CIP-2021 : B29C 49/64 : Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/64[2] › Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/64 · · Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
CIP2021: Invenciones publicadas en esta sección.
Planta de moldeo por insuflación de contenedores de plástico, en particular botellas.
(11/07/2013) Planta de moldeo por insuflación para realizar contenedores de plástico, en particular botellas, apartir de respectivas preformas , que comprende:
- una línea de moldeo por insuflación provista de una pluralidad de unidades de moldeo , cada una de lascuales comprendiendo al menos dos cavidades para moldear por insuflación respectivos contenedores , las cavidades de moldeo de cada unidad de moldeo teniendo respectivos primeros ejes longitudinales (19a)ubicados a una primera distancia recíproca predeterminada (D2);
- un transportador de alimentación flexible que está provisto de una pluralidad de órganos para tomar ytransportar respectivas preformas y que se extiende a través de un dispositivo de acondicionamiento térmico ;
- un dispositivo de transferencia…
Procedimiento y dispositivo para el calentamiento de preformas.
(01/08/2012) Procedimiento para el calentamiento de preformas termoplásticas, tubulares para la fabricación de cuerpos huecos formados por recipientes o botellas de PET, siendo accionadas las preformas para realizar un movimiento de rotación alrededor de su eje longitudinal y siendo desplazadas a lo largo de una pluralidad de dispositivos de calefacción , caracterizado porque se explora el contorno exterior de una preforma a calentar mediante dispositivos de exploración y los dispositivos de calefacción se ajustan según el contorno exterior explorado mediante un acoplamiento a los dispositivos de exploración.
Proceso para producir un recipiente moldeado por soplado y estirado que tiene un asa moldeada integralmente.
(17/04/2012) Un proceso para producir un recipiente que tiene un asa integral, que comprende las etapas de:
a) disponer una preforma en una cavidad de molde;
b) moldear por estirado y soplado la preforma para conformar un recipiente intermedio ;
c) aplicar uno o más machos móviles hacia dentro para conformar una o más región/regiones de agarre cóncavas, manteniendo al mismo tiempo la presión en el interior del recipiente intermedio por encima de 1 bar y siendo la temperatura del material en la región de agarre del recipiente intermedio una temperatura inferior a la temperatura Tg de transición vítrea;
d) liberar el exceso de presión en el interior del recipiente, preferiblemente antes de retirar el macho del interior del recipiente; y
e) expulsar el recipiente acabado de la cavidad de molde.
Procedimiento e instalación para aplicar un fluido en los fondos de recipientes termoplásticos, en particular para el enfriamiento de los fondos calientes de recipientes que salen de la unidad de moldeo.
(09/04/2012) Procedimiento para aplicar un fluido sobre el fondo de al menos un recipiente de materia termoplástica, en el que se pone en contacto con el fondo del citado al menos un recipiente una masa esponjosa impregnada con el citado fluido, y se mantiene la masa esponjosa en contacto con el citado fondo durante una duración predeterminada, el recipiente se acciona en desplazamiento sobre una trayectoria (T) predeterminada, caracterizado porque
- el recipiente se acciona por desplazamiento por medios transportadores dispuestos alrededor del cuello del recipiente,
- la masa esponjosa se acciona por desplazamiento a la misma velocidad que el recipiente sobre una trayectoria (U) casi paralela a la del recipiente al mismo tiempo que se aplica en contacto con el fondo del recipiente…
Masa esponjosa para tratar fondos de recipientes termoplásticos, instalación y uso de esta masa.
(04/04/2012) Masa esponjosa que permite tratar fondos de recipientes producidos en instalaciones de muy elevada cadencia de producción, siendo dicha masa adecuada para ser mantenida en contacto con el fondo de un recipiente durante un intervalo de tiempo predeterminado para un tratamiento de dicho fondo del recipiente, en el que dicha masa:
- presenta una cara principal de contacto con el fondo del recipiente; y
- comprende ranuras ciegas que se abren sobre dicha cara principal y que no desembocan en el lado opuesto y que están distribuidas en dos conjuntos de ranuras (15a, 15b) transversales entre sí que delimitan bloques ; y
- constituida por una espuma flexible reticulada de celdas semiabiertas y de elevada elasticidad;
y caracterizada porque está constituida por espuma de poliuretano que tiene una masa específica…
PROCEDIMIENTO DE FABRICACIÓN Y LLENADO EN CALIENTE DE UN ENVASE DE PET.
(21/12/2011) Procedimiento de fabricación y llenado en caliente de un envase de PET que comprende las etapas siguientes: a) disponer de una preforma de PET constituida por un copolímero a base de ácido tereftálico, adecuada para ser soplada y de la cual por lo menos una parte se encuentra a una temperatura igual o superior a 110ºC, b) soplar la preforma en la cavidad de un molde cuya temperatura es igual o inferior a 65ºC de manera que se forma un envase, c) retirar el envase de la cavidad del molde, d) llenar el envase con un líquido cuya temperatura es superior a 80ºC, e) cerrar el envase de manera estanca, f) esterilizar y enfriar el envase, g) retraer el envase, caracterizado porque - dicha preforma es…
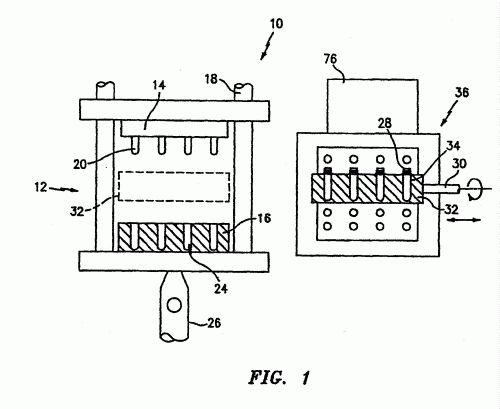
APARATO Y PROCEDIMIENTO DE MOLDEO POR INYECCION CON SOPLADO Y ESTIRADO.
(01/08/2007) UN APARATO Y METODO DE MOLDEO POR INYECCION DE SOPLADO DE ESTIRAMIENTO EN DONDE MIENTRAS LAS PREFORMAS SON AMPLIAMENTE REFRIGERADAS SE REDUCE EL TIEMPO DEL CICLO DE MOLDEO POR INYECCION Y ADEMAS SE UTILIZA UN PEQUEÑO NUMERO DE CAVIDADES DE SOPLADO Y AUMENTA LA VELOCIDAD DE OPERACION DE ESTAS CAVIDADES DE SOPLADO. EN UNA SECCION DE MOLDEO POR INYECCION , N (N (MAYOR O IGUAL) 2) PREFORMAS SON MOLDEADAS POR INYECCION Y A CONTINUACION LIBERADAS DEL MOLDE DE CAVIDAD DE INYECCION A UNA TEMPERATURA DE LIBERACION DEL MOLDE RELATIVAMENTE ALTA. MIENTRAS LAS PREFORMAS SON ENFRIADAS POR EL MOLDE DE NUCLEO DE LA SECCION DE INYECCION , SON TRANSPORTADAS A UNA SECCION…
CRISTALIZACION GRADUAL DE ACABADOS DE RECIPIENTES.
(01/03/2007). Ver ilustración. Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Inventor/es: NAHILL, THOMAS E., BARKER, KEITH J., LYNCH, BRIAN A..
Un acabado (22 ó 22a o 22b o 22c o 22d o 22f o 22g o 22h) en un recipiente (20a) o preforma de plástico hueco con un cuerpo integral (24a o 24b), teniendo dicho acabado un primer extremo con una superficie del extremo separada de dicho cuerpo, un segundo extremo adyacente a dicho cuerpo y una parte intermedia situada entre dichos extremos, de manera que el primer extremo y la parte intermedia formen unas superficies interna y externa continuas , estando dicha superficie externa cristalizada en toda su longitud, e incluyendo dicha superficie interna al menos una parte que está esencialmente no cristalizada, caracterizado porque la cristalización en al menos dicha parte intermedia es gradual entre dicha superficie externa cristalizada y dicha parte no cristalizada de dicha superficie interna.
APARATO Y METODO PARA TRATAR Y ENFRIAR PREFORMAS DE PLASTICO.
(16/08/2006) Aparato para tratar y enfriar preformas producidas en un molde por inyección, así como para transferir dichas preformas a una estación de trabajo posterior para procesar adicionalmente dichas preformas, caracterizado porque comprende: - un elemento de recogida, dispuesto horizontalmente, provisto de una superficie superior en la que se disponen una pluralidad de recipientes dispuestos en dos hileras y organizados según un primer patrón de distribución definido y adaptados para alojar una pluralidad o agrupación correspondiente de preformas que se están expulsando desde un molde por inyección, - un elemento de enfriamiento, provisto de una pluralidad de cubetas , estando adaptada cada cubeta para alojar y enfriar una preforma respectiva, estando dispuestas…
PRECALENTADOR DE PREFORMA Y PROCEDIMIENTO PARA SU USO.
(16/06/2006) Máquina de moldeo por soplado con recalentado para formar una serie de artículos moldeados por soplado a partir de una serie de preformas , incluyendo la máquina de moldeo por soplado con recalentado una sección de recalentado y un mecanismo de entrada acoplados a la sección de recalentado para introducir las series de preformas a ser moldeadas por soplado, estando acoplado el un aparato de precalentado al mecanismo de entrada para precalentar cada preforma a medida que la preforma se desplaza a través del mecanismo de entrada, comprendiendo el aparato de precalentado un alojamiento acoplado al mecanismo de entrada, y elementos de calefacción situados dentro del alojamiento …
RESINA DE POLITEREFTALATO DE ETILENO PARA LA PRODUCCION DE ENVASES.
(16/02/2006). Solicitante/s: BRILEN, S.A.. Inventor/es: LEZA ROA,FORTUN, GONZALEZ CLAVERIA,DAVID.
Resina de politereftalato de etileno para la producción de envases. Resina de politereftalato de etileno para la producción de envases, la cual está definida por un copolímero constituido, básicamente, por ácido tereftálico (PTA) y etilenglicol (EG), con otros componentes en menor porcentaje, de forma que la resina de politereftalato de etileno incorpora entre un 3% y un 8% de ácido isoftálico (PIA) para uso por inyección, por cualquier tecnología, de preformas destinadas a la producción de envases mediante moldeo por soplado en los que la tasa total de estirado bi-axial es igual o superior a 15.
METODO DE MOLDEO POR SOPLADO Y MAQUINA PARA LA PRODUCCION DE RECIPIENTES PASTEURIZABLES.
(16/06/2005). Ver ilustración. Solicitante/s: SCHMALBACH-LUBECA AG. Inventor/es: BOYD, TIMOTHY, J., VAILLIENCOURT, DWAYNE, G..
Método para la producción de un recipiente plástico termoformado, que comprende las etapas siguientes: - expandir y estirar la preforma para que se conforme a las superficies que definen la cavidad del molde; e - inducir la cristalinidad en el recipiente plástico mediante la aplicación de calor desde una parte interna del recipiente plástico a una superficie interior del recipiente plástico; caracterizado porque dicha aplicación de calor desde una parte interna del recipiente plástico incluye la elevación de la temperatura de la superficie interior hasta por lo menos 120ºC mediante la circulación de un fluido a temperatura elevada por la parte interna del recipiente plástico a una temperatura comprendida entre 285ºC y 370ºC y a una presión comprendida entre 17,5 kg/cm2 y 21 kg/cm2 (entre 250 psi y 300 psi) durante un periodo comprendido entre 3 y 7 segundos.
PROCEDIMIENTO Y APARATO DE REFRIGERACION DE UNA PREFORMA DESPUES DEL MOLDEADO, Y ESPIGA DE REFRIGERACION.
(01/05/2005) Espiga de refrigeración para enfriar una superficie de un artículo moldeado, comprendiendo la espiga de refrigeración : una parte de cuerpo que presenta una superficie externa y contiene un canal interno que presenta un primer extremo conectable, durante el funcionamiento, a un suministro de fluido de refrigeración gaseoso, presentando el canal interno un segundo extremo que termina en una boquilla de salida a través de la cual el fluido de refrigeración gaseoso, durante el funcionamiento, es expulsado forzadamente; y en la que, a lo largo de la espiga de refrigeración y en una posición desplazada de la boquilla de salida , una configuración de la superficie externa varía para causar,…
DISPOSITIVO COMPACTO DE ENFRIAMIENTO DESPUES DE MOLDEO.
(16/04/2005). Ver ilustración. Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: NETER, WITOLD, OUESLATI, FAISAL, OLARU, GHEORGHE.
Procedimiento para el acondicionamiento térmico de artículos moldeados en una estación de acondicionamiento térmico con por lo menos dos niveles internos de acondicionamiento térmico , pudiendo estar dispuesta la estación de acondicionamiento térmico en el exterior de un molde, comprendiendo el procedimiento: la conformación de una pluralidad de artículos moldeados en una máquina de moldear , la extracción de dichos artículos moldeados de dicha máquina de moldear mientras dichos artículos están calientes y no totalmente solidificados, la transferencia de dichos artículos moldeados a un primer nivel de dicha estación de acondicionamiento térmico , el acondicionamiento térmico de dichos artículos moldeados en el interior de dicho primer nivel de dicha estación de acondicionamiento térmico , sometiendo a dichos artículos moldeados a por lo menos un tratamiento térmico por convección.
PROCEDIMIENTO PARA LA PRODUCCION DE RECIPIENTES DE PLASTICO QUE PRESENTAN BASES DE ALTA CRISTALINIDAD.
(16/03/2005) Un procedimiento para la fabricación de un recipiente de plástico termoendurecido, que comprende las etapas de: proporcionar una cavidad de molde que presenta superficies de pared lateral y superficies de base ; proporcionar una preforma de plástico dentro de dicha cavidad del molde ; expandir y estirar dicha preforma en conformidad con dichas superficies de pared lateral y dichas superficies de base para formar el recipiente de plástico que presenta una pared lateral y una base ; e inducción de la cristalinidad en dicha base del recipiente de plástico mediante la aplicación de calor desde dichas superficies de la base de dicha cavidad del molde…
PROCEDIMIENTO PARA LA ESTABILIZACION DIMENSIONAL DE CONTENEDORES DE POLI (TEREFTALATO DE ETILENO).
(16/06/2004). Solicitante/s: SINCO RICERCHE S.P.A.. Inventor/es: AL GHATTA, HUSSAIN.
UN TRATAMIENTO PARA LA ESTABILIZACION DIMENSIONAL DE RECEPTACULOS EN PET O COPET OBTENIDOS MEDIANTE UN MOLDEO POR INYECCION Y SOPLADO QUE CONSISTE EN SOMETER A UN TRATAMIENTO DE CALOR DURANTE LA ETAPA DE SOPLADO UNAS PREFORMAS OBTENIDAS A PARTIR DE PET O COPET MEJORADAS EN EL ESTADO SOLIDO EN PRESENCIA DE PEQUEÑAS CANTIDADES (DE UN 0,01 A UN 0,2 % EN PESO) DE UN DIANHIDRIDO DE UN ACIDO TETRACARBOXILICO AROMATICO, PREFERENTEMENTE UN DIANHIDRIDO PIROMELITICO.
PLANTA DE TORRETA GIRATORIA DE EJE HORIZONTAL DESTINADA A LA MANIPULACION DE PREFORMAS.
(01/05/2004) Planta para manipular y enfriar preformas producidas en un molde de moldeo por inyección, y para trasladar dichas preformas a la siguiente estación de trabajo, caracterizada porque comprende: - un elemento de recogida y traslado preferiblemente plano y dispuesto horizontalmente, provisto de una pluralidad de receptáculos adaptados para acomodar una pluralidad de preformas correspondientes que se expulsan preferiblemente de un molde de moldeo por inyección, - una torreta giratoria con forma de paralelepípedo, provista de varias superficies externas que están provistas a su vez de una pluralidad de copas , cada una de las cuales está adaptada para acomodar una preforma correspondiente, estando dicha torreta giratoria adaptada para girar de un modo controlado alrededor de un eje horizontal (X) para orientar sucesivamente las mencionadas superficies…
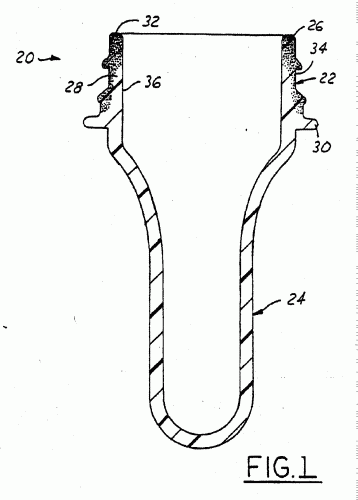
PROCEDIMIENTO DE MOLDEADO DE UNA BOTELLA DE PLASTICO CON FONDO CONFORMADO Y BOTELLA ASI OBTENIDA.
(16/04/2004). Ver ilustración. Solicitante/s: GOMEZ CAO,JOSE LUIS. Inventor/es: GOMEZ CAO,JOSE LUIS.
Procedimiento de moldeado de una botella de plástico con fondo conformado y botella así obtenida, comprendiendo un proceso inicial de soplado de una preforma de la botella en un molde con la forma del contorno circundante exterior, estando la preforma sometida a un caldeo o calefacción variable en su longitud a fin de obtener en la parte extrema de la botella correspondiente al fondo o base una pared de material de un grosor mayor que en el resto del cuerpo durante la operación de soplado. En un siguiente paso dicho fondo de la botella es sometido a estirado por un macho de movimiento axial que es introducido en el molde cuando la botella se encuentra aún en estado fluyente conformando un ahuecamiento del fondo de forma correspondiente a la cabeza del macho. La botella así obtenida presenta en su base o parte inferior un ahuecamiento o concavidad cuyas paredes son estructuralmente resistentes a considerables presiones internas, como por ejemplo contener bebidas carbónicas o con gas.
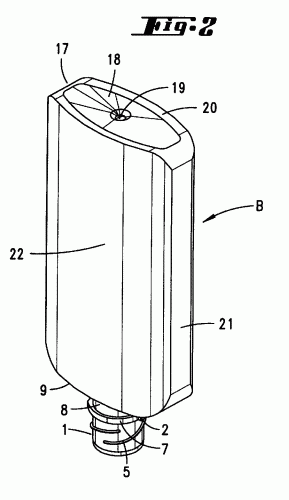
RECIPIENTE Y PROCEDIMIENTO PARA SU FABRICACION.
(01/01/2004). Ver ilustración. Solicitante/s: BEIERSDORF AKTIENGESELLSCHAFT. Inventor/es: TIEKENHEINRICH, HARTMUT, BRAUN, CLAUS-DIETER.
UN RECIPIENTE FABRICADO SEGUN EL PROCEDIMIENTO DE MOLDEO POR INYECCION Y SOPLADO EN DOS ETAPAS, PRINCIPALMENTE EN FORMA DE BOTELLA (B), SE CARACTERIZA POR TENER COMO MINIMO UN SALIENTE QUE SIRVE PARA SU COLOCACION EN EL MOLDE DE SOPLADO, Y QUE SOBRESALE RADIALMENTE EN LA ZONA DEL CUELLO DEL RECIPIENTE (B).
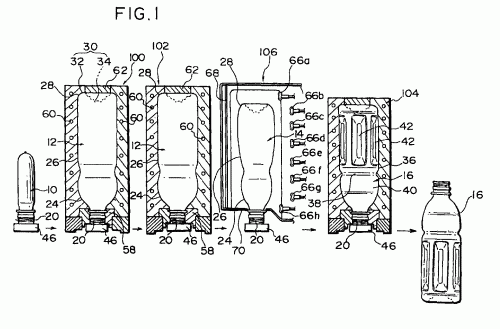
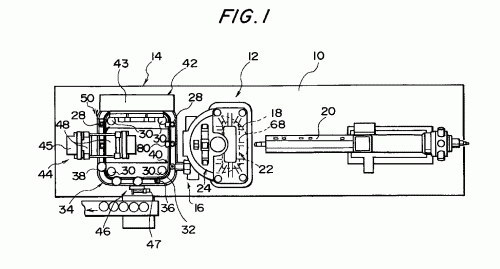
SISTEMA DE PROCEDIMIENTO DE MOLDEO POR INYECCION Y SOPLADO.
(01/07/2003) SISTEMA DE MOLDEO DE SOPLADO POR INYECCION QUE INCLUYE UNA ESTACION DE MOLDEO POR INYECCION 22, UNA PRIMERA SECCION DE ALIMENTACION 24, UNA ESTACION DE REFRIGERACION 26, UNA ESTACION DE CALENTAMIENTO 30, UNA SEGUNDA SECCION DE ALIMENTACION 32 Y VARIAS ESTACIONES DE MOLDEO DE SOPLADO 34. LA ESTACION DE MOLDEO POR INYECCION 22 ESTA DISEÑADA PARA LA INYECCION SIMULTANEA DE LAS M FILAS DEL MOLDE DE N PREFORMAS 36 DISPUESTAS EN UNA SEGUNDA DIRECCION B PERPENDICULAR A UNA PRIMERA DIRECCION A EN LA CUAL SE MUEVEN LAS PREFORMAS 36. LA PRIMERA SECCION DE ALIMENTACION 24 ESTA DISEÑADA PARA EXTRAER LAS M FILAS DE PREFORMAS 36 MOLDEADAS POR INYECCION POR LA ESTACION DE MOLDEO POR INYECCION 22 MEDIANTE…
APARATO PARA TRANSPORTAR EN ORDEN SECUENCIAS DE PREFORMAS DE MATERIAL TERMOPLASTICO.
(01/04/2003) Aparato para trasladar de manera continua y en orden secuencias de preformas adaptadas para ser convertidas en recipientes acabados, comprendiendo el aparato al menos una cinta transportadora de bucle cerrado que constituye un medio de guía para una cadena transportadora móvil de bucle cerrado, la cual está adaptada para ser accionada con un movimiento continuo y comprende una pluralidad de elementos de soporte y de transporte hacia delante (3, 3a) que pueden transportar preformas, una estación de carga para cargar dichas preformas y una estación de descarga adaptada…
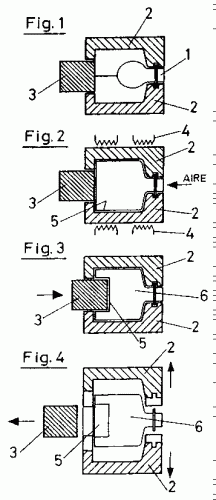
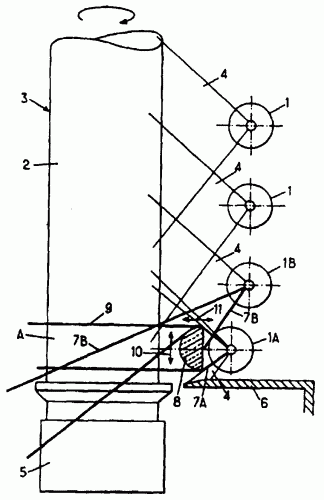
PROCEDIMIENTO Y DISPOSITIVO DE CALENTAMIENTO SELECTIVO DE UNA PREFORMA DE RECIPIENTE.
(01/04/2003). Ver ilustración. Solicitante/s: SIDEL. Inventor/es: EVRARD, ALAIN, EMMER, GERARD.
LA INVENCION SE REFIERE AL CALENTAMIENTO SELECTIVO DE UNA PREFORMA DESTINADA A LA FABRICACION DE UN RECIPIENTE, TAL COMO UNA BOTELLA, DE UN MATERIAL TERMOPLASTICO, POR AL MENOS UNA ETAPA DE SOPLADO O DE ESTIRADO-SOPLADO DE LA PREFORMA CALIENTE; PARA ESTE PROPOSITO, SE ENFOCA SOBRE UNA ZONA PRIVILEGIADA (A) DE LA PREFORMA AL MENOS LA MAYOR PARTE (7A) DE LA RADIACION EMITIDA APROXIMADAMENTE EN DIRECCION A LA PREFORMA , POR UNA FUENTE (1A) SITUADA SENSIBLEMENTE ENFRENTE DE DICHA ZONA PRIVILEGIADA (A) DE LA PREFORMA, GRACIAS A QUE DICHA ZONA PRIVILEGIADA (A) RECIBE LA MAYOR PARTE (7A) DE LA RADIACION MIENTA QUE LAS ZONAS CIRCUNDANTES DE DICHA ZONA PRIVILEGIADA (A) NO RECIBEN LA FRACCION DE LA RADIACION INICIALMENTE EMITIDA POR LA FUENTE EN SU DIRECCION.
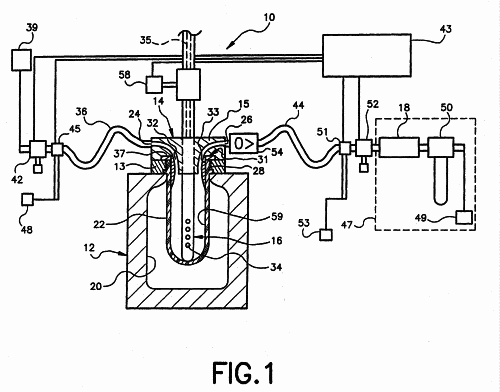
Procedimiento de fabricación de un tubo de plástico.
(16/01/2003). Solicitante/s: URALITA S.A.. Inventor/es: GONZALEZ GOMEZ, CONSTANTINO.
Procedimiento de fabricación de un tubo de plástico, del tipo de tubos que están axialmente orientado que consiste en las siguientes etapas: - fijar una preforma en un molde de tubo , - llenar el interior del molde con agua y calentar el agua en cuestión a una temperatura comprendida entre 90º y 100ºC durante un periodo de tiempo que varía entre seis minutos y una hora, - introducir agua a través de la preforma y hacer circularla de un extremo a otro durante el mismo periodo de tiempo, - inyectar aire en la preforma haciendo que el agua externa al tubo salga a través de una multiplicidad de.
APARATO DE MOLDEO POR SOPLADO.
(01/01/2003) UN APARATO DE MOLDEO POR SOPLADO COMPRENDE MIEMBROS DE SOPORTE PARA SOPORTAR PRE-MOLDES O RECIPIENTES APOYADOS EN EL MISMO, Y UNA CADENA DE SOPORTE PARA RECIBIR LOS MIEMBROS DE SOPORTE, DE FORMA CIRCULAR E INTERMITENTE A LO LARGO DE UN RECORRIDO DE SOPORTE. DICHO APARATO INCLUYE UNA SECCION DE RECEPCION QUE RECIBE LOS PRE-MOLDES QUE SE ALIMENTAN DESDE EL EXTERIOR Y HACER QUE ESTOS PRE-MOLDES VAYAN APOYADOS SOBRE LOS CITADOS MIEMBROS DE SOPORTE, UNA SECCION DE CALENTAMIENTO PARA CALENTAR LOS PRE-MOLDES SOBRE LOS MIEMBROS DE SOPORTE, UNA SECCION DE MOLDEO POR SOPLADO PARA MOLDEAR POR SOPLADO AL MENOS UN PRE-MOLDE CALENTADO EN DICHA SECCION DE CALENTAMIENTO EN AL MENOS UN RECIPIENTE, Y UNA…
Aparato de moldeo estirado soplado.
(16/12/2002) Un aparato de moldeo por estirado soplado, que comprende: un recorrido de transporte para llevar de forma intermitente una preforma que tiene un gollete y un cuerpo cilíndrico ; unos medios de giro para hacer girar la mencionada preforma alrededor de su eje longitudinal cuando la preforma es transportada a lo largo de un recorrido dado del mencionado recorrido de transporte; unos medios calefactores para calentar el mencionado cuerpo cilíndrico de la preforma cuando la preforma se hace girar; y una sección de moldeo por soplado para el moldeo por estirado soplado del mencionado cuerpo cilíndrico de la preforma en forma de un recipiente una vez que la preforma ha pasado a través del mencionado medio calefactor;…
Aparato de moldeo por inyección estirado soplado.
(16/12/2002) Un aparato de moldeo por inyección estirado soplado, que comprende: Una estación de moldeo por inyección , que incluye dos moldes núcleo de inyección para moldear preformas por inyección simultáneamente, teniendo cada una un gollete , un cuerpo cilíndrico y un asa que se forma adyacente al límite entre el mencionado gollete y el mencionado cuerpo cilíndrico; y una estación de moldeo por soplado para moldear las preformas por estirado soplado en forma de recipientes; caracterizado porque la mencionada estación de moldeo por inyección incluye: un órgano giratorio que gira alrededor de un árbol giratorio, que soporta los mencionados dos moldes núcleo de inyección en posiciones enfrentadas unas a otras con el mencionado…
PROCEDIMIENTO DE MOLDEO POR SOPLADO DE UN RECIPIENTE RESISTENTE AL CALOR.
(01/12/2002). Ver ilustración. Solicitante/s: NISSEI ASB MACHINE CO., LTD.. Inventor/es: TSUCHIYA, YOICHI.
SE DESCRIBE UN METODO DE MOLDEO DE UN RECIPIENTE TERMORRESISTENTE QUE COMPRENDE UNA ETAPA PRIMARIA DE MOLDEO POR SOPLADO, UNA ETAPA PRIMARIA DE TERMOTRATAMIENTO, UNA SEGUNDA ETAPA DE TERMOTRATAMIENTO Y UNA ETAPA SECUNDARIA DE MOLDEO POR SOPLADO. EN LA ETAPA PRIMARIA DE MOLDEO POR SOPLADO, UNA PREFORMA DE RESINA SINTETICA SE MOLDEA POR SOPLADO PARA DAR UN ARTICULO PRIMARIO MOLDEADO POR SOPLADO. EN LA ETAPA PRIMARIA DE TERMOTRATAMIENTO, EL ARTICULO PRIMARIO MOLDEADO POR SOPLADO SE MANTIENE EN UN MOLDE DE TERMOTRATAMIENTO Y SE SOMETE AL TERMOTRATAMIENTO. EL ARTICULO PRIMARIO MOLDEADO POR SOPLADO RECUPERADO DEL MOLDE SE ENCOGE Y FORMA UN ARTICULO MOLDEADO INTERMEDIO. EN LA ETAPA SECUNDARIA DE TERMOTRATAMIENTO, EL ARTICULO MOLDEADO INTERMEDIO SE SOMETE A TERMOTRATAMIENTO FUERA DEL MOLDE, DONDE NO OCURRE PRACTICAMENTE ENCOGIMIENTO. EN LA ETAPA SECUNDARIA DE MOLDEO POR SOPLADO, EL ARTICULO MOLDEADO INTERMEDIO SE MOLDEA POR SOPLADO DENTRO DE UN MOLDE FINAL PARA FORMAR UN PRODUCTO MOLDEADO FINAL.
Dispositivo para el templado de preformas así como procedimiento para el templado.
(16/11/2002) Procedimiento para el templado de preformas de un material termoplástico, estando dispuestas las preformas en depósito para su conformación por soplado, en el que se dota a la preforma de un perfil de temperatura a lo largo de un perímetro, que se genera mediante el calentamiento variable de zonas en forma de banda que se extienden en dirección de un eje longitudinal de la preforma y en el que se realiza un templado paso a paso para el acondicionamiento térmico consecutivo en el tiempo de diferentes zonas de la preforma y en el que también se realiza una rotación paso a paso con fase de movimiento y de reposo, caracterizado porque un dispositivo portante transporta la preforma a través de un recorrido…
PROCEDIMIENTO DE UNA SOLA ETAPA DE ALTA PRODUCTIVIDAD Y APARATO PARA LA PRODUCCION DE CONTENEDORES HECHOS DE MATERIAL TERMOPLASTICO.
(16/11/2002) Se presenta un procedimiento de una sola etapa para la producción de proformas de resina que comprende las fases de: llenar una serie de moldes de cavidades múltiples, mantener y enfriar la resina dentro de los moldes, sacar las proformas moldeadas de los moldes, exponer las proformas a una fase subsecuente de acondicionamiento térmico, transferir las proformas a herramientas apropiadas de moldeado por soplado y sujetarlas en las mismas para la operación de moldeado por soplado final, y en donde cada uno de los moldes de cavidades múltiples comprende una serie de cavidades definidas en varias (n) agrupaciones distintas que pertenecen al mismo molde, las cavidades son enfriadas por medio de una circulación forzada de un medio refrigerante a través de conductos de refrigeración apropiados, en donde las cavidades…
APARATO DE MOLDEO POR ESTIRADO-SOPLADO Y APARATO DE MOLDEO POR INYECCION ESTIRADO-SOPLADO.
(01/10/2002). Ver ilustración. Solicitante/s: NISSEI ASB MACHINE CO., LTD.. Inventor/es: OGIHARA, SHUICHI, FUKUNISHI, YOSHIHIRO.
UN APARATO DE MOLDEO POR SOPLADO CON ESTIRADO QUE TIENE UNA SECCION DE CALENTAMIENTO Y UNA SECCION DE MOLDEO POR SOPLADO , DISPUESTAS A LO LARGO DE UNA RUTA DE TRANSPORTE UTILIZADA PARA TRANSPORTAR PREFORMAS CADA UNA DE LAS CUALES TIENE UN MANGO DE FORMA INTERMITENTE. UNA CADENA Y UNAS RUEDAS DENTADAS HACEN ROTAR A LAS PREFORMAS ALREDEDOR DE SUS EJES CUANDO SON TRANSPORTADAS A ALA SECCION DE CALENTAMIENTO. HAY UNA SECCION DE ESPERA COLOCADA ENTRE LA SECCION DE CALENTAMIENTO Y LA SECCION DE MOLDEO POR SOPLADO . LA SECCION DE ESPERA COMPRENDE UNAS PLACAS DE GUIA QUE ACTUAN A MODO DE ELEMENTOS DE POSICIONAMIENTO PARA COLOCAR LOS MANGOS QUE SE EXTIENDEN DE LAS PREFORMAS RESPECTIVAS EN UNA DIRECCION DADA. DE ESTE MODO SE PUEDEN ORIENTAR TODOS LOS MANGOS EN LA DIRECCION EN QUE SON TRANSPORTADAS LAS PREFORMAS . ESTO IMPIDE TAMBIEN QUE LOS MANGOS QUEDEN ATRAPADOS EN UN MOLDE DE LA CAVIDAD DE SOPLADO.
PIEZAS DE INSERCION CON ROSCA PARTIDA Y REFRIGERADA PARA EL MOLDEO DE PREFORMADOS POR INYECCION.
(16/08/2002) SE PRESENTAN ELEMENTOS INSERTADOS HENDIDOS CON ROSCAS QUE SE UTILIZA EN PREFORMAS DE BOTELLAS DE MOLDEADO POR INYECCION DE TEREFTALATO DE POLIETILENO (TPE). CADA ELEMENTO INSERTADO TIENE UNA SUPERFICIE INTERIOR CURVADA . UN PAR DE ELEMENTOS INSERTADOS ESTAN MONTADOS CARA A CARA EN EL MOLDE DE MANERA QUE LAS SUPERFICIES INTERIORES SE COMBINAN PARA FORMAR UNA ABERTURA A TRAVES DE LAS MISMAS. LA ABERTURA PROPORCIONA LA PORCION DE LA CAVIDAD QUE FORMA LA PORCION DE CUELLO DE LA PREFORMA. CADA UNO DE LOS ELEMENTOS INSERTADOS SEPARADOS CON ROSCAS TIENE UN CONDUCTO ENCERRADO A TRAVES DEL QUE CIRCULA UN FLUIDO DE REFRIGERACION PARA MEJORAR LA REFRIGERACION Y REDUCIR LA DURACION DEL CICLO DE MOLDEADO. EL CONDUCTO DE LIQUIDOS DE REFRIGERACION…
MAQUINAS PARA LA PRODUCCION DE RECEPTACULOS DE MATERIAL PLASTICO.
(16/12/2001) LA MAQUINA PARA LA PRODUCCION DE RECEPTACULOS DE UN MATERIAL DE PLASTICO COMPRENDE UN DISPOSITIVO DE CARGA EN EL SE ENCUENTRAN COLOCADAS LAS PREFORMAS CON EL CUELLO HACIA ABAJO SOBRE UNOS SOPORTES DE UNOS PORTADORES DOBLES QUE SON CALENTADOS EN UN DISPOSITIVO DE CALENTAMIENTO E INTRODUCIDOS EN UN DISPOSITIVO DE ESTIRADO-SOPLADO . EN ESTE ULTIMO SE FORMAN LOS RECEPTACULOS Y A CONTINUACION SE DESCARGAN EN UN DISPOSITIVO DE DESCARGA . EN LA PARTE DE LA PISTA DE GUIA LOS SOPORTES Y LAS PREFORMAS QUEDAN ALINEADOS EN UNA SOLA FILA, MIENTRAS QUE EN LA PARTE LOS SOPORTES Y LAS PREFORMAS QUEDAN DISPUESTOS EN UNA PLURALIDAD DE FILAS PARALELAS. ENTRE CADA FILA DE PREFORMAS…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}