CIP-2021 : B29C 45/78 : de la temperatura.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/78[3] › de la temperatura.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/78 · · · de la temperatura.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para producir un producto moldeado por inyección, producto moldeado por inyección correspondiente y uso de fibras de cáscara de girasol especialmente preparadas como aditivo.
(20/11/2019). Solicitante/s: SPC Sunflower Plastic Compound GmbH. Inventor/es: MEYER, ULRICH, MEYER,SEBASTIAN, TRUMME,REINHARD.
Procedimiento para producir un producto moldeado por inyección que comprende las siguientes etapas:
(a) procesamiento de cáscaras de girasol en fibras de cáscara de girasol a una temperatura máxima TPFmax inferior a 200 °C,
(b) producción de un material compuesto moldeable por inyección mezclando las fibras de cáscara de girasol producidas en la etapa (a) con un material plástico a una temperatura máxima T PCmax inferior a 200°C,
(c) moldeo por inyección a máquina del material compuesto moldeable por inyección producido en un molde de inyección, de modo que resulte un material compuesto moldeado, en el que el material compuesto introducido en el molde de inyección tiene una temperatura TIM superior a 200 °C en al menos una sección del molde de inyección,
(d) desmoldeo del material compuesto moldeado para dar como resultado el producto moldeado por inyección.
PDF original: ES-2770316_T3.pdf
DISPOSITIVO PARA CONTROLAR LA TEMPERATURA DE UN ELEMENTO EXTERNO.
(23/10/2019) 1. Dispositivo para controlar la temperatura de un elemento externo que contiene un intercambiador de calor externo provisto de al menos dos conductos para la circulación de un fluido, comprendiendo el dispositivo un compresor , un intercambiador de calor interno que está expuesto al aire ambiente, un depósito para un fluido térmico, y al menos una válvula de expansión dispuesta corriente abajo de dicho depósito, caracterizado porque también comprende un separador de aceite que está conectado al compresor y al intercambiador interno y se puede conectar al intercambiador externo, de manera que se pueden establecer dos circuitos diferentes para la circulación del fluido térmico, un primer circuito, para enfriar el elemento externo, en el que el compresor, el separador de aceite, el intercambiador…
Procedimiento para la fabricación de una pieza de construcción de material compuesto.
(16/10/2019). Solicitante/s: BASF SE. Inventor/es: BARTL, JURGEN, LAMBERT, JURGEN, OBERMANN,CHRISTIAN, MEDERT,ANDREAS.
Procedimiento para la fabricación de una pieza de construcción de material compuesto , que comprende un cuerpo moldeado de una espuma de polímero termoplástico de un poliuretano termoplástico expandido (E-TPU) y una capa funcional de un termoplástico no espumado, que comprende las siguientes etapas:
(a) colocar el cuerpo moldeado de espuma de polímero termoplástico en un molde ,
(b) aplicar un polímero termoplástico mediante un proceso de inyección, siendo la presión durante la aplicación del polímero termoplástico inferior a 100 bar,
en el que la espuma de polímero termoplástico es una espuma de partículas y la superficie de la pieza moldeada de espuma de polímero se trata previamente, en el que el tratamiento previo de la superficie de la pieza moldeada de espuma de polímero comprende un tratamiento de corona o tratamiento con plasma.
PDF original: ES-2765707_T3.pdf
Sistema de moldeo por inyección y método para fabricar un componente.
(25/09/2019). Ver ilustración. Solicitante/s: Extrude to Fill, Inc. Inventor/es: FITZPATRICK,RICHARD ERNEST.
Un aparato de moldeo por inyección de extrusión para relleno que comprende:
un barril que incluye un extremo asociado con un molde a través de una boquilla;
una tolva acoplada al barril y configurada para rellenar un material en el barril;
uno o más calentadores asociados con el barril a una distancia de la tolva para calentar el material; y
un tornillo de extrusión recibido dentro del barril y configurado para girar en sentido de las agujas del reloj y contrario a las agujas del reloj;
en donde el barril o el tornillo de extrusión es móvil en una dirección axial entre una primera posición en la cual el tornillo de extrusión gira en relación con el barril para bombear el material calentado hacia el molde a través de la boquilla y una segunda posición en la cual el tornillo de extrusión cierra la boquilla; y
el aparato configurado para restringir el movimiento del tornillo de extrusión en la dirección axial mientras que bombea el material calentado hacia el molde.
PDF original: ES-2762946_T3.pdf
MÉTODO DE MOLDEO CIENTÍFICO AUTOAJUSTADO POR APRENDIZAJE RECURRENTE EN TIEMPO REAL.
(28/06/2018) Descripción técnica: método de moldeo científico de inyección conformado por la combinación de procesos, herramentales, materiales y técnicas de análisis con algoritmos inteligentes para eliminar variaciones no deseadas en el proceso de inyección, caracterizado por integrar moldes que incorporan instrumentos dentro de su geometría física, una red de sensores de captura de variables como temperatura y presión, imágenes térmica e imágenes para análisis dimensional, caracterizada por la comunicación determinística redundante entre sensores, dispositivos de actuación, control y análisis inteligente de proceso y la interfaz de usuario, análisis y control inteligente por aprendizaje recurrente en tiempo real, caracterizado por…
Dispositivo para medir, controlar y/o ajustar una temperatura.
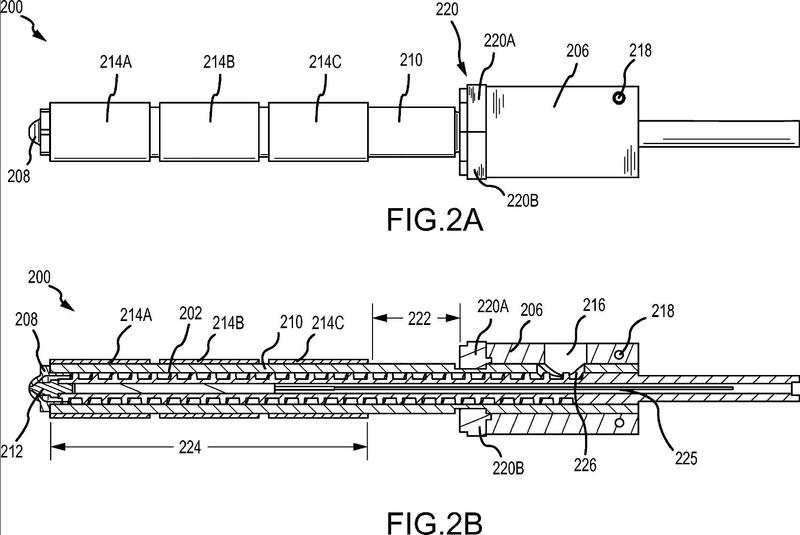
(30/08/2017). Solicitante/s: PRIAMUS SYSTEM TECHNOLOGIES AG. Inventor/es: BADER,Christopherus, DREHER,DAVID.
Dispositivo para medir, controlar y/o ajustar una temperatura, especialmente la temperatura de la pared de herramienta de una herramienta para la fundición inyectada, mediante al menos dos elementos de medición , los cuales atraviesan un cuerpo de sensor a través de los correspondientes taladros alargados al menos hasta su pared exterior ,
caracterizado en,
que los elementos de medición están fijados dentro de un casquillo de engarzado , colocado previamente al cuerpo de sensor y que dentro del casquillo de engarzado está colocado un conducto de compensación , del cual sobresalen los elementos de medición en el cuerpo de sensor.
PDF original: ES-2650546_T3.pdf
Procedimiento para el calentamiento y la regulación de la temperatura de una herramienta de fabricación calentada con un portador de calor líquido y/o en forma de vapor.
(29/03/2017) Procedimiento para el calentamiento y la regulación de una temperatura de una herramienta calentada con un portador de calor líquido y/o en forma de vapor con al menos un circuito de calentamiento para la conformación y/o fijación de piezas moldeadas de materiales poliméricos termoendurecibles o que pueden reticularse, así como medios para la realización de una comparación teórica/real de una temperatura real medida como variable de control con una temperatura teórica predeterminada, una unidad de control y regulación enlazada relacionada con ordenador, un perfil de calentamiento, un módulo de calentamiento, al menos un módulo de pivotado y un módulo de duración de impulso,…
Máquina extrusora particularmente para compuestos termoplásticos.
(22/02/2017) Una máquina extrusora que comprende un cilindro de extrusión internamente hueco , al menos un elemento calentador asociado con dicho cilindro de extrusión , al menos un ventilador enfriador que engancha la superficie exterior de dicho cilindro de extrusión y al menos una sonda de temperatura que está insertada en dicho cilindro de extrusión , dicha sonda de temperatura estando de cara a la cavidad de dicho cilindro de extrusión de tal modo que dicha sonda de temperatura siendo adaptada para estar en contacto directo con el material de extrusión contenido en dicha cavidad de dicho cilindro de extrusión ,…
Procedimiento y dispositivo para la monitorización, documentación y/o control de una máquina para la fundición inyectada.
(17/12/2014) Procedimiento para la supervisión, documentación y/o regulación de una máquina para la fundición inyectada (P) con una herramienta para la fundición inyectada , en la cual se introduce una masa fundida, en cuyo caso se determina directamente la viscosidad de la masa fundida dentro de la herramienta de fundición inyectada por medio del correspondiente cociente entre el esfuerzo de cizallamiento y la velocidad de cizallamiento en base a las diferencias de presión (Δp), a la geometría de la cavidad y a la velocidad de flujo (Δt) de la masa fundida, caracterizado en que,
la velocidad será determinada por medio de al menos un sensor de la presión interior de la herramienta y al menos…
Máquina de fundición por inyección para piezas moldeadas de elastómero y de durómero.
(08/08/2012) Máquina de fundición por inyección para piezas moldeadas de elastómero y de durómero con equipo dellenado y con equipo de inyección y herramienta de reticulación que se pueden atemperar en cada casode forma separada, caracterizada porque el equipo de llenado tiene una carcasa de tornillo sin fin , provistacon una atemperación separada, con tornillo sin fin y pistón, a través de la cual se puede calentar el plásticoa procesar a una temperatura no crítica para la reacción de reticulación, y porque el equipo de inyección estáconstituido por cilindro anular con pistón anular y núcleo de cilindro , en el que el cilindro anular y elnúcleo de cilindro están provistos con elementos calefactores , a través…
Procedimiento para la regulación de un proceso de fundición inyectada de una máquina de fundición inyectada.
(19/06/2012) Procedimiento para la regulación del tiempo de enfriamiento de una pieza de inyección en un proceso de fundiciónpor inyección de una máquina para fundición por inyección con una herramienta para fundición por inyección, la cualforma al menos una cavidad para la pieza inyectada a fabricar, en cuyo caso una masa fundida será introducida enla cavidad a través de una entrada macho, caracterizado en que, se determina el recorrido a lo largo del tiempo de latemperatura de la pared de la herramienta en la cavidad y se regula el tiempo de enfriamiento a partir del recorridode la misma, en cuyo caso se utiliza como valor inicial para el recorrido de la temperatura de la pared de laherramienta una temperatura máxima de la pared de la herramienta, el punto de cambio de presión posterior…
Dispositivo para la conexión eléctrica a una línea de alimentación de enegía para media y alta tensión, así como procedimiento para producir una parte de aislamiento de un dispositivo de este tipo.
(04/04/2012) Dispositivo para la conexión eléctrica a una línea de alimentación de energía para media y alta tensión, en donde el dispositivo presenta una parte de aislamiento y una parte de contacto eléctricamente conductora, caracterizado porque la parte de aislamiento se compone de un material sintético termoplástico, porque la parte de aislamiento está producida mediante moldeo por inyección y porque, durante el moldeo por inyección, la parte de contacto se introduce en el molde de inyección y se recubre por extrusión con el material sintético termoplástico, dejando al menos una abertura de acceso.
PROCEDIMIENTO PARA REGULAR LA CONTRACCION DE PIEZAS MOLDEADAS POR INYECCION.
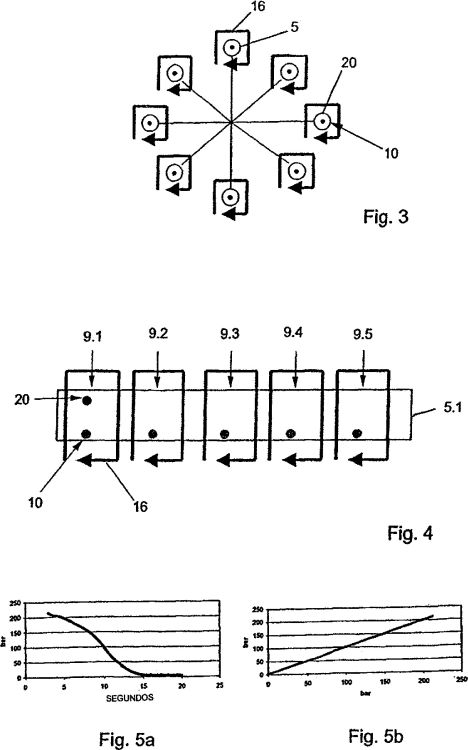
(10/12/2009). Ver ilustración. Solicitante/s: PRIAMUS SYSTEM TECHNOLOGIES AG. Inventor/es: FREY,JURGEN.
Procedimiento para la regulación de la contracción de piezas inyectadas en una cavidad de una herramienta de una máquina de moldeo por inyección después de terminar el proceso de llenado de esta cavidad con una fundición, en cuyo caso la temperatura y la presión interna en la cavidad será controlada y la temperatura de la herramienta será regulada, caracterizado en que, la temperatura al final del recorrido de flujo de la fundición será controlada, la temperatura y la presión interna en la cavidad serán adaptadas a un recorrido de referencia mediante el ajuste de la temperatura de la herramienta del final de la fase de llenado o bien a través de un máximo de presión en la cavidad hasta el final del ciclo de inyección, y la presión atmosférica será alcanzada siempre con la misma temperatura de la herramienta.
DISPOSITIVO PARA EL SUMINISTRO ELECTRICO Y EL CONTROL DE RESISTENCIAS DE CALENTAMIENTO EN MAQUINAS INDUSTRIALES.
(16/03/2007). Ver ilustración. Solicitante/s: GEFRAN S.P.A. Inventor/es: TONELLO, GIOVANNI, CORNALI MAURIZIO.
Dispositivo para suministro eléctrico y control de resistencias de calentamiento en máquinas industriales en general y en concreto en máquinas para trabajar material plástico, que comprende: al menos un módulo eléctrico que incluye un relé de conmutación para cada resistencia; un disipador de calor asociado al módulo eléctrico ; al menos un módulo de control para el módulo eléctrico ; caracterizado porque comprende una carcasa de base que incorpora dicho módulo de control y equipada con medios para un acoplamiento rápido con un raíl de soporte de un cuadro o panel de control asociado a dicha máquina, y porque dicho módulo eléctrico se mantiene de forma extraíble mediante dicha carcasa de base , formando una estructura "todo en uno" de elementos modulares y estructuralmente independientes de dicho disipador que sobresale de la carcasa.
METODOS PARA LA PUESTA EN MARCHA DE LOS CALENTADORES DE UN MOLDE.
(16/02/2006) En un sistema de moldeo por inyección que incluye un molde con un sistema de reguera caliente para suministrar masa fundida de plástico a una cavidad dentro del molde y una pluralidad de elementos de calentamiento asociados con el molde y sistema de reguera , un método para poner el molde y el sistema de reguera a una temperatura operativa deseada, que comprende las etapas de: (a) situar los calentadores dentro del molde y sistema de reguera para dividir la masa del molde y sistema de reguera en múltiples zonas, (b) situar sensores de temperatura dentro de cada zona para proporcionar un retorno de información referente a la temperatura dentro de la zona asociada en cualquier punto de tiempo, (c) causar el paso de corriente hacia los elementos de calentamiento…
PROCEDIMIENTO PARA LA REGULACION DE TEMPERATURA DE UNIDADES DE MAQUINAS DE MOLDEO POR INYECCION Y UNIDADES DE HERRAMIENTAS DE MOLDEO PARA LA TRANSFORMACION DE PLASTICOS.
(16/07/2000) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA ATEMPERADO DE UNIDADES DE MAQUINA DE FUNDICION DE INYECCION, EN PARTICULAR PARA ELABORACION DE POLIMEROS RETICULABLES, Y UNIDADES DE HERRAMIENTA DE MOLDEADO PARA LA ELABORACION DE PLASTICO CON AL MENOS UN CIRCUITO DE ATEMPERADO. PARTIENDO DE LAS DESVENTAJAS CONOCIDAS DE ACUERDO CON EL ESTADO TECNOLOGICO ACTUAL, ES EL OBJETIVO DE LA INVENCION UN PROCEDIMIENTO, EN DONDE SE MIDE LA TEMPERATURA DE RETROCESO DEL MEDIO DE ATEMPERADO O LA TEMPERATURA DE LA HERRAMIENTA O DEL CILINDRO Y DE ACUERDO CON EL RESULTADO DE UNA COMPARACION DE VALOR TEORICO-VALOR REAL SE MODIFICA EL FLUJO DE PASO DEL MEDIO DE ATEMPERADO, A FIN DE CONSEGUIR, QUE BAJO CONSIDERACION DE LOS PARAMETROS MOMENTANEOS DEL PROCESO…
FABRICACION DE PREFORMAS DE VARIAS CAPAS CON PET (TEREFTALATO DE POLIETILENO) DE DESECHO.
(01/05/2000) EL CAMPO TECNICO DE LA INVENCION SON LAS MAQUINAS DE MOLDEADO, PARTICULARMENTE LA PARTE INTERNA (VARILLA DEL NUCLEO) DE DICHAS MAQUINAS DE MOLDEADO PARA MANUFACTURAR PROFORMAS TERMOPLASTICAS, QUE MAS TARDE SON EXTENDIDAS-SOPLADAS PARA CONVERTIRSE EN ENVASES TALES COMO LAS BOTELLAS DE PET. LA INVENCION SE REFIERE A PROFORMAS QUE TIENEN UNA ESTRUCTURA MULTICAPA Y QUE INCORPORAN UNA CAPA INTERNA RECICLADA, EMBEBIDA ENTRE DOS CAPAS DE MATERIAL VIRGEN QUE ESTAN SOBRE EL EXTERIOR Y EL INTERIOR DE DICHA PROFORMA. LA VARILLA DE NUCLEO ESTA DISEÑADA MEDIANTE LA INVENCION DE MANERA QUE LA CAPA INTERNA DE LA PROFORMA TENGA UN GROSOR MINIMO EN SU AREA DEL FONDO Y QUE EL GROSOR MINIMO SEA…
UN PROCESO PARA CONTROL DE TEMPERATURA, POR EJEMPLO EN SISTEMA DE INYECCION PARA MATERIALES PLASTICOS, Y SISTEMA PARA EL MISMO.
(16/02/1998). Solicitante/s: PLASTHING ELETTRONICA S.N.C. DI MASSANO MODESTO E COMMISSO VINCENZO. Inventor/es: MASSANO, MODESTO, COMMISSO, VINCENZO.
UN METODO PARA CONTROLAR LA TEMPERATURA, POR EJEMPLO EN UN INYECTOR DE UN SISTEMA DE INYECCION DE TERMOPLASTICOS, QUE USA UN SISTEMA DE SERVOCONTROL EN CICLO CERRADO, EN EL QUE LA RESISTENCIA (R) DE CALENTAMIENTO ELECTRICO SE DESACTIVA PERIODICAMENTE DURANTE CORTOS PERIODOS DE TIEMPO (VC, VR), PARA EXTRAPOLAR LA TEMPERATURA REAL (TPL) DE LOS PLASTICOS (P) EN EL INYECTOR, Y CONTROLARLA CON TANTA PRECISION COMO SE PUEDA, Y RESTABLECER LOS PARAMETROS DEL SISTEMA DE SERVOCONTROL EN CICLO CERRADO.
PROCEDIMIENTO E INSTALACION PARA REGULAR LA TEMPERATURA DE HERRAMIENTAS DE MOLDEO PARA EL TRATAMIENTO DE PLASTICOS.
(01/04/1997) EN PROCEDIMIENTOS DE ATEMPERACION CONVENCIONALES, LAS CONDICIONES DE TEMPERATURA NO PUEDEN SER ADAPTADAS A LOS PARAMETROS DE PROCESO MOMENTANEOS; LAS PERTURBACIONES EN EL PROCESO DE MOLDEADO DE INYECCION ASI COMO LA POSICION NO FAVORABLE DE LAS SUPERFICIES DE ENFRIAMIENTO EN RELACION AL CONTORNO DE LA HERRAMIENTA EN EL PASO DE HERRAMIENTAS COMPLEJAS NO PUEDEN SER COMPENSADOS. PARA RESOLVER ESTE PROBLEMA, EL PROCEDIMIENTO DE ATEMPORADO SE DIVIDE EN DOS FASES, UNA FASE DE COMIENZO Y UNA FASE DE TRABAJO ESTACIONARIA CARACTERIZADA MEDIANTE DIFERENTES CONDICIONES DE ATEMPERACION. LA FASE DE COMIENZO TERMINA CUANDO SE ALCANZA LA TEMPERATURA DE AJUSTE DE LA HERRAMIENTA PREDETERMINADA O SE EXCEDE POR PRIMERA VEZ, Y DURANTE LA DURACION COMPLETA DEL CICLO LA TEMPERATURA MEDIA DE LA HERRAMIENTA ES CONTINUAMENTE MEDIDA EN UNA…
{kind=link}
{kind=link}
{kind=link}