CIP-2021 : B22D 25/00 : Colada particular caracterizada por la naturaleza del producto (B22D 15/02,
B22D 17/16, B22D 19/00 tiene prioridad; moldeo de los clisés de estereotipia B41D 3/00).
CIP-2021 › B › B22 › B22D › B22D 25/00[m] › Colada particular caracterizada por la naturaleza del producto (B22D 15/02, B22D 17/16, B22D 19/00 tiene prioridad; moldeo de los clisés de estereotipia B41D 3/00).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B22D 25/02 · por su forma; obras de arte.
B22D 25/04 · · Coladas de placas metálicas de acumuladores eléctricos u objetos análogos (su fabricación por procedimientos de varias etapas H01M 4/82).
B22D 25/06 · por sus propiedades físicas (B22D 27/00 tiene prioridad).
B22D 25/08 · · por su dureza uniforme (B22D 15/00 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
Anillo de cuello y método de fabricación para una máquina conformadora de recipientes de vidrio.
(11/01/2017) Anillo de cuello para moldear una terminación de cuello de recipiente de vidrio que incluye al menos una característica de fijación de cierre, incluyendo dicho anillo de cuello:
- dos secciones de anillo de cuello semianulares, que consisten cada una esencialmente en una pieza de inserción de anillo de cuello de metal resistente al desgaste y un cuerpo de anillo de cuello de metal conductor del calor diferente de dicho metal resistente al desgaste, conformándose dicha pieza de inserción de anillo de cuello para moldear la característica de fijación de cierre en la terminación de cuello de recipiente de vidrio, caracterizado porque
- cada cuerpo de anillo de cuello se conforma alrededor de la pieza de inserción de anillo de cuello asociada de tal manera que dicha pieza de inserción de anillo de cuello se integra en dicho cuerpo…
Procedimiento para la producción de un cuerpo moldeado de peso ligero y cuerpo moldeado de espuma metálica.
(04/03/2015) Cuerpo moldeado de peso ligero de espuma metálica, compuesto por una matriz metálica en la que están incluidas partículas y que encierra un gran número de huecos esencialmente esféricos y/o esencialmente elipsoidales, caracterizado porque las espuma metálica del cuerpo moldeado, al observarla desde el punto de vista espacial, presenta una distribución monomodal de las extensiones longitudinales proporcionalmente máximas de los huecos en el intervalo de entre 1,0 y 30,0 mm.
Procedimiento para la fabricación de piezas de colada a presión.
(19/09/2013) Procedimiento para la fabricación de piezas de colada a presión a partir de una aleación de aluminio, en elque la aleación de aluminio atraviesa una máquina con una carcasa con un espacio de trabajo encerradopor una envoltura de carcasa interior y un árbol con aletas que en la envoltura de carcasa interior rotaalrededor de un eje longitudinal (x) y se mueve con traslación hacia delante y hacia atrás en el eje longitudinal (x), enel que en un extremo de la carcasa se suministra una aleación de aluminio fluida al espacio de trabajo y enel otro extremo de la carcasa se extrae del espacio de trabajo como aleación de aluminio semisólida con unporcentaje de sólido predeterminado, se transfiere al interior de…
Procedimiento y aparato para formar una malla.
(01/02/2013) Un procedimiento para formar una malla que comprende:
a. hacer avanzar una primera pluralidad de elementos de unión preformados desde un primer conjunto deposiciones hasta un segundo conjunto de posiciones dentro de un molde ; y
b. para cada avance sucesivo de la primera pluralidad de elementos de unión preformados , colocar unsegundo conjunto de elementos de unión preformados en el primer conjunto de posiciones y moldear unapluralidad de nuevos elementos de unión en el molde a través de la primera y la segunda pluralidades de elementos de unión preformados que se colocan en el primer conjunto de posiciones y en elsegundo conjunto de posiciones para interconectar la primera y la segunda pluralidades deelementos de unión preformados que se colocan en el primer y el segundo conjuntos de posiciones con losnuevos…
ESPUMAS METÁLICAS DE UNA ALEACIÓN DE ALUMINIO, SU UTILIZACIÓN Y PROCEDIMIENTO DE FABRICACIÓN.
(18/04/2012) Espuma metálica, a base de una aleación de aluminio,
caracterizada porque
esta aleación de aluminio es AlMg4(±1)Si8(±1), indicada en % en peso, y la espuma metálica presenta Al, Mg, Si e impurezas condicionadas por la fabricación o Al, Mg, Si así como los componentes metálicos de un agente expansor e impurezas condicionadas por la fabricación.
PROCEDIMIENTO Y DISPOSITIVO PARA LA OBTENCION DE ESPUMA METALICA FLUIDA.
(16/11/2006). Ver ilustración. Solicitante/s: HUTTE KLEIN-REICHENBACH GESELLSCHAFT M.B.H.. Inventor/es: DOBESBERGER, FRANZ, LEITLMEIER, DIETMAR, FLANKL, HERBERT.
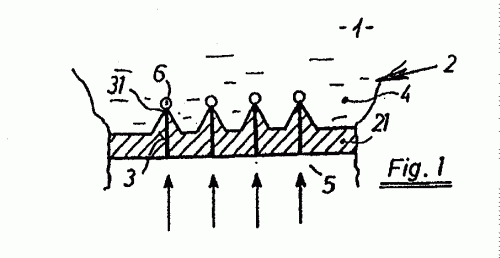
Procedimiento para la obtención de espuma metálica fluida de una fusión metálica que contiene partículas con una distribución monomodal de dimensiones de cavidades, introduciéndose gas en una fusión metálica espumable a partir de al menos dos tubos de introducción (3, 3, 3, 3) adyacentes, de las mismas dimensiones, que penetran en un recipiente metalúrgico , y formándose respectivamente burbujas en el mismo en la zona de los extremos de tubo que penetran caracterizado porque, en el caso de aumento de tamaño de burbujas adyacentes debido a la unión de zonas de superficies de burbuja , y bajo conformado de paredes intermedias que contienen partículas , se ocasionan los criterios de desprendimiento, y de este modo se constituye y se configura de modo subsiguiente una formación de espuma cohesiva.
METODO Y MEDIOS PARA PRODUCIR CUERPOS MOLDEADOS DE ESPUMA.
(01/12/2005). Solicitante/s: CYMAT CORPORATION. Inventor/es: SHOLT, PETTER, TOKLE, GUNNAR.
Un método para producir cuerpos moldeados de una espuma de metal, en particular espuma de aluminio, que comprende: - proporcionar dicho metal en un estado fundido; - proporcionar un medio de formación de espuma en dicho metal fundido; - proporcionar un molde que tiene una cavidad y al menos una abertura de entrada, y en el que dicha abertura de entrada se mantiene sumergida en el metal fundido, y en el que la abertura de entrada está posicionada generalmente por encima de dicho medio de formación de espuma; caracterizado porque el método además comprende las operaciones de: - llenar inicialmente el molde completamente con el metal fundido; - generar una espuma de metal con dicho medio de formación de espuma; - llenar el molde con la espuma mediante la acumulación de burbujas que se elevan a través del metal fundido, manteniendo a la vez, al menos, la abertura de entrada sumergida en el metal fundido.
APARATO ATOMIZADOR POR GAS Y DEPOSITADOR POR PULVERIZACION DE METAL FUNDIDO.
(01/09/1990) UN APARATO ATOMIZADOR POR GAS Y DEPOSITADOR POR PULVERIZACION DE METL FUNDIDO QUE TIENE UN SUSTRATO PARA RECIBIR UN DEPOSITO DE LAS PARTICULAS METALICAS. DE ACUERDO CON UN ASPECTO, EL SUSTRATO PUEDE ESTAR COMPUESTO POR UN MATERIAL QUE INCLUYE AL MENOS UNA SUPERFICIE SUPERIOR DE UN VIDRIO TERMICAMENTE REBLANDECIBLE. DE ACUERDO CON OTRO ASPECTO, EL SUSTRATO PUEDE ESTAR COMPUESTO POR UN MATERIAL QUE TIENE UNA CONDUCTIVIDAD TERMICA FUNDAMENTALMENTE CORRELACIONADA CON LA TEMPERATURA EN ESTADO ESTACIONARIO DE LA CIRCULACION GASEOSA. DE ACUERDO CON OTRO ASPECTO, EL SUSTRATO PUEDE ESTAR COMPUESTO POR UN MATERIAL CON UNA CONDUCTIVIDAD TERMICA PREDETERMINADA DE APROXIMADAMENTE UNO O MENOS (W/M-K). DE ACUERDO AUN CON OTRO ASPECTO, EL AREA (32A) DEL SUSTRATO QUE RECIBE EL…
PROCEDIMIENTO DE FABRICACION DE ELEMENTOS MOLEDORES DE PEQUEÑAS DIMENSIONES.
(01/12/1975). Solicitante/s: VREYEN,PIERRE.
Procedimiento de fabricación de elementos moledores de pequeñas dimensiones, caracterizado por la colada de un solo chorro en un molde de una placa metálica acanalada, constituida de formas regulares y adosadas en la totalidad de su periferia, por la separación , después de la refrigeración, de las formas regulares en relieve de la placa por las rebabas de unión, constituyendo dichas formas en relieve, después de separación , los elementos moledores.
{kind=link}