CIP-2021 : B22D 19/00 : Colada en, sobre o alrededor de objetos que forman parte del producto final (B22D 23/04 tiene prioridad;
soldadura aluminotérmica B23K 23/00; revestimiento por colada de material fundido sobre un sustrato C23C 6/00).
CIP-2021 › B › B22 › B22D › B22D 19/00[m] › Colada en, sobre o alrededor de objetos que forman parte del producto final (B22D 23/04 tiene prioridad; soldadura aluminotérmica B23K 23/00; revestimiento por colada de material fundido sobre un sustrato C23C 6/00).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B22D 19/02 · para fabricar piezas reforzadas (B22D 19/14 tiene prioridad).
B22D 19/04 · para empalmar piezas.
B22D 19/06 · para fabricar o reparar herramientas.
B22D 19/08 · para poner guarniciones o revestimientos, p. ej. de metal antifricción.
B22D 19/10 · Reparación de objetos deteriorados o defectuosos por el procedimiento de colada (por otros procedimientos B23P 6/04).
B22D 19/12 · para fabricar objetos dotados de elementos móviles respecto a otros, p. ej. bisagras.
B22D 19/14 · teniendo los objetos forma de filamentos o partículas (fabricación de aleaciones conteniendo fibras o filamentos por contacto de las fibras o filamentos con el metal fundido C22C 47/08).
B22D 19/16 · para fabricar piezas fundidas compuestas de dos o más metales diferentes, p. ej. para fabricar cilindros de laminación (colada de lingotes compuestos B22D 7/02).
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para la fabricación de una pieza de construcción metálica así como pieza de construcción fabricada de este modo.
(29/04/2020). Solicitante/s: KS HUAYU AluTech GmbH. Inventor/es: BEER,DR. STEPHAN, NIEHUES,JÜRGEN, MÖDING,DR. HERBERT.
Procedimiento para la fabricación de una pieza de construcción metálica , en el que a un cuerpo base se le dota de un revestimiento de aluminio y el cuerpo base revestido se refunde con una aleación de aluminio, caracterizado por que el revestimiento de aluminio se aplica de manera galvánica sobre el cuerpo base , cuya superficie presenta una estructura de unión por grapas con incisiones traseras, y por que sobre el cuerpo base se aplica de manera galvánica un revestimiento de níquel antes de la aplicación galvánica del revestimiento de aluminio.
PDF original: ES-2798004_T3.pdf
Rotor de una máquina de reluctancia sincrónica.
(09/05/2019) Rotor , en particular de una máquina de reluctancia sincrónica que puede funcionar directamente en una red de abastecimiento eléctrica, presentando el rotor un eje y estando provisto el rotor de chapas estratificadas axialmente al menos por secciones, estando configurado el rotor como rotor de reluctancia que presenta un número predefinido de polos del rotor que están formados por secciones conductoras de flujo y en particular secciones no magnéticas bloqueantes de flujo de las chapas individuales, presentando el rotor al menos una jaula que está formada por conductores eléctricos que discurren esencialmente de manera axial y que están unidos en los lados frontales del rotor en cada caso mediante anillos de cortocircuito , encontrándose los conductores que discurren axialmente…
Composición de aleación de aluminio con propiedades mecánicas mejoradas a temperatura elevada.
(08/05/2019). Solicitante/s: Rio Tinto Alcan International Limited. Inventor/es: MARCHAND, PIERRE, PARSON,NICHOLAS C, LAURIN,JEAN-ALAIN.
Un material de composite que comprende:
i) una matriz de aleación de aluminio que comprende, en porcentaje en peso:
Si 0,50 - 1,30
Fe 0,2 - 0,60
Cu 0,15 máximo
Mn 0,5 - 0,90
Mg 0,6 - 1,0
Cr 0,2 máximo
siendo el equilibrio aluminio e impurezas inevitables;
ii) Ti 0,2, - 2;
iii) partículas de un material de relleno de carburo de boro dispersadas en la matriz,
en el que las partículas incluyen un compuesto intermetálico que contiene titanio que reviste al menos una parte de la superficie del mismo, y
en el que el material de relleno de carburo de boro tiene una fracción en volumen de un 4-20 % en el material de composite.
PDF original: ES-2727899_T3.pdf
Pieza de desgaste de acero de bajo carbono y carburo cementado.
(03/04/2019). Solicitante/s: Hyperion Materials & Technologies (Sweden) AB. Inventor/es: EDERYD, STEFAN.
Una pieza de desgaste que tiene alta resistencia al desgaste y resistencia mecánica, que comprende:
un cuerpo; y
una pluralidad de insertos de partículas de carburo cementado fundidas con una aleación de acero de bajo carbono dispuesta en dicho cuerpo, en la que dicha aleación de acero de bajo contenido en carbono tiene un contenido de carbono correspondiente a un carbono equivalente Ceq =% en peso C + 0,3 (% en peso de Si + % en peso de P) de 0,1 a 1,5 por ciento en peso en la que al menos un recubrimiento de protección contra la oxidación está dispuesto en los insertos.
PDF original: ES-2734997_T3.pdf
Módulo de piñón de engrase, piñón de engrase y procedimiento para la fabricación de un módulo de piñón de engrase.
(20/11/2018). Solicitante/s: SKF Lubrication Systems Germany GmbH. Inventor/es: Kreutzkämper,Jürgen , SCHOENFELD,ANDREAS, BEISEL,DANIEL.
Módulo de piñón de engrase , especialmente para un lubricador, para la aplicación de un lubricante a un elemento a lubricar, especialmente una rueda dentada, presentando el módulo de piñón de engrase un elemento de dentado y un elemento de soporte , configurándose el elemento de dentado para suministrar lubricante al elemento a lubricar y configurándose el elemento de soporte para alojar el módulo de piñón de engrase en un eje, uniéndose entre sí el elemento de soporte y el elemento de dentado de forma resistente a la torsión, caracterizado por que el elemento de soporte presenta al menos una, preferiblemente varias, entalladuras configuradas para proporcionar una unión positiva al elemento de dentado y rellenándose la al menos una entalladura del elemento de soporte en unión positiva con un material utilizado para una fabricación del elemento de dentado.
PDF original: ES-2690407_T3.pdf
PROCESO DE FABRICACIÓN DE ÁRBOL DE LEVAS CON COMPONENTE FUNCIONAL COMO INSERTO DE ENSAMBLE Y EL ÁRBOL DE LEVAS OBTENIDO CON EL MISMO.
(01/03/2018). Solicitante/s: ARBOMEX, S.A. DE C.V. Inventor/es: CASTRO SOSA,Juan Ignacio, VERA VÁZQUEZ,Marco Antonio, ÁVILA GLORIA,Sergio, LABORDE DE LA PEÑA,José Antonio.
La presente invención se refiere a un árbol de levas con un componente funcional como inserto de ensamble y el proceso de fabricación de dicho árbol de levas, en donde dicho árbol de levas, cuenta con al menos un componente funcional integrado en el cuerpo del mismo, teniendo en cuenta que el material del componente funcional y el cuerpo del árbol, son de diferentes materiales; y en donde el uno o varios componentes funcionales, comprende un cuerpo de material tipo A con un hueco interno con una geometría adecuada para que pase a través del mismo un material fundido tipo B en un proceso de fundición; medios de agarre que logran un agarre mecánico entre ambos materiales, la de material tipo A y la de material fundido tipo B, para darle agarre mecánico en la dirección longitudinal y circunferencial respecto al cuerpo del árbol de levas.
Método para reparar defectos en piezas de trabajo de fundición de hierro y un método of conexión de piezas de trabajo de fundición de hierro.
(22/11/2017). Solicitante/s: VESTAS WIND SYSTEMS A/S. Inventor/es: ZHANG,HONG WEI.
Método de reparación de un defecto en una pieza de trabajo de fundición de hierro dúctil , que incluye:
mecanizar la pieza de trabajo en la zona del defecto para retirar el material defectuoso y formar una cámara que se abre en una superficie de la pieza de trabajo;
anclar un receptáculo a la pieza de trabajo sobre la cámara, el receptáculo está dotado de un orificio en comunicación con la cámara;
añadir hierro fundido dentro del receptáculo para que al menos parte de él fluya dentro de la cámara; añadir agente de escorificación dentro del receptáculo;
calentar el agente de escorificación y el hierro fundido con un electrodo ; y
permitir que el hierro fundido y la pieza de trabajo se enfríen lentamente
caracterizado por la adición de agente de nodulación dentro el hierro fundido con el fin de segregar grafito.
PDF original: ES-2657852_T3.pdf
Método de fabricación de un cárter con tuberías añadidas, cárter y su utilización.
(31/05/2017) Método de realización de un cárter en aleación ligera obtenido por fundición que incluye al menos una tubería portada por una pared del cárter , comprendiendo dicho método las etapas de realización de dicha tubería, de realización de un molde que reproduce la forma del cárter sin dicha tubería , de posicionamiento de dicha tubería dentro de dicho molde y de colada del metal para realizar el cárter , comprendiendo dicho molde al menos una ubicación en hueco alrededor de la tubería para así realizar un puente de sujeción de la tubería , que parte de dicha pared del cárter , atravesando dicha tubería una pared sobremoldeándose en lo que se refiere a su parte…
Procedimiento para la fabricación de productos que presentan cobre o aleaciones de cobre, para aplicaciones eléctricas, así como producto.
(31/05/2017). Solicitante/s: Kienle + Spiess GmbH. Inventor/es: Bauer,Steffen, BÁRDOS,ANDRÁS.
Procedimiento para la fabricación de productos que presentan cobre o aleaciones de cobre, para aplicaciones eléctricas, en el que se funde el cobre o la aleación de cobre y se coloca en un molde de colada en el producto de partida, usándose material de colada con un punto de fusión superior a 1035 °C, sobrecalentándose el material fundido como máximo de un 15 % a un 20 % de su punto de fusión y usándose para el material fundido un molde de colada que se compone de un material que presenta una conductividad térmica promedio de más de 100 W/(m·K), caracterizado por que la velocidad de enfriamiento de la masa fundida es mayor o igual que 103 K/s.
PDF original: ES-2633289_T3.pdf
Camisa de cilindro y método para fabricar la misma.
(07/12/2016). Solicitante/s: TOYOTA JIDOSHA KABUSHIKI KAISHA. Inventor/es: SATO, TAKASHI, HORI, KOUHEI, YAMADA, SATOSHI, YAMASHITA,Nobuyuki, Takami,Toshihiro, Tsukahara,Takeshi, Miyamoto,Noritaka, Hirano,Masaki, Ohta,Yukinori, Shibata,Kouhei, Mihara,Toshihiro, Saito,Giichiro, Horigome,Masami.
Camisa de cilindro para fundición por inserción usada en un bloque de cilindros, con una película formada sobre una superficie circunferencial externa de la camisa de cilindro, en la que la película consiste en un material que reduce la adhesión entre la camisa de cilindro y el bloque de cilindros de manera que se forman separaciones entre el bloque de cilindros y la camisa de cilindro y
caracterizada porque
la película se proporciona solamente en un área desde una parte central hasta un extremo inferior de la camisa de cilindro con respecto a una dirección axial de la camisa de cilindro, en la que el extremo inferior está ubicado en una parte opuesta a una cámara de combustión de un motor.
PDF original: ES-2609471_T3.pdf
Pieza moldeada de aleación de aluminio y cobre de alta resistencia mecánica y a la fluencia en caliente.
(10/08/2016). Solicitante/s: Rio Tinto Alcan International Limited. Inventor/es: GARAT, MICHEL, MAJOR,JAMES FREDERICK, JEAN,DANNY.
Pieza moldeada de alta resistencia mecánica estática a la temperatura ambiente y en caliente y alta resistencia a la fluencia en caliente, en particular a 300 °C y más, colada, de aleación de aluminio, que tiene la siguiente composición química expresada en porcentaje en peso:
Si: 0,02 - 0,50 %
Fe: 0,02 - 0,30 %
Cu: 3,5 - 4,9 %
Mn: < 0,70 %
Mg: 0,05 - 0,20 %
Zn: < 0,30 %
Ni: < 0,30 %
V: 0,05 - 0,30 %
Zr: 0,05 - 0,25 %
Ti: 0,01 - 0,35 %
otros elementos en total < 0,15 % e inferior a un 0,05 % cada uno,
resto aluminio.
PDF original: ES-2601809_T3.pdf
Un componente fundido a presión y un método para producir un componente fundido a presión.
(15/06/2016). Solicitante/s: HDO -Druckguss- und Oberflächentechnik GmbH. Inventor/es: STUMPEL, JOSEF, GOSSING,ALEXANDER, LAUTERBACH,ARNO, KIESSLER,PETER, ÖFFLER,ANDREAS, FRANKE,ULRICH, HERBERHOLD,DR. HEINZ, STOLLBURGES,DIETER.
Un racor de salida de agua, que comprende un cuerpo de base fabricado a partir de metal o una aleación metálica mediante el método de fundición a presión y que tiene una cavidad en la que se proporcionan varias aberturas por medio de las cuales la cavidad es accesible desde el exterior, estando la cavidad al menos parcialmente llena con un núcleo de colada , en cuyo exterior descansa con toda su superficie contra el interior del cuerpo de base al menos en las secciones del cuerpo de base , de cuya conformación es responsable el núcleo de colada y en el cual se proporciona al menos un canal para el transporte de fluido, caracterizado por que el núcleo de colada está fabricado de un material cuyo punto de fusión es inferior al punto de fusión del material a partir del cual se produce el cuerpo de base.
PDF original: ES-2645269_T3.pdf
Aparato y método de colada centrífuga.
(03/12/2015) Aparato de colada centrífuga, que comprende:
- un semi-molde inferior montado sobre un soporte provisto de medios de accionamiento para la rotación alrededor de un eje central sustancialmente vertical, siendo dicho semi-molde inferior un sólido de revolución que tiene una primera cavidad central ,
- un semi-molde superior orientado hacia el semi-molde inferior , siendo dicho semi-molde superior un sólido de revolución que tiene una segunda cavidad central , y
- un medio para provocar el movimiento axial de dichos semi-moldes acercándolos y/o alejándolos entre sí, estando caracterizado dicho aparato porque…
Procedimiento de fundición compuesta.
(24/09/2014) Procedimiento para fabricar carcasas para elementos de grifería sanitaria con las etapas:
• envolver al menos parcialmente un perfil hueco preformado con un material de cubierta conformador,
• introducción del perfil hueco con el material de cubierta en un molde de fundición,
• vertido y fabricación de una carcasa , de forma tal que durante el proceso de fundición se forme en la zona de los lugares de conexión del perfil hueco una unión en arrastre de forma entre la carcasa y el perfil hueco .
Componente fundido para un motor de combustión interna.
(14/05/2014) Componente fundido para un motor de combustión interna, en el que en el componente se trata de un cárter de cigüeñal de cilindros , que presenta al menos un canal de guía (5, 5e), que está configurado en forma de un tubo y que está fundido al mismo tiempo durante la fundición del componente y que transmite un medio fluido hacia un lugar de consumo, en el que en el medio fluido de trata de aceite, caracterizado por que el al menos un canal de guía (5e) fundido como tubo forma un conducto de alimentación para la refrigeración del pistón, por que el conducto de alimentación para la refrigeración del pistón está configurado esencialmente en voladizo y está rodeado en varios lugares localmente en forma de…
Camisa de cilindro y motor.
(16/04/2014) Camisa de cilindro para fundición por inserción usada en un bloque de cilindros, que comprende una primera parte y una segunda parte con respecto a una dirección axial de la camisa de cilindro, en la que una película de alta conductividad térmica está prevista sobre una superficie circunferencial externa de la primera parte, y en la que una película de baja conductividad térmica está prevista sobre la superficie circunferencial externa de la segunda parte, caracterizada porque
la película de alta conductividad térmica no está prevista sobre una superficie circunferencial externa de la segunda parte, y
la película de baja conductividad térmica no está prevista sobre la superficie…
DISPOSITIVO Y PROCEDIMIENTO DE UTILIZACIÓN DEL MISMO PARA LA INFILTRACIÓN DE PREFORMAS POROSAS CON METALES LÍQUIDOS DE ALTA PRESIÓN DE VAPOR.
(03/07/2013) Dispositivo y procedimiento de utilización del mismo para la infiltración de preformas porosas con metales líquidos de alta presión de vapor, siendo ésta superior a 10-3 mm Hg, que se monta en el interior de una cámara de infiltración convencional y comprende una preforma porosa, un crisol de infiltración que alberga a su vez dicha preforma porosa y el metal que será infiltrado en la misma mediante presurización por gas, un crisol de saturación dispuesto de tal forma que queda invertido respecto al crisol de infiltración cubriéndolo y formando así una cámara de saturación cerrada, sencillo de montar, adaptable a cualquier dispositivo de infiltración convencional y que evita pérdidas apreciables de metal, posibilitando…
Procedimiento y aparato para formar una malla.
(01/02/2013) Un procedimiento para formar una malla que comprende:
a. hacer avanzar una primera pluralidad de elementos de unión preformados desde un primer conjunto deposiciones hasta un segundo conjunto de posiciones dentro de un molde ; y
b. para cada avance sucesivo de la primera pluralidad de elementos de unión preformados , colocar unsegundo conjunto de elementos de unión preformados en el primer conjunto de posiciones y moldear unapluralidad de nuevos elementos de unión en el molde a través de la primera y la segunda pluralidades de elementos de unión preformados que se colocan en el primer conjunto de posiciones y en elsegundo conjunto de posiciones para interconectar la primera y la segunda pluralidades deelementos de unión preformados que se colocan en el primer y el segundo conjuntos de posiciones con losnuevos…
Procedimiento para la colada a presión de piezas de fundición metálicas articuladas.
(22/08/2012). Solicitante/s: TRIMET ALUMINIUM AG. Inventor/es: SCHINDLER,ECKHARD DIPL.-ING, STETS,KAI DIPL.-ING, STRUBE,MICHAEL.
Procedimiento para la colada a presión de piezas de fundición metálica articuladas de aluminio o piezas defundición de aluminio con canales, tubos de presión o secciones de pared articuladas en un molde de fundición apresión usando correderas, elementos de grabado e insertos, estando los insertos provistos como perfiles huecosabiertos o cerrados con protuberancias o engrosamientos en su pared y siendo los insertos posicionados y fijadosantes de la colada, caracterizado porque los insertos están en sus protuberancias o engrosamientos posicionadosen puntos de contacto puntuales del molde de fundición a presión y, al cerrar el molde de fundición a presión, fijadosentre las mitades de molde, correderas o correderas y mitades de molde, porque los tubos de presión son cerradosantes de la colada e inmersos en el material de fundición a presión, con excepción de los apoyos puntuales, y, acontinuación, los extremos de los tubos de presión son mecanizados y, consecuentemente, expuestos.
PDF original: ES-2393381_T3.pdf
Bloque de cilindros que contiene una camisa de cilindro y método para fabricar el mismo.
(16/05/2012) Bloque de cilindros que contiene una camisa de cilindro para fundición por inserción, mediante el cual la camisa de cilindro comprende una superficie circunferencial externa sobre la que se forma una película, teniendo la película una conductividad térmica menor que la de al menos uno del bloque de cilindros y la camisa de cilindro, el bloque de cilindros tiene una pluralidad de calibres de cilindro y estando ubicada la camisa de cilindro en cada uno de los calibres de cilindro, caracterizado porque la película se forma en la superficie circunferencial externa excepto por secciones que están enfrentadas…
Procedimiento de fabricación de bloque cilíndrico.
(09/05/2012) Un procedimiento de fabricación de bloque cilíndrico que comprende:
proporcionar una primera matriz que forma una porción de una cavidad (6a) de moldeo de la superficie decubierta de una cavidad de moldeo de bloque cilíndrico;
proporcionar una segunda matriz que forma una porción de una cavidad (6b) de moldeo de la cámara decigüeñal de la cavidad de moldeo de bloque cilíndrico;
proporcionar un soporte del revestimiento que incluye una sección (4a) de eje y una sección (4b) de presiónque sobresale desde la sección (4a) de eje de una forma escalonada, de manera que tiene un diámetro mayorque la sección (4a) de eje para formar una configuración sobrecolada del revestimiento;
determinar si una temperatura de la primera y segunda matrices (1 y 2) es mayor que una temperaturaprescrita (T*);
precalentar…
Cuerpo de fundición y procedimiento para la fabricación de un cuerpo de fundición.
(25/04/2012) Cuerpo de fundición, en el que está dispuesto un código (C) que contiene información asignada al cuerpo defundición (M), legible por ordenador, en el que el código (C) está soportado por un soporte de código prefabricado de manera separada que está fundido con al menos una sección en el cuerpo de fundición (M) yestá unido de manera que no puede soltarse con el cuerpo de fundición (M), caracterizado porque el cuerpo defundición (M) comprende una mazarota (S) u otro elemento de moldeo necesario para la colada del cuerpo defundición, separado tras la solidificación de la pieza bruta de fundición y porque el soporte de código estáfundido con al menos una sección en la mazarota (S) o el otro elemento de moldeo del cuerpo de fundición (M)necesario para la colada del…
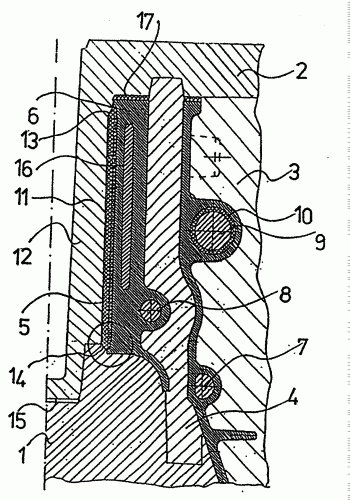
PROCEDIMIENTO PARA LA ELABORACION POR FUNDICION DE UN PISTON CON UN ANILLO SOPORTE ENFRIADO.
(01/02/2007). Ver ilustración. Solicitante/s: MAHLE GMBH. Inventor/es: RIHLE, MARTIN.
Procedimiento para la elaboración de un pistón con un anillo soporte enfriado , consistente en una parte soporte del anillo y una parte metálica unida a ésta, que forma un canal de enfriamiento en el pistón en contacto con la parte soporte del anillo , alfinizándose el anillo soporte enfriado antes de la refundición con el material del pistón en una colada a base de aluminio, caracterizado porque el anillo soporte enfriado , tras la unión de la parte soporte del anillo y la parte metálica , se expone a presión negativa en un tanque de vacío evacuable.
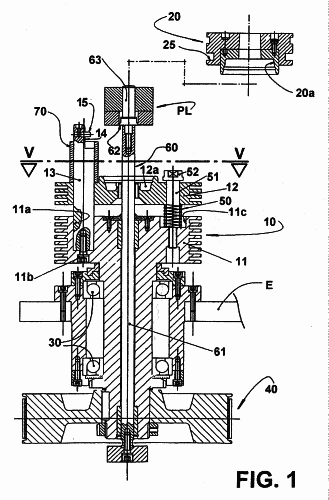
APARATO DE MOLDEO DE INYECCION POR CETRIFUGACION.
(01/03/2006). Ver ilustración. Solicitante/s: EMPRESA BRASILEIRA DE COMPRESSORES S/A - EMBRACO. Inventor/es: RAMIREZ, RIVIO, ARTURO.
Un aparato de moldeo por inyección por centrifugación incluyendo una porción de molde inferior que tiene un bloque básico que está montado en una parte inferior y rotativamente en medios de soporte que se fijan a una estructura de máquina (E), una pluralidad de columnas axiales , que están fijadas periféricamente y en una parte superior al bloque básico , y un bloque móvil que define una cavidad de molde inferior (12a) y que está montado deslizantemente en las columnas axiales , para ser desplazado axialmente entre una posición abierta del molde y una posición cerrada del molde, medios elásticos asentados en el bloque básico y que empujan constantemente el bloque móvil a la posición cerrada del molde; unos medios de bloqueo montados en cada columna axial ; y una porción superior de molde a asentar extraiblemente en las columnas axiales y fijada a ellas por los medios de bloqueo en una posición cerrada del molde.
PROCEDIMIENTO PARA FABRICAR UN ANTICATODO TUBULAR.
(01/03/2006) Procedimiento para producir un anticátodo tubular para instalaciones de pulverización catódica, en donde el anticátodo tubular está formado por un tubo interior metálico de un primer material con un primer punto de fusión TS1 de 900 K y por un tubo exterior metálico que circunda concéntricamente el tubo interior, de un segundo material con un segundo punto de fusión TS2 de = 800 K, y en donde el diámetro interior del tubo exterior se une fijamente con el diámetro exterior del tubo interior en unión positiva de forma y mecánicamente, caracterizado porque el tubo exterior se forma mediante colada del segundo material en estado fundido en una coquilla de fundición cilíndrica…
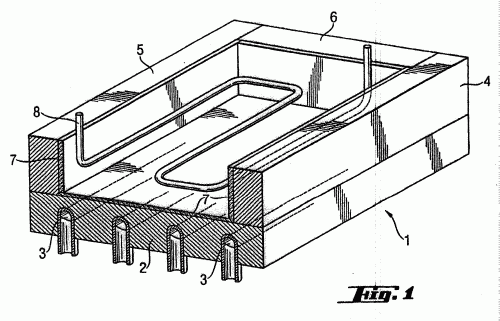
MOLDE DE COLADA PARA FABRICAR UN ELEMENTO O ENFRIAMIENTO.
(16/07/2005). Ver ilustración. Solicitante/s: OUTOKUMPU OYJ. Inventor/es: LEPPINEN, YRJI, MIKINEN, PERTTI, SALMINEN, MATTI.
Molde de colada formado por una base , pared y placas de extremo para la fabricación de un elemento de enfriamiento de reactor pirometalúrgico, en el que el molde está al menos parcialmente equipado con tuberías de enfriamiento , caracterizado porque el molde de colada es fabricado en placas de cobre y porque el molde está revestido por el interior con una placa resistente a las altas temperaturas, en el que la placa se fija a la superficie del molde por medio de subpresión.
MOLDEADO CAUTIVO CON INSERCION DE MATERIAL DISTINTO.
(01/06/2005) Un cárter para un conjunto de diferencial, comprendiendo dicho cárter: una parte fundida con un elemento de pared, incluyendo dicho elemento de pared una superficie interior que define hacia el interior de dicha superficie un orificio interior , estando formada dicha parte fundida de un primer material que permite la fabricación de dicha parte fundida como una pieza fundida, dicho elemento de pared para soportar un árbol para girar en el interior de dicho orificio interior, y recibir una fuerza de reacción en respuesta a ello; y un elemento postizo formado de un segundo material y empotrado al menos parcialmente en dicho elemento de pared , hacia el exterior de dicha superficie interior, incluyendo dicho elemento postizo una multitud de orificios de retención para recibir el material fundido durante el proceso de fundición y distribuyendo…
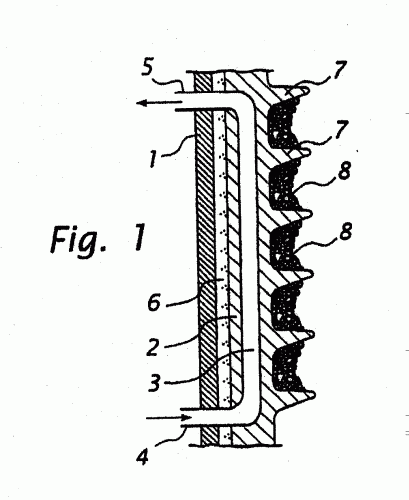
HORNO DE CUBA PROVISTO DE PANELES REFRIGERANTES Y PROCESO PARA PRODUCIRLO.
(16/05/2005). Ver ilustración. Solicitante/s: DANIELI CORUS TECHNICAL SERVICES BV. Inventor/es: DZERMEJKO, ALBERT, JOHN, LAJTONYI, ALEX, BLEIJENDAAL, NICOLAAS, GERARDUS, JACOBUS, VAN STEIN CALLENFELS, JOHAN, EGENOLF.
Horno de cuba provisto con un revestimiento cuyo interior está provisto, al menos parcialmente, con paneles refrigerantes por los que a través de cada panel refrigerante pasa al menos un conducto vertical , cuyos extremos están conectados a los extremos de conexión que pasan transversalmente con respecto al plano del panel refrigerante , en el que además cada conducto y los extremos de conexión están constituidos por un tubo continuo, y el resto del panel refrigerante consiste en cobre colado alrededor de este tubo, estando el panel refrigerante provisto, en su lado más alejado de los extremos de conexión , con una multiplicidad de aletas horizontales , caracterizado porque el tubo continuo está hecho a partir de un material elegido del grupo que consiste de acero de bajo contenido en carbono, acero inoxidable y una aleación que comprende predominantemente Cu y Ni con un contenido en Ni de 28 % en peso.
DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACION DE UN BLOQUE DE MOTOR.
(01/05/2005). Ver ilustración. Solicitante/s: VAW ALUCAST GMBH. Inventor/es: BARANZKE, MATTHIAS.
Aparato para fabricar un bloque motor con revestimientos de cilindros fundidos con ellos, comprende superficies de asiento cónicas que aseguran que los extremos de los revestimientos de los cilindros que experimentan una expansión térmica permanecen presionados contra ellos. Un molde tiene superficies de asiento para los extremos de los revestimientos de los cilindros. Al menos una de las superficies de asiento es cónica, con el ángulo del cono escogido para que los extremos de los revestimientos del cilindro experimenten expansión térmica durante la preparación y la colada permanezca presionada contra estas superficies de asiento. Además se reivindica un procedimiento para producir dicho bloque motor.
PROCEDIMIENTO PARA LA FABRICACION DE ESTRUCTURAS RETICULARES METALICAS.
(01/07/2004). Solicitante/s: M.PORE GMBH. Inventor/es: GIRLICH, DIETER, SCHIDLICH-STUBENRAUCH , JURGEN.
Procedimiento para la fabricación de estructuras reticulares metálicas, comprendiendo el mismo las siguientes etapas: Colocación de una estructura previa reticular de espuma en un primer recipiente abrible; Infiltración en la estructura previa de espuma de, un material incombustible; Solidificación del material incombustible; Extracción del material incombustible solidificado con la estructura previa de espuma del primer recipiente abrible; Separación de la estructura previa de espuma del material incombustible; Colocación del cuerpo precalentado resultante en un segundo recipiente termorresistente; Infiltración en el cuerpo de una masa fundida metálica; Extracción del cuerpo resultante, después de la solidificación de la masa fundida metálica, del segundo recipiente termorresistente y separación del material incombustible.
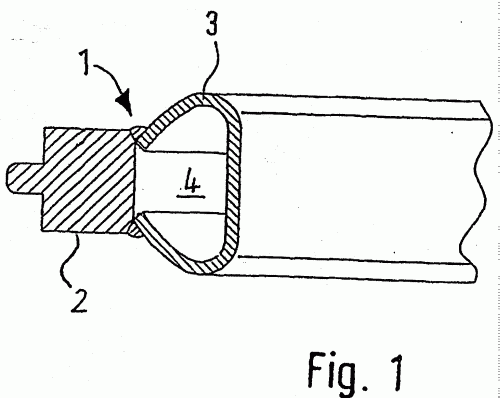
(16/06/2004). Solicitante/s: FEDERAL-MOGUL BURSCHEID GMBH. Inventor/es: FISCHER, MANFRED, MULLER, MARKUS, DIPL.ING., TRUBENBACH, WERNER, GIBBELS, FRANZ-JOSEF, DIPL.-ING., GIDEL, PETER.
Procedimiento para la fabricación de una camisa de cilindro para su empleo en el orificio de cilindro de un bloque motor por medio de una inyección térmica de material de inyección en un mandril rotatorio que sirve como cuerpo de molde, caracterizado porque en primer lugar el mandril que sirve como cuerpo de molde rota de forma constante con respecto al útil de inyección, de forma que al inyectar se crea una capa con espesor de pared constante, definida y porque a continuación el mandril rota de forma periódicamente no constante con respecto al útil de inyección, de modo que en diferentes puntos perimetrales se forman refuerzos (3, 3, 3, 3) de los espesores de pared.
PROCEDIMIENTO DE RECUBRIMIENTO POR ELECTROESCORIA.
(16/05/2004). Solicitante/s: ZAKRYTOE AKTSIONERNOE OBSCHESTVO "ELMET-ROL-GRUPPA MEDOVARA". Inventor/es: MEDOVAR, BORIS I.
El proceso expuesto consiste en rellenar el espacio libre entre un tocho y la pared de un molde seccional con escoria fundida al menos en dos etapas. Cuando la primera parte está vertida en el interior, los espacios libres entre las secciones del molde están rellenados. Una vez que la escoria en los espacios libres está solidificada completamente, se suministra el voltaje, y se añaden la segunda y siguientes partes de la escoria. La creación de un campo electromagnético dentro del molde tiene lugar después del inicio del proceso de revestimiento. El metal líquido se añade entonces para el proceso de revestimiento, que se lleva a cabo por medio de la rotación estable de la escoria y del metal. El proceso puede ser llevado a cabo con niveles variables de escoria dentro de la parte de transporte de la corriente del molde. El tocho puede ser precalentado en los estados de cortocircuito con antelación al proceso de revestimiento.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}