CIP-2021 : B21D 24/16 : Equipo adicional asociado a los útiles o herramientas, p. ej. para cizallar, desbarbar.
CIP-2021 › B › B21 › B21D › B21D 24/00 › B21D 24/16[1] › Equipo adicional asociado a los útiles o herramientas, p. ej. para cizallar, desbarbar.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 22/00 hasta B21D 28/00: Estampado; Repujado; Embutido; Trabajo de las chapas de longitud definida por estirado; Corte por punzado
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 24/00 Combinaciones de prensas, o sistemas en relación con las prensas, para el embutido.
B21D 24/16 · Equipo adicional asociado a los útiles o herramientas, p. ej. para cizallar, desbarbar.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y dispositivo para la fabricación de una pieza de semimonocasco.
(29/04/2020) Procedimiento para la fabricación de una pieza de semimonocasco con un punzón de embutir (1, 1', 1") y una matriz de embutir (2, 2', 2"), en donde en una única etapa de trabajo el punzón de embutir (1, 1', 1'') se inserta en la matriz de embutir (2, 2', 2"), un llantón (17, 17', 17") se conforma previamente para formar una pieza en bruto de chapa (5, 5', 5") con al menos una sección de fondo (4, 4', 4"), al menos una sección de marco (14, 14', 14") y opcionalmente una sección de brida (23"), en donde durante la conformación previa con el punzón de embutir (1, 1', 1") se introduce un excedente de material en la sección de fondo (4, 4', 4"), la sección de marco (14, 14', 14") y/o la sección de brida (23") opcional de la pieza en bruto de chapa (5, 5', 5"), y la pieza en bruto…
Método para cortar usando un troquel de prensa.
(15/05/2019). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: MATSUNO,TAKASHI, YOSHIDA,TOHRU, YASUTOMI,TAKASHI.
Un método de corte que usa una prensa de estampación, comprendiendo el método de corte:
para una pieza de trabajo que comprende una primera chapa de metal y una segunda chapa de metal unidas en una porción de soldadura y una zona afectada por el calor alrededor de la porción de soldadura, colocando la pieza de trabajo en una posición relativa a un punzón y cortando la pieza de trabajo moviendo el punzón y un troquel uno con relación al otro en la posición en la que la pieza de trabajo está situada, para cizallar a lo largo de la porción de soldadura de la pieza de trabajo , caracterizado porque el punzón incluye una porción saliente que sale hacia la pieza de trabajo para que una porción plana del punzón , tal como la porción saliente comience a cortar una o más de la zona afectada por el calor o la porción de soldadura antes de que la porción plana corte la pieza de trabajo.
PDF original: ES-2781212_T3.pdf
Procedimiento y dispositivo para fabricar piezas de embutición embridadas con recorte simultáneo.
(29/03/2017) Procedimiento para la fabricación de piezas de embutición embridadas a partir de una platina de metal plana y/o preformada mediante el uso de un punzón de embutición con por lo menos un borde cortante , un pisador y una matriz de embutición , en el que la matriz de embutición presenta una zona de borde , una zona de brida , así como una zona de colocación para la platina , en el que la platina se coloca sobre la zona de colocación de la matriz de embutición y mediante la introducción del punzón de embutición en la matriz de embutición se conforma la pieza de embutición y se recorta en la zona de brida , estando realizada la zona de colocación de manera elevada y fija con…
Procedimiento y dispositivo para fabricar una pieza conformada parcialmente templada.
(28/09/2016) Procedimiento para fabricar una pieza conformada metálica parcialmente templada, que comprende los pasos siguientes:
calentar (S10) un semiproducto de una chapa de acero endurecible conformable en caliente a una temperatura de temple;
conformar en caliente (S20) el semiproducto calentado en un dispositivo combinado de conformación en caliente-corte para obtener una pieza conformada tridimensional , presentando el dispositivo combinado de conformación en caliente-corte una parte de útil superior y una parte de útil inferior que se cierran para conformar en caliente el semiproducto ;
recortar…
Procedimiento y dispositivo para la fabricación de una pieza conformada de chapa con un dispositivo de corte por rayo y un dispositivo de conformación.
(20/04/2016). Solicitante/s: SCHULER AUTOMATION GMBH & CO. KG. Inventor/es: POHL, THOMAS, LIEBEL,MARTIN.
Procedimiento para la fabricación de una pieza conformada de chapa , caracterizado por los siguientes pasos: la alimentación continua de una cinta de chapa desenrollada de una bobina a un dispositivo de corte por rayo ;
el corte sincronizado de una pletina a partir de la cinta de chapa movida a una velocidad constante, por medio del dispositivo de corte por rayo , definiendo una duración para la fabricación de la pletina un ciclo;
la recepción de la pletina por medio de un primer dispositivo de traslado que trabaja de forma sincronizada con el ciclo;
la transferencia de la pletina por medio del primer dispositivo de traslado a un dispositivo de conformación que trabaja de forma sincronizada con el ciclo; y la conformación de la pletina formando la pieza conformada de chapa por medio del dispositivo de conformación.
PDF original: ES-2611729_T3.pdf
Procedimiento para fabricar una pieza de chapa compuesta con zona metálica; herramienta de conformación correspondiente.
(23/03/2016) Procedimiento para la fabricación de una pieza de chapa compuesta con al menos una zona metálica a partir de una placa de chapa compuesta que presenta dos chapas de cubierta externas (4a) de metal y al menos una capa (4b) dispuesta entre las chapas de cubierta, de un plástico, en el que
- una placa de chapa compuesta se introduce en una herramienta de conformación (1, 1', 1"),
- en la herramienta de conformación (1, 1', 1") al menos una zona seleccionada de la placa de chapa compuesta se calienta de tal manera que la capa de plástico (4b) dispuesta entre las chapas de cubierta externas (4a) se ablanda,
- usando la herramienta de conformación (1, 1', 1") y aplicando fuerza sobre…
Procedimiento y dispositivo para la eliminación mecánica del revestimiento de piezas en bruto revestidas utilizando una prensa y una cuchilla raspadora.
(17/09/2014) Procedimiento para eliminar al menos en parte el revestimiento de piezas en bruto de metal revestidas por uno o ambos lados en regiones que presentan una dirección de extensión principal, pudiendo discurrir las regiones de las que se eliminará el revestimiento en la dirección de extensión principal tanto en línea recta como de manera curvada, caracterizado por que la pieza en bruto se coloca sobre un soporte de pieza en bruto de una prensa y durante el movimiento de cierre de la prensa al menos una cuchilla raspadora elimina el revestimiento de la pieza en bruto mediante un raspado fundamentalmente perpendicular a la dirección de extensión principal de la región de la pieza en bruto de la que hay que eliminar el revestimiento.
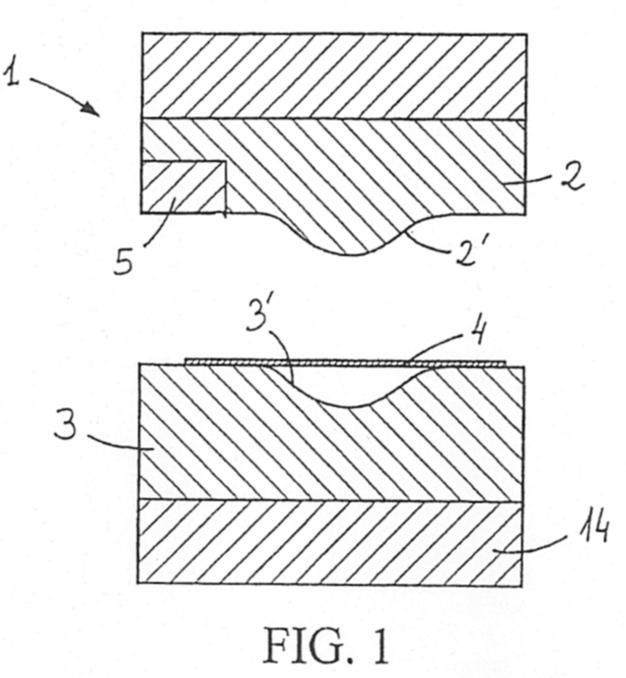
Método para conformar una chapa metálica.
(08/03/2013) Método para conformar una chapa metálica en caliente en un útil , comprendiendo dicho útil al menos unconformador superior con una superficie de conformado (2') y un conformador inferior con una superficie deconformado (3') respectiva entre los que se dispone una chapa metálica , presionándose dicha chapa metálica entre dichos conformadores para ser conformada, obteniéndose una zona conformada y una zona residual en dicha chapa metálica durante dicha conformación, caracterizado porque dicho útil comprende unosmedios de refrigeración para refrigerar el conformador superior y el conformador inferior , refrigerándose dichachapa metálica cuando es conformada mediante dichos conformadores refrigerados, y dicho útil comprende además unos medios de actuación que generan una entalladura en la chapa metálica entre lazona conformada…
Utillaje de prensa para el recorte y el levantamiento de un mismo borde de chapa en una sola operación y procedimiento que emplea dicho utillaje.
(19/09/2012) Utillaje de prensa para el recorte y el levantamiento de un mismo borde de chapa en una sola operación, quecomprende una parte inferior , una parte superior móvil en traslación con respecto a la parte inferior demodo que puede apretar el citado borde de chapa , una herramienta de recorte del citado borde de chapa,solidaria con la parte superior y apta para cizallar el borde de chapa al cooperar con una contracuchillasolidaria con la parte inferior , y una herramienta de levantamiento del borde de chapa recortado, solidariacon la parte inferior y perfilada de manera que coopera por concordancia de formas con una formacorrespondiente (12b) de la parte superior , de tal modo que levanta el borde de la chapa cuando, despuésdel recorte, continúa el movimiento de traslación de la parte superior contra la…
UTIL PARA RECORTAR Y REBORDEAR PIEZAS DE TRABAJO PLANAS.
(03/11/2010) Útil para recortar y rebordear una pieza de trabajo plana, en especial una pieza embutida, con una primera pieza y una segunda pieza del útil, con un macho y con un pisador entre los que se puede fijar la pieza de trabajo y con una mordaza de corte y de rebordeado, desplazable con relación a la pieza de trabajo fija en una dirección (l) de trabajo, con un elemento antagonista de corte asignado a ella en el que asienta la pieza de trabajo durante el proceso de corte y que es soportado por el elemento soporte, con el que el elemento antagonista de corte puede ser desplazado, una vez realizado el proceso de corte, acoplado…
UTIL PARA CONFORMAR UNA CHAPA METALICA.
(16/09/2008). Ver ilustración. Solicitante/s: MONDRAGON UTILLAJE Y SISTEMAS, S.COOP. Inventor/es: UGARTEMENDIA ARREGUI,JOSE CRUZ, SANZ GIL,AGUSTIN, ERDOCIA GALLASTEGUI,ANDONI, BARAANO CENICACELAVA,LUIS.
Útil para conformar una chapa metálica en caliente que comprende al menos un conformador superior y un conformador inferior entre los que se dispone una chapa metálica . Dicha chapa metálica se presiona entre dichos conformadores para ser conformada, obteniéndose una zona conformada y una zona residual en dicha chapa metálica durante dicha conformación. Dicho útil comprende unos medios de refrigeración para refrigerar el conformador superior y el conformador inferior , refrigerándose dicha chapa metálica cuando es conformada mediante dichos conformadores refrigerados. Dicho útil comprende además unos medios de actuación que generan al menos una entalladura en la chapa metálica entre dicha zona conformada y dicha zona residual , cuando dichos medios de actuación actúan sobre dicha chapa metálica.
ELEMENTO DE INSERCION PARA EL BLOQUEO SEGURO DE PIEZAS ESTAMPADAS JUNTAS.
(16/06/2002) 1. Elemento de inserción de bloqueo seguro para piezas estampadas juntas, de forma esencialmente cilíndrica e insertable por lo menos parcialmente en un cuerpo externo de material plástico a través de estampado conjunto, caracterizado por el hecho de que se prevé en su superficie lateral por lo menos un canal anular dentro del cual existe como mínimo una porción anular moleteada . 2. Elemento de inserción para piezas estampadas juntas, de acuerdo a la reivindicación 1, caracterizado por el hecho de que dicha superficie lateral prevé por lo menos un par de canales anulares dentro de los cuales existe como mínimo una porción anular moleteada . 3. Elemento de inserción para piezas estampadas juntas, de acuerdo a la reivindicación…
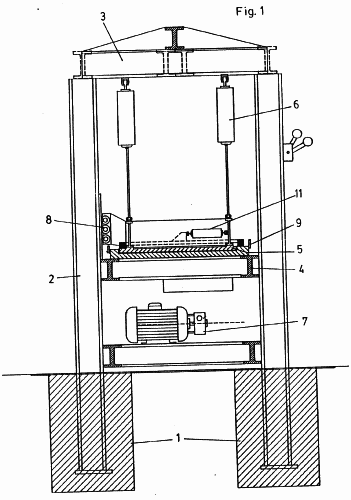
PRENSA CONFORMADORA DE PANELES METALICOS.
(01/09/1989). Ver ilustración. Solicitante/s: PEÑAFIEL NUÑEZ, JUAN.
PRENSA CONFORMADORA DE PANELES METALICOS, CARACTERIZADA PORQUE, SOBRE UNA CIMENTACION DE HORMIGONSE FIJAN COLUMNAS VERTICALES, PORTANTES DE LA MATRIZ FIJA, Y SUPERIORMENTE DE UN BASTIDOR SOBRE EL QUE SE UBICA, CON CAPACIDAD DE DESPLAZAMIENTO ASCENDENTE/DESCENDENTE A MATRIZ MOVIL, QUE DISCURRE EN GUIAS DE DICHAS COLUMNAS, ESTANDO DICHO DESPLAZAMIENTO COMANDADO POR UN CIRCUITO HIDRAULICO; TAMBIEN SE CARACTERIZA PORQUE DICHA COLUMNA FIJA PRESENTA TOPES LONGITUDINALES REGULABLES DE COLOCACION DEL PANEL, ASI COMO PESTA/AS LATERALES QUE, AL CONTACTAR CON LA PARTE FIJA, PROVOCAN PESTA/AS LATERALES, PRESENTANDO AL MISMO TIEMPO DICHA MATRIZ MOVIL UN CILINDRO ACTUADOR DE UN GRUPO DE PUNZONES QUE CONFORMAN TALADROS EN AQUELLOS PUNTOS ESPECIFICOS EN LOS QUE SE HAYAN DISTRIBUIDO.
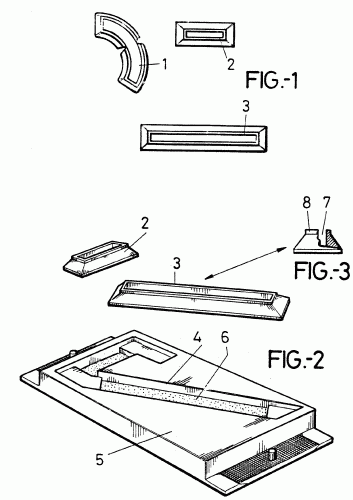
EXPULSOR PARA TROQUELES HEMBRA EN MATRICES DE EMBUTICION.
(01/08/1989). Ver ilustración. Solicitante/s: SAMAR'T, S.A.. Inventor/es: SANCHEZ CASADEVALL,ENRIQUE.
EXPULSOR PARA TROQUELES HEMBRA EN MATRICES DE EMBUTICION, DEL TIPO DE LOS QUE SE MATERIALIZAN EN MEDIOS ELASTICOS FIJADOS EN EL SENO DE LAS RANURAS ALOJAMIENTOS DE DICHOS TROQUELES HEMBRA, ESENCIALMENTE CARACTERIZADO POR ESTAR CONSTITUIDO MEDIANTE UN REDUCIDO NUMERO DE MODULOS QUE, ADECUADAMENTE COMBINADOS ENTRE SI, PERMITEN ADECUAR EL EXPULSOR RESULTANTE A LA CONFIGURACION DE LOS DIFERENTES TIPOS DE GRAFISMOS O CARACTERES A OBTENER POR ESTAMPACION, HABIENDOSE PREVISTO LA EXISTENCIA DE PREFERENTEMENTE TRES MODULOS, DOS RECTOS Y DE DIFERENTE LONGITUD Y EL TERCERO ARQUEADO.
PROCEDIMIENTO Y UTILLAJE CORRESPONDIENTE PARA OBTENER EN UNA SOLA OPERACION PIEZAS DE CHAPA ESTAMPADA.
(01/10/1985). Solicitante/s: VITREX, S.A..
/Q/BBBRJBCBBBFW.
{kind=link}
{kind=link}
{kind=link}