Paño grueso y suave de pelo largo con un estabilizador o aglutinante.
(01/07/2015) Un artículo que comprende: (a) una estructura no hilada esponjosa que comprende un relleno de fibras de poliéster; y (b) una dispersión acuosa de poliuretano-urea.
CIP-2021 › B › B29 › B29K › B29K 105/00 › B29K 105/04[1] › celular o porosa.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES.
B29K 105/00 Presentación, forma o estado de la materia moldeada.
B29K 105/04 · celular o porosa.
(01/07/2015) Un artículo que comprende: (a) una estructura no hilada esponjosa que comprende un relleno de fibras de poliéster; y (b) una dispersión acuosa de poliuretano-urea.
(17/12/2014) Un conducto de control climático que tiene una porción de pared formada de una manera tal que una resina basada en poliolefina termoplástica que contiene un agente espumante mezclado con la misma es sometido a moldeo por soplado, donde la porción de pared tiene una estructura de célula cerrada que incluye una pluralidad de células espumosas, la porción de pared tiene un índice de expansión de no menos de 2,0 veces, las células espumosas tiene un diámetro de célula medio de menos de 300 μm en la dirección de grosor de la porción de pared, caracterizado porque, una cara exterior de la porción de pared tiene una rugosidad de superficie media de línea central Ra de menos de 9,0 μm y las células espumosas tienen un diámetro de célula que tiene una desviación estándar…
(09/10/2013) Una resina de poliuretano obtenida mediante reacción entre un componente de poliisocianato quecomprende 1,4-bis(isocianatometil)ciclohexano que incluye de 81 a 93% en moles de isómero trans, y uncomponente de compuesto de hidrógeno activo.
(10/07/2013) Un sistema (10b) para el tratamiento de polímeros que puede hacerse funcionar cíclicamente, que comprende: un tornillo sinfín (14b) montado dentro de un barril (16b) para definir un espacio (20b) para el tratamiento depolímeros entre el tornillo sinfín y el barril y una fuente de agente de soplado conectada a una lumbrera para agente de soplado, para permitir que elagente de soplado fluya desde la fuente hacia el material polimérico dentro del espacio para el tratamiento depolímeros, caracterizado por que: el tornillo sinfín tiene una relación L:D entre 20:1 y 24:1; y el tornillo sinfín incluye una sección de mezcladura situada aguas debajo de la lumbrera, en donde la sección demezcladura tiene una longitud entre aproximadamente 2 y aproximadamente 6 veces el diámetro del tornillo sinfín.
(26/06/2013) Un método para fabricar una parte de guarnicionería que comprende por lo menos una tapicería flexible de un material plástico que forma una superficie frontal visible de la parte de guarnicionería , una capa derespaldo estructural unida a un lado posterior de la tapicería flexible y por lo menos una pieza de inserciónprefabricada que muestra una cara anterior y una cara posterior que está situada a una distancia pordetrás de la superficie visible formada por dicho material plástico, en dicho método la tapicería se hacemediante la aplicación de por lo menos un material de tapicería fluyente que comprende una mezcla reactiva paraproducir una tapicería de poliuretano elastomérico no celular o microcelular contra por lo menos…
(25/04/2013) Un método para producir la mitad de una pala de turbina mediante moldeo por infusión de resina,comprendiendo dicho método las etapas de - proveer un molde para la concha de pala de turbina con un laminado de telas de fibra ; - colocar un elemento de refuerzo sobre el laminado de telas de fibra en el molde ; - colocar un film de sellado impermeable al aire sobre los laminados de telas de fibra y contra elelemento de refuerzo ; - introducir una resina endurecible en el laminado de telas de fibra bajo presión reducida, incluso en el áreasituada debajo del elemento de refuerzo y; - endurecer la resina con el fin de formar una mitad de una pala de turbina , comprendiendo dicha mitadde la pala de turbina…
(03/05/2012) Un método para fabricar una parte de guarnicionería que comprende al menos una tapicería flexible de un material plástico que forma una superficie frontal o anterior visible de la parte de guarnicionería , al menos una pieza de inserción prefabricada , que presenta una cara trasera o posterior situada a una cierta distancia por detrás de la superficie visible formada por dicho material plástico, y una capa de respaldo estructural , unida a un lado o cara posterior de la tapicería flexible , de tal manera que dicho método comprende las etapas de: - colocar dicha pieza de inserción prefabricada adosada contra al menos una superficie de un molde ; - aplicar al menos un material de tapicería fluyente, que comprende una mezcla reactiva para producir una tapicería de poliuretano no celular o microcelular, de elastómero…
(25/04/2012) Un método para fabricar una parte de guarnicionería que está dispuesta para ser montada, en particular, en un vehículo automóvil de manera que forme parte del interior del mismo y que comprende al menos una tapicería flexible de un material plástico que forma una superficie frontal o anterior visible de la parte de guarnicionería, al menos una pieza de inserción prefabricada , que presenta una cara trasera o posterior situada a una cierta distancia por detrás de la superficie visible formada por dicho material plástico, y una capa de respaldo estructural , unida a un lado o cara posterior de la tapicería flexible , de tal manera que, en dicho método, dicha pieza de inserción prefabricada se coloca adosada contra al menos una superficie de un molde …
(12/03/2012) Método de fabricación de una lámina laminada microporosa o una película microporosa, en el que la lámina laminada microporosa se produce a partir de una lámina laminada que comprende una primera capa de película y una segunda capa unida a la primera capa, comprendiendo la primera capa un iniciador de poros, o en el que la película microporosa se produce a partir de una película termoplástica extruida que comprende una composición de polímero termoplástico y un iniciador de poros, comprendiendo el método: estirar dicha lámina laminada o dicha película termoplástica extruida usando al menos un elemento de estiramiento de engranado en la dirección transversal a la máquina (CD) y al menos una unidad de estiramiento en la orientación de la dirección de la máquina (MDO) .
(09/02/2012) Dispositivo para mejorar una cavidad , especialmente una cavidad en un material poroso, agujereado que presenta espacios huecos descubiertos por la cavidad, el cual comprende un elemento para producir o acoplar energía mecánica, así como un manguito cilíndrico con una superficie lateral cilíndrica con un diámetro exterior y con una cavidad central para alojar una espiga guía , una espiga guía y un casquillo de mejora , estando configurada la espiga guía , antes de la aplicación de energía mecánica, sustancialmente de tal forma que puede introducirse hasta el fondo de la cavidad , siendo encerrada la espiga guía , en la zona de su extremo orientado hacia…
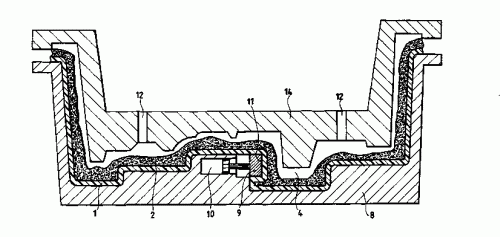
(16/04/2003). Ver ilustración. Solicitante/s: INDUSTRIE ILPEA S.P.A.. Inventor/es: CITTADINI,PAOLO, LUISETTI, GIUSEPPE.
PROCEDIMIENTO PARA FABRICAR PRODUCTOS TALES COMO SIMILPIEL O SIMILARES, CON AL MENOS UNA CAPA EXPANDIDA REALIZADA CON MATERIALES TERMOPLASTICOS, TERMOENDURECIBLES O ELASTOMERICOS, Y QUE COMPRENDE LAS SIGUIENTES ETAPAS: FORMAR EN UN MOLDE EN MOLDE METALICO UNA PRIMERA CAPA DE MATERIAL COMPACTO, QUE REPRESENTA LA CAPA EXPUESTA DEL PRODUCTO ACABADO, FORMANDOSE SOBRE DICHA PRIMERA CAPA UNA SEGUNDA CAPA DE MATERIAL EXPANSIBLE POR UN NUEVO MOLDEO CON MOLDE METALICO, COMPLETANDOSE CON CALOR LA CONSOLIDACION DE DICHAS CAPAS POR GELIFICACION Y DILATACION DE LA SEGUNDA CAPA, ENCONTRANDOSE ACOPLADO AL MATERIAL EN CAPAS FORMADO DE ESTA MANERA UN SOPORTE DE MATERIAL RIGIDO , SI SE DESEA RELLENO CON FIBRAS DE REFUERZO, CARACTERIZADO PORQUE COMPRENDE UNA ETAPA QUE REPRESENTA EL RELLENO DE CADA POSIBLE ESPACIO INTERMEDIO ENTRE DICHO SOPORTE DE MATERIAL RIGIDO Y DICHA SEGUNDA CAPA EXPANDIDA O DILATADA.
(16/12/2001) LA INVENCION SE REFIERE A UN PROCESO PARA CONFORMAR ARTICULOS TALES COMO PIELES ARTIFICIALES O SIMILARES A PARTIR DE MATERIALES TERMOPLASTICOS, TERMOENDURECIDOS O ELASTOMEROS CON AL MENOS UNA CAPA DE ESPUMA. EL PROCESO SE CARACTERIZA PORQUE COMPRENDE LAS SIGUIENTES ETAPAS: A) DENTRO DE UN MOLDE PARA LIQUIDOS DENSOS, SE CONFORMA UNA PRIMERA CAPA DE MATERIAL QUE CONSTITUYE LA CAPA SUPERIOR (P. EJ., VISIBLE) DEL PRODUCTO FABRICADO TERMINADO, B) EN UNA SEGUNDA ETAPA DE MOLDEO DE LIQUIDOS DENSOS, SE FORMA SOBRE LA PRIMERA CAPA UNA SEGUNDA CAPA DE MATERIAL ESPUMOSO, C) EN CONDICIONES DE TEMPERATURA ELEVADA, SE FINALIZA LA CONSOLIDACION MEDIANTE LA SOLIDIFICACION DE DICHAS CAPAS Y LA ESPUMACION DE LA SEGUNDA CAPA,…
(16/01/1994) AL FABRICAR MOLDES CASI SECOS DE PLASTICO ESPUMADO TERMOPLASTICO SE MANTIENE UNA PRESION DE AIRE DURANTE EL CALENTAMIENTO DE LAS PIEZAS DEL MOLDE MEDIANTE VAPOR EN UNA CAMARA DE PRESION LLENA DE PARTICULAS DE PLASTICO PREVIAMENTE ESPUMADAS Y UNIDA CON UN ESPACIO HUECO DE MOLDE MEDIANTE APERTURAS DE PASO. ESTA PRESION ES IGUAL O MUY POCO MAYOR QUE LA PRESION DEL VAPOR UTILIZADO PARA EL CALENTAMIENTO. SI LA PARED DEL MOLDE HA LLEGADO A LA TEMPERATURA DEL VAPOR SATURADO, SE BAJA LA PRESION DE AIRE PARA SOLDAR LAS PARTICULAS DE PLASTICO ESPUMADAS Y POR EL VAPOR QUE ENTRA SE CALIENTAN LAS PARTICULAS DE PLASTICO A LA TEMPERATURA NECESARIA PARA LA SOLDADURA O EL SINTERIZADO. UN DISPOSITIVO ADECUADO PARA LA REALIZACION DE ESTE PROCEDIMIENTO DEBE TENER POR…
{kind=link}