferior.
(05/02/2020) Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior que se extiende entre un extremo trasero y un extremo delantero y un pilar delantero inferior que se extiende de forma sustancialmente perpendicular desde el extremo delantero del larguero inferior , caracterizado porque el procedimiento comprende las etapas de:
- proporcionar una pieza en bruto de pieza estructural interna que tiene forma de L y una pieza en bruto de pieza estructural externa que tiene forma de L, siendo dichas piezas en bruto de pieza estructural interna y externa substancialmente planas,
- estampar en caliente la pieza en bruto de pieza estructural interna para formar una pieza estructural interna de automóvil que tiene una pieza de larguero inferior interna…
Viga central de pilar B y procedimiento de fabricación.
(06/11/2019). Solicitante/s: AUTOTECH ENGINEERING, S.L. Inventor/es: MÁRQUEZ DURÁN,SERGI.
Una viga central de pilar B hecha de acero, que comprende:
zonas duras y zonas blandas, en la que las zonas blandas tienen un límite elástico y/o resistencia a la tracción más bajos que las zonas duras,
una región superior con una parte de fijación superior para sujetar a un miembro de techo y una región inferior con una parte de fijación inferior para sujetar a un miembro de umbral, y que incluye
una zona blanda inferior entre la parte de fijación inferior y el 50 % de la altura de la viga central de pilar B, y
una zona blanda superior entre la parte de fijación superior y el 50 % de la altura de la viga central de pilar B, en la que
la zona blanda superior tiene un límite elástico y/o resistencia a la tracción más alta que la zona blanda inferior , caracterizada por que las partes de fijación superior e inferior son zonas predominantemente duras.
PDF original: ES-2767950_T3.pdf
Método de producción para refuerzo de pilar central.
(25/09/2019) Un método para producir un refuerzo de pilar central por medio de la conformación por presión de una preforma metálica, el refuerzo de pilar central comprende un cuerpo que es largo y parcialmente curvado sustancialmente en forma de arco y dos secciones con forma sustancial de T formadas en ambas porciones de extremo en la dirección longitudinal del cuerpo , y de ese modo se forma un panel que tiene una forma sustancial de I en una vista en planta, teniendo el cuerpo una sección transversal sustancialmente en forma de sombrero formada por una lámina superior curvada y larga, dos paredes verticales que se conectan con ambas…
Viga perfilada con una resistencia a la flexión elevada a partir de banda fría así como procedimiento para su fabricación.
(12/06/2019) Procedimiento para la fabricación de una viga perfilada de chapa de acero con una resistencia a la flexión elevada, que presenta al menos una primera área de aplicación de fuerza (40a), en la que al menos están dispuestas una primera y una segunda alma (60a, 60b) que discurren en ángulo con respecto al área de aplicación de fuerza (40a), que se extienden a lo largo de la longitud de la viga perfilada , con las siguientes etapas de procedimiento:
- laminar la banda de acero con un grosor esencialmente constante en grosores diferentes de tal modo que se genera una zona (4a) con grosor de material aumentado asociada a la primera área de aplicación de fuerza (40a) y una primera y una segunda zona (6a, 6b) con grosor de material disminuido que se une a ambos lados a esta zona…
Brazo telescópico de alta resistencia.
(07/03/2018) Un brazo telescópico de alta resistencia, que comprende una pluralidad de secciones coaxiales con unos tamaños en disminución sostenida y que se insertan uno dentro de otro que pueden deslizarse el uno respecto del otro, y gracias a un mecanismo de accionamiento adecuado, se puede mover el brazo desde la posición inicial hasta la posición de funcionamiento, y viceversa; cada sección comprende, en sección transversal, una parte superior (3a) una parte inferior (3b) partes laterales (3c, 3d) entre las mismas; cada sección comprende una pluralidad de segmentos rectos dispuestos en una secuencia; teniendo cada segmento recto una longitud (b), un espesor (t1) y dos extremos (6a, 6b); estando cada extremo (6a, 6b) del segmento recto conectado…
Método para la fabricación de perfiles huecos laminados en caliente con sección transversal rectangular y radios de cantos pequeños.
(02/08/2017) Método para la fabricación de perfiles huecos laminados en caliente con sección transversal rectangular o cuadrada, en el que en primer lugar se genera un pre-tubo esencialmente redondo fabricado sin costura a través de laminación en caliente o fabricado en frío con un diámetro nominal exterior definido, a continuación se transforma, a temperatura de transformación, en un perfil hueco con la sección transversal requerida y los cantos visibles C1 y C2 de los perfiles huecos presentan un valor de ≤ 1 ,5 x t,
caracterizado por que
para una sección transversal predeterminada del perfil, el pre-tubo que debe insertarse en el bastidor de laminación de perfil presenta un diámetro incrementado, que se determina a partir de un grado de reducción…
(21/09/2016) Un miembro hueco que tiene un cuerpo hueco hecho de acero, en el cual:
el cuerpo está constituido por un único miembro, al menos según la dirección longitudinal, el cuerpo tiene una sección transversal no equidimensional, que tiene al menos una porción
con una dimensión exterior máxima (L1) y una porción con una dimensión exterior (L2) que es más corta que la dimensión exterior máxima,
el cuerpo tiene una porción retorcida ,
de tal modo que el ángulo de intersección entre un plano imaginario (15a) que incluye una porción que tiene la dimensión exterior máxima (L1), en una primera porción que está presente en un lado adyacente a la porción retorcida, según la dirección longitudinal del cuerpo, y un plano imaginario (16a) que incluye una porción que tiene la dimensión exterior máxima, en una segunda…
Viga metálica y su utilización.
(20/05/2015) Viga metálica para una subestructura de techo con un perfil en forma de T de una chapa doble, estando dispuesta una primera chapa en la zona del alma en plano contra una segunda chapa , y habiendo formado un perfil hueco a partir de la chapa doble en el extremo del lado del alma, habiendo dispuestos nervios de refuerzo (6, 6') introducidos a presión en la zona del alma , estando formados los nervios de refuerzo (6, 6') mediante bridas recortadas prensadas y presentando una forma rectangular, caracterizada por que los nervios de refuerzo (6, 6') se introducen a presión partiendo desde el lado exterior de la primera chapa en dirección…
Tubo de andamio y procedimiento para el mecanizado de extremos de tubo.
(19/03/2014) Tubo de andamio con una primera sección y con una segunda sección que limita con la primera sección , presentando la primera sección un primer corte transversal con un primer contorno externo y un primer contorno interno y la segunda seccion , un segundo corte transversal con un segundo contorno externo y un segundo contorno interno , y pudiendose insertar la segunda sección en un tubo cuyo corte transversal se corresponde con el primer corte transversal, caracterizado porque la primera sección y la segunda sección estan unidas entre si como una pieza a través de un doble pliegue , estando los estratos de pliegue del doble pliegue directamente…
Método de conformación en caliente y de endurecimiento de un objeto a partir de una chapa de metal, y pilar B para un vehículo fabricado a partir del mismo.
(18/11/2013) Método de conformación en caliente a partir de una pieza en bruto de chapa de acero y de endurecimientode un objeto de chapa de acero en un herramienta enfriada, en el que hay chapa de acero doble en parte de lapieza en bruto y toda la pieza en bruto se conforma en una única operación de conformado, caracterizado porque lapieza en bruto se realiza juntando dos elementos de chapa de acero con un solapamiento y soldandoestos elementos entre sí antes de la conformación, de modo que durante la conformación, las partes con chapa deacero solapada se conforman y se endurecen al mismo tiempo que las partes de los dos elementos de chapa deacero que no se solapan.
PROCEDIMIENTO DE FABRICACIÓN DE UNA VIGA ESTRUCTURAL CON ABERTURAS.
(14/12/2011) Procedimiento para la fabricación de una viga con aberturas que comprende las etapas siguientes: a) proporcionar dos vigas en T, presentando cada una de las mismas un ala y un alma, presentando el alma de cada una de dichas vigas en T un respectivo borde libre que describe una línea ondulada, con picos y bases, encontrándose dichos picos alejados de la respectiva ala y encontrándose dichas bases en la proximidad de la respectiva ala, siendo además dichos picos esencialmente planos y paralelos a un eje común; b) colocar dos vigas en T en una relación cara a cara de tal modo que los picos de los bordes de sus almas entren en contacto y coincidan sustancialmente; c) soldar las dos vigas en T entre sí a lo largo de sus picos coincidentes para formar una…
PROCEDIMIENTO PARA EL LAMINADO DE PIEZAS DE METAL.
(16/04/2008). Ver ilustración. Solicitante/s: DAIMLER CHRYSLER AG. Inventor/es: KRUGER-EPPSTEIN, ALBRECHT.
Procedimiento para el laminado de piezas de metal.#Procedimiento para la fabricación de chapas o perfiles autorreforzados mediante laminado de al menos una cinta de metal , que durante el proceso de laminado es guiada a través de una ranura conformada entre cilindros de trabajo en el que al menos en una región de la cinta de metal se introducen orificios , y la región perforada de la cinta de metal se autorreforzada une y se lamina con regiones no perforadas de la misma cinta de metal, o al menos de otra cinta de metal , de manera que se conforma una nueva cinta de metal , chapa o perfil , así como chapa o perfil conseguidos mediante este procedimiento, estando la chapa o perfil también formados por piezas de metal unidas mediante soldadura o pegado, estando al menos una pieza de metal provista de orificios que se corresponden con las hendiduras de la estructura autorreforzada.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN PERFIL DE METAL.
(01/03/2005). Ver ilustración. Solicitante/s: DREISTERN-WERK MASCHINENBAU GMBH & CO. KG.
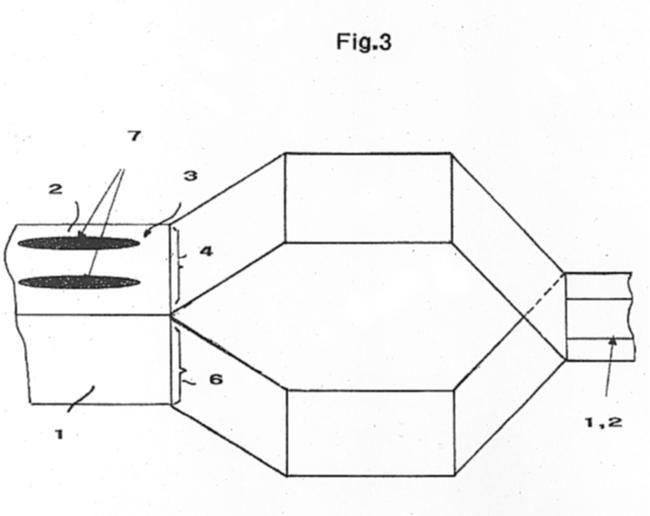
Procedimiento para la fabricación de un perfil de metal con las siguientes etapas de procedimiento: - una primera cinta de chapa se conforma en un primer perfil con una pared mediante una multitud de herramientas de laminación accionadas o de funcionamiento libre, - directamente a continuación del proceso de conformado, el primer perfil pasa a una estación de soldadura , - en la estación de soldadura , una segunda cinta de chapa o un segundo perfil se une con el primer perfil y se apoya en forma de lámina, - el primer perfil y la segunda cinta de chapa 2) apoyada sobre esta pared del primer perfil en forma de lámina se sueldan a ambos lados a lo largo de los bordes laterales de la superficie de contacto mediante radiaciones láser longitudinalmente en un perfil de unión.
DISPOSITIVO PARA PRODUCIR VIGUETAS DE CONSTRUCCION Y SIMILARES.
(16/06/1994). Solicitante/s: MASCHINENBAU GEROLD GMBH + CO. KG. Inventor/es: HASENKAMP, FRIEDRICH.
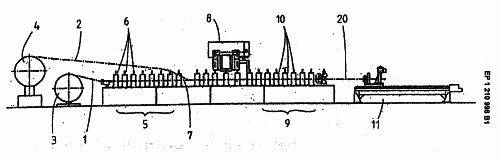
DISPOSITIVO PARA PRODUCIR VIGUETAS DE CONSTRUCCION O DE OBJETOS SIMILARES. UNA VIGUETA PARA CONSTRUCCION TIENE UNA CORREA LONGITUDINAL Y UN ALMA ESTACIONARIA EN UNA CORREA LONGITUDINAL Y PERPENDICULAR A DICHA CORREA LONGITUDINAL. AMBAS PARTES CONSISTEN EN MATERIAL EN FLEJE Y PUEDEN SER SOLDADAS. EL ALMA DEBE TENER UN PERFIL TRAPEZOIDAL PARA SUMINISTRAR LA RESISTENCIA REQUERIDA MEDIANTE EL INVENTO SE DEBE CREAR UN DISPOSITIVO QUE PUEDE DOBLAR DE FORMA CONTINUA EL ALMA PERFILADA DE LAS VIGUETAS EN EL MATERIAL DE FLEJE. ESTAN PREVISTOS DOS MECANISMOS DE DEVANADO PARA LOS ROLLOS DE FLEJE Y UN MECANISMO DE FORMACION CON EL CUAL SE DOBLA CONTINUAMENTE Y POR ETAPAS MATERIAL DE FLEJE ALIMENTADO DESDE UN RODILLO, ANTES DE QUE SE SUELDE CON OTRO FLEJE PLANO. SE PUEDE PRODUCIR DE UN MODO SENCILLO Y EFICAZ MATERIAL SOPORTE CON UN ALMA PERFILADA UN MATERIAL DE FLEJE Y ES POSIBLE UNA FABRICACION EFICAZ.
VIGA PARA SISTEMAS HECHOS CON HORMIGON.
(16/04/1994). Solicitante/s: WILIAN HOLDING COMPANY. Inventor/es: MCCRACKEN, ROBERT G.
UNA VIGA DE PESO LIGERO Y GRAN RESISTENCIA PARA UTILIZARSE EN MONTAJES DE HORMIGON. UNA PLACA TERMINAL ESTA SOLDADA A CADA EXTREMO DE UN PAR DE CANALES COLOCADOS SEPARADAMENTE DANDOSE LA ESPALDA EL UNO AL OTRO. LOS CANALES INCLUYEN UN PAR DE SECCIONES DE PATAS OPUESTAS TRANSVERSALMENTE (20A, 20B) CON BORDES EXTREMOS HACIA DENTRO (22A, 22B) Y UNA SECCION DE TEJIDO DE INTERCONEXION . EL EXTREMO DE LA SECCION DE TEJIDO ESTA RIBETEADO POR LA MITAD DEL GROSOR DE UNA PLACA TERMINAL . EN EL MONTAJE, UNA PLACA TERMINAL SE APOYA EN EL BORDE TERMINAL DE LAS SECCIONES DE TEJIDO Y BAJA EN PARTE HACIA LAS PATAS (20A, 20B) Y BORDES HACIA DENTRO (22A, 22B) DE LOS CANALES . ANTES DEL SOLDADO DE LAS PLACAS TERMINALES A LOS CANALES SE CREA UNA CONEXION DE GRAN RESISTENCIA QUE PERMITE LA CONSTRUCCION DE MONTAJES DE VIGAS DE PLENA RESISTENCIA MEDIANTE LA INTERCONEXION DE EXTREMO CON EXTREMO DE VARIAS VIGAS.
PROCEDIMIENTO PARA LA FABRICACION DE UN PERFIL LAMINADO QUE CONTIENE UNA PARTE ONDULADA E INSTALACION DESTINADA A ESTE EFECTO.
(16/08/1992). Solicitante/s: PROFILARBED S.A. Inventor/es: ECREPONT, JEAN, MARCEL, JULIEN.
PARA FABRICAR UN PERFIL LAMINADO EN I DE UNA SOLA PIEZA DE LA CUAL UNA PARTE DEL ALMA ES ONDULADA, SE HACE PASAR EL PERFIL ENTRE DOS DISCOS QUE PRESENTAN UN DIAMETRO INCREMENTADO SOBRE UNA PARTE DE LONGITUD Y SE HACE ENSEGUIDA PASAR ENTRE DOS CILINDROS QUE CONTIENEN UNA SUPERFICIE ESTRUCTURADA DE MANERA A REALIZAR UN PLEGADO REGULAR CONTINUO.
MAQUINAS PARA LA FABRICACION AUTOMATICA DE ARMADURAS METALICAS PARA CONFECCIONAR VIGAS DE HORMIGON ARMADO.
(01/05/1977). Solicitante/s: OBRERO VARGUES,DOMINGO.
Resumen no disponible.
PERFECCIONAMIENTOS EN MAQUINAS FORMADORAS DE MASTILES.
(16/04/1975). Solicitante/s: ALLIGATOR S.A..
Perfeccionamientos en máquinas formadoras de mástiles, caracterizados esencialmente por el hecho de comprender: sobre una bancada unos medios retentores de un tubo a partir del cual se constituye el mástil, unos medios retentores embutidores y troqueladores de un extremo del tubo y unos medios conformadores y troqueladores del otro extremo del tubo.
UN METODO PARA FORMAR UNA VIGA DE CAJON.
(16/04/1975). Solicitante/s: JOSEPH TOTI,ANDREW.
Un método para formar una viga de cajón que tiene un par de almas paralelas formadas por paneles de chapa metálica y un par de alas, que comprende deformar una parte, en el borde de cada panel o adyacente al mismo, a aplicación de bloqueo, con una garganta rebajada en una pieza de esquina del ala adyacente.
{kind=link}
{kind=link}