Procedimiento de tratamiento termomecánico.
(08/07/2020) Procedimiento de tratamiento termomecanico para la produccion de una chapa gruesa a partir de un material de partida para el aumento de la tenacidad, en particular, la tenacidad a baja temperatura, de la chapa gruesa , en el que la chapa gruesa se calienta, se conforma de forma parcial y final mediante laminacion y se enfria de forma acelerada con respecto a un enfriamiento a temperatura ambiente, enfriandose de forma acelerada la chapa gruesa calentada para una conformacion parcial a una temperatura superior a Ac3 despues de su conformacion final, caracterizado porque la chapa gruesa se enfria de forma acelerada entre la conformacion parcial y final a una temperatura inferior…
Chapa de acero y un método para su fabricación.
(09/10/2019) Una chapa de acero laminada en caliente que tiene la siguiente composición química y estructura metalográfica:
composición química: consiste en, en porcentaje de masa, C: 0,05 - 0,20 %, Si: 0,02 - 3,0 %, Mn: 0,5 - 3,0 %, Cr: 0,05 - 1,0 %, Al sol.: 0,01 - 1,0 %, uno o más elementos seleccionados del grupo que consiste en Ti, Nb, Mo, V y W: un total del 0,002 - 0,03 %, opcionalmente uno o más de Ca, Mg y REM en una cantidad total de como máximo el 0,0050 %, y un resto de Fe e impurezas, incluyendo las impurezas P: como máximo el 0,5 % y S: como máximo el 0,05 %;
estructura metalográfica: una región de 100 μm a 200 μm en la dirección del grosor de la chapa desde la superficie de la chapa de acero consiste en ferrita y una estructura restante,…
Chapa de acero laminada en caliente.
(05/06/2019) Una chapa de acero laminada en caliente que tiene una composición química que consiste, en % en masa,
C: 0,03 al 0,2%,
Mn: 0,1 al 3,0%,
P: 0,10% o menos,
S: 0,03% o menos,
Al + Si: 0,2 al 3,0%,
N: más del 0% e igual o menos del 0,01%,
O: más del 0% e igual o menos del 0,01%,
uno o ambos seleccionados de
Ti: igual o mayor que (0,005 + 48/14 [N] + 48/32 [S]) % igual o menor que el 0,3%, en donde [N] indica el contenido de N en % en masa y [S] indica el contenido de S en % en masa, y
Nb: del 0,01 al 0,3%;
Mg: del 0 al 0,01%,
Ca: del 0 al 0,01%,
REM: del 0 al 0,1%,
B: del 0 al 0,01%,
Cu: del 0 al 2,0%,
Ni: del 0 al 2,0%,
Mo: del 0 al…
Chapa de acero laminado en frío de alta resistencia que tiene una excelente abocardabilidad y perforabilidad de precisión, y un método fabricación de dicha chapa.
(28/05/2019) Una chapa de acero laminado en frío de alta resistencia que tiene una excelente abocardabilidad y perforabilidad de precisión que comprende:
en % de masa, C:
más de 0,01% a 0,4% o menos;
Si: no menos de 0,001% ni más de 2,5%;
Mn: no menos de 0,001% ni más de 4%;
P: 0,001 a 0,15% o menos;
S: 0,0005 a 0,03% o menos;
Al: no menos de 0,001% ni más de 2%;
N: 0,0005 a 0,01% o menos; y
opcionalmente un tipo o dos tipos o más de, en % de masa,
Ti: no menos de 0,001% ni más de 0,2%;
Nb: no menos de 0,001% ni más de 0,2%;
B: no menos de 0,0001% ni más de 0,005%;
Mg: no menos de 0,0001% ni más de…
Chapa de acero laminada en caliente para endurecimiento en horno con excelente aptitud para ser trabajada y método para fabricarla.
(26/04/2019) Una chapa de acero laminada en caliente para endurecimiento en horno con excelente aptitud para ser trabajada, que comprende, en términos de % en masa, C de 0,01 a 0,2%, Si de 0,01 a 2%, Mn de 0,1 a 2%, P de 0,1% o menos, S de 0,03% o menos, Al de 0,001 a 0,1%, N de 0,01% o menos, Nb de 0,005 a 0,05%, opcionalmente uno o más seleccionados de: Ti de 0,001 a 0,02%, B de 0,0002 a 0,002%, Cu de 0,2 a 1,2%, Ni de 0,1 a 0,6%, Mo de 0,05 a 1%, V de 0,02 a 0,2% y Cr de 0,01 a 1%,
además opcionalmente uno o ambos de Ca de 0,0005 a 0,005% y REM de 0,0005 a 0,02%,
siendo resto, Fe e impurezas inevitables,
en la que la microestructura es una microestructura que consiste en una microestructura…
Chapa de acero laminado en caliente y método de fabricación de ésta.
(24/04/2019) Una chapa de acero laminado en caliente que tiene una resistencia a la tracción máxima de 980 MPa o más y una excelente tenacidad a baja temperatura, que comprende:
una composición química que consiste en, en % en masa,
C: 0,01 a 0,2%;
Si: 0,001 a 2,5%;
Mn: 1 a 4,0%;
P: 0,10% o menos;
S: 0,03% o menos;
Al: 0,001 a 2,0%;
N: 0,0005 a 0,01%;
O: 0,001 a 0,01%; y
Ti: 0,03 a 0,30%;
opcionalmente uno o más de Nb: 0,01 a 0,30%;
Cu: 0,01 a 2,0%;
Ni: 0,01 a 2,0%;
Mo: 0,01 a 1,0%;
V: 0,01 a 0,3%;
Cr: 0,01 a 2,0%;
Mg: 0,0005 a 0,01%;
Ca: 0,0005 a 0,01%;
…
Chapa de acero de alta resistencia galvanizada por inmersión en caliente con excelente resistencia a la fractura retardada y método para su fabricación.
(02/04/2019) Una chapa de acero de alta resistencia galvanizada por inmersión en caliente que tiene una excelente resistencia a la fractura retardada, que comprende:
una chapa de acero base fabricada con acero que contiene:
en % en masa,
C: 0,075 a 0,400%;
Si: 0,01 a 2,00%;
Mn: 0,80 a 3,50%;
P: 0,0001 a 0,100%;
S: 0,0001 a 0,0100%;
Al: 0,001 a 2,00%;
O: 0,0001 a 0,0100%;
N: 0,0001 a 0,0100%; y
de manera opcional, en % en masa, un tipo o dos o más tipos seleccionados de
Cr: 0,01 a 2,00%,
Ni: 0,01 a 2,00%,
Cu: 0,01 a 2,00%,
Mo: 0,01 a 2,00%,
B: 0,0001 a 0,0100%,
W: 0,01 a 2,00%,
Ti: 0,001 a 0,150%,
Nb: 0,001 a 0,100%,
V: 0,001…
Procesamiento de aleaciones de titanio-aluminio-vanadio y productos fabricados de ese modo.
(28/02/2018). Solicitante/s: ATI Properties LLC. Inventor/es: HEBDA,JOHN J, HICKMAN,RANDALL W, GRAHAM,RONALD A.
Un método para formar un artículo a partir de una aleación de titanio α-ß que consiste en, en porcentajes en peso, de 2,9 a 5,0 de aluminio, de 2,0 a 3,0 de vanadio, de 0,4 a 2,0 de hierro, de 0,2 a 0,3 de oxígeno, de 0,005 a 0,3 de carbono, de 0,001 a 0,02 de nitrógeno, menos de 0,5 de otros elementos, el resto titanio e impurezas accidentales, comprendiendo el método:
trabajar en frío la aleación de titanio α-ß a una temperatura de hasta menos de 677 °C (1250 °F).
PDF original: ES-2665894_T3.pdf
Hoja de acero laminada en caliente y procedimiento para producir la misma.
(07/06/2017) Una hoja de acero laminada en caliente de alta resistencia que tiene una resistencia a la tracción mayor que o igual a 440 MPa, que consiste en, en % en masa,
C: un contenido [C] de 0,0001% a 0,40%,
Si: un contenido [Si] de 0,001% a 2,5%,
Mn: un contenido [Mn] de 0,001% a 4,0%,
P: un contenido [P] de 0,001% a 0,15%,
S: un contenido [S] de 0,0005% a 0,10%,
Al: un contenido [Al] de 0,001% a 2,0%,
N: un contenido [N] de 0,0005% a 0,01%,
O: un contenido [O] de 0,0005% a 0,01%, opcionalmente uno o más seleccionados de un grupo que consiste en, en % en masa,
Ti: un contenido [Ti] de 0,001% a 0,20%,
Nb: un contenido [Nb] de 0,001% a 0,20%,
V: un contenido [V] de 0,001% a 1,0%,
W: un contenido [W] de 0,001% a 1,0%,
B: un contenido…
Chapa de acero para esmaltar, excepcionalmente excelente en resistencia al golpe de uña y método de producción de la misma.
(12/10/2016). Solicitante/s: NIPPON STEEL & SUMITOMO METAL CORPORATION. Inventor/es: NISHIMURA, SATOSHI, MURAKAMI,Hidekuni.
Una chapa de acero para el esmaltado excelente en resistencia al golpe de uña caracterizada porque comprende, en % en peso,
C: 0,0003 % a 0,010 %,
Si: 0,001 % a 0,100 %,
Mn: 0,03 % a 1,30 %,
Al: 0,0002 % a 0,010 %,
N: 0,0055 % o menos,
P: 0,035 % o menos,
S: 0,08 % o menos,
O: 0,005 % a 0,085 %,
Nb: más del 0,055 % a no más del 0,250 %, y
además comprende opcionalmente, en % en peso, uno o dos o más de B: 0,0003 a 0,0030 %,
V: 0,003 a 0,15 %,
Ni: 0,0001 a 0,05 %,
Ti: 0,0001 a 0,05 %,
Cu: 0,0001 a 0,05 %,
Cr: 0,0001 a 0,05 %,
uno o más de Ta, W, Mo, La, Ce, Ca y Mg en un total del 1,0 % o menos, y
uno o más de As, Se, Sn y Sb en un total del 1,0 % o menos, y
el resto Fe e impurezas inevitables.
PDF original: ES-2605581_T3.pdf
Lámina de acero dura extra-delgada y método de fabricación de la misma.
(25/05/2016) Una lámina de acero dura, extra-delgada que tiene un espesor de lámina de 0,400 mm o menor, que comprende, en % en masa,
C: 0,800 % o menos;
N: 0,600 % o menos;
Si: 2,0 % o menos;
Mn: 2,0 % o menos;
P: 0,10 % o menos;
S: 0,100 % o menos;
Al: 3,0 % o menos;
opcionalmente uno o más seleccionados de
O: 0 a 0,200 %;
Ti: 0 a 4,00 %;
Nb: 0 a 4,00 %;
REM: 0 a 4,00 %;
B: 0 a 0,0300 %;
Cu: 0 a 8,00 %;
Ca: 0 a 1,00 %;
Ni: 0 a 8,00 %;
Cr: 0 a 20,00 %, y Sn, Sb, Mo, Ta, V y W cada uno en una cantidad de 0,10 % o menor, y siendo el resto Fe e impurezas inevitables, en la que
la lámina de acero dura, extra-delgada contiene 0,05 % o más, en fracción de volumen, de una segunda fase que tiene un eje mayor medio de 0,10 μm o mayor y un eje menor medio de 0,05 μm o mayor…
Chapa de acero inoxidable ferrítico excelente en cuanto a capacidad de troquelado y procedimiento para la producción de la misma.
(16/03/2016) Chapa de acero inoxidable ferrítico, que comprende:
una composición que consiste en
del 0,0030 al 0,012 por ciento en masa de C,
el 0,13 por ciento en masa o menos de Si,
el 0,25 por ciento en masa o menos de Mn,
el 0,04 por ciento en masa o menos de P,
el 0,005 por ciento en masa o menos de S,
el 0,06 por ciento en masa o menos de Al,
del 0,0030 al 0,012 por ciento en masa de N,
del 20,5 al 23,5 por ciento en masa de Cr,
del 0,3 al 0,6 por ciento en masa de Cu,
el 0,5 por ciento en masa o menos de Ni,
del 0,3 al 0,5 por ciento en masa de Nb, del 0,05 al 0,15 por ciento en masa de Ti;
y opcionalmente
el 0,001 por ciento en masa o menos de B,
el 0,1 por ciento en masa o menos de Mo,
el 0,05 por ciento en masa…
Chapa de acero laminada en caliente para endurecimiento en horno con excelente aptitud para ser trabajada y método para fabricar la misma.
(21/10/2014) Una chapa de acero laminada en caliente para endurecimiento en horno con excelente aptitud para ser trabajada, que comprende, en términos de % en masa, C de 0,01 a 0,2%, Si de 0,01 a 2%, Mn de 0,1 a 2%, P de 0,1% o menos, S de 0,03% o menos, Al de 0,001 a 0,1%, N de 0,01% o menos, Nb de 0,005 a 0,05%, opcionalmente uno o más seleccionados de: Ti de 0,001 a 0,02%, B de 0,0002 a 0,002%, Cu de 0,2 a 1,2%, Ni de 0,1 a 0,6%, Mo de 0,05 a 1%, V de 0,02 a 0,2% y Cr de 0,01 a 1%, además opcionalmente uno o ambos, Ca de 0,0005 a 0,005% y REM de 0,0005 a 0,02%, y como el resto, Fe e impurezas inevitables, en la que la microestructura consiste en una ferrita poligonal que tiene un diámetro medio de partícula de 2 μm a 8 μm, y una razón de abundancias de contorno…
Plancha de acero con baja tendencia a la fisuración de la soldadura y un límite de fluencia de 800 MPa y su procedimiento de fabricación.
(26/09/2013) Plancha de acero con baja tendencia a la fisuración de la soldadura y límite de fluencia de 800 MPa, en la que laplancha de acero con baja tendencia a la fisuración de la soldadura está compuesto por los siguientescomponentes químicos: (wt.%: porcentaje en peso):C:0,03-0,08wt.%, Si:0,05-0,70wt.%, Mn:1,30-2,20wt.%,Mo:0,10-0,30wt.%, Nb:0,03-0,10wt.%, V:0,03-0,45wt.%, Ti:0,002-0,040wt.%, Al:0,02-0,04wt.%, B:0,0010-0,0020wt.%, siendo el equilibrio Fe e impurezas inevitables, y el índice de tendencia a la fisuración de la soldadurase representa mediante la siguiente fórmula: Pcm≤0,20%.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE UNA BANDA LAMINADA EN CALIENTE A PARTIR DE ACEROS INOXIDABLES AUSTENITICOS.
(16/11/2006). Solicitante/s: HERTZFELDT, ROGER GUMETA AG. Inventor/es: STEFFENS, FRANK, HERTZFELDT ROGER.
Procedimiento para la fabricación de una banda laminada en caliente a partir de aceros inoxidables austeníticos, sometiendo en una primera etapa un producto de colada a un proceso de laminación en un laminador con un tren de acabado y realizando en una segunda etapa un tratamiento térmico para evitar una sensibilidad a la corrosión, especialmente con respecto a una corrosión intercristalina debida a precipitaciones de carburo de cromo, caracterizado porque para ajustar la temperatura (Twe) de laminación final se ajusta una temperatura (Tein) de entrada del producto de colada en el tren de acabado del laminador por encima de 1.150ºC, preferiblemente por encima de 1.200ºC, mediante un calentamiento de varias etapas, especialmente de dos etapas, que comprende una etapa de precalentamiento y una etapa de calentamiento intensivo, y se realiza el tratamiento térmico directamente a partir del calor de laminación.
PROCEDIMIENTO E INSTALACION PARA EMBUTIR FLEJE METALICO.
(16/10/2005). Ver ilustración. Solicitante/s: SMS DEMAG AG. Inventor/es: SEIDEL, JURGEN.
Procedimiento para embutir fleje metálico en una instalación de laminado de fleje en caliente, alimentándose a una instalación de devanadora el fleje metálico , tras recorrer un tren de acabado y un tramo de enfriamiento , a través de un impulsor que se compone de un rodillo de impulsor superior y otro inferior, sometiéndose el fleje metálico a una reducción del grosor en la región entre el final del tramo de enfriamiento y la instalación de devanadera , caracterizado porque para la reducción del grosor se usan los rodillos o cilindros (3) del impulsor.
PROCEDIMIENTO E INSTALACION DE PRODUCCION PARA PRODUCIR PRODUCTOS PLANOS DELGADOS.
(01/07/2005) Procedimiento para producir productos planos de acero, incluso de gran anchura, a partir de desbastes planos colados en continuo de grosor grande o mediano o de barras delgadas en un tren de desbaste de una o de múltiples cajas, en un camino de rodillos para transportar el producto plano y, dado el caso, para la reversión; a través de un tramo de camino de rodillos dotado de tapas de recubrimiento plegables, termoaislantes, en un dispositivo de calentamiento inductivo para el calentamiento regulado de prebandas a una temperatura definida a lo largo de su longitud y anchura, en un tren de acabado de varias cajas, en…
METODO PARA LA FABRICACION DE UNA BANDA DE ACERO.
(16/03/2005) Método para la fabricación de una banda de acero, en el que, en una máquina de colada continua , se moldea acero fundido transformándolo en un planchón y, usando el calor de colada, se transporta a través de un horno , se desbasta en un aparato desbastador y se lamina en un aparato de acabado en una banda de acero de un espesor final deseado, caracterizado porque es un proceso continuo o semicontinuo y en el que no hay conexión material entre el acero presente en la máquina de colada continua y el acero laminado presente en el aparato desbastador y en el que el planchón o una parte del planchón se alimenta desde el aparato…
PROCEDIMIENTO PARA PRODUCIR UNA BANDA U HOJA DE ACERO.
(01/03/2005) ESTE PROCEDIMIENTO DE PRODUCCION DE UNA CINTA O DE UNA CHAPA DE ACERO CONSISTE EN FUNDIR EL ACERO LIQUIDO EN UNA MAQUINA DE FUNDICION CONTINUA PARA FORMAR UNA PLACA DELGADA, MIENTRAS SE UTILIZA EL CALOR DE COLADA, SUMINISTRAR ESTA COLADA A UN HORNO, DESBASTAR ESTE ACERO EN UN PUESTO DE DESBASTE, PARA DARLE UN ESPESOR DE LAMINADO, Y LUEGO HACERLO PASAR AL LAMINADOR DE CONFORMACION EN FRIO Y DE ACABADO, PARA FORMAR LA CINTA O LA CHAPA DE ACERO CON EL ESPESOR FINAL DESEADO, CARACTERIZANDOSE ESTE PROCEDIMIENTO POR LO SIGUIENTE: (A) PARA PRODUCIR UNA CINTA DE ACERO LAMINADO DE TIPO FERRITICO, SE SACA DEL HORNO, SIN INTERRUPCION, LA CINTA, LA PLACA O UNA DE SUS PARTES, A UNAS VELOCIDADES QUE CORRESPONDEN PRACTICAMENTE A LA VELOCIDAD DE ENTRADA EN EL PUESTO DE DESBASTE, Y LUEGO EN EL DE LA REDUCCION DE ESPESOR, A PARTIR DEL PUESTO DE…
PROCEDIMIENTO PARA LA FABRICACION DE UNA BANDA LAMINADA EN CALIENTE Y UNA LINEA DE BANDA LAMINADA EN CALIENTE PARA LA REALIZACION DEL PROCEDIMIENTO.
(16/12/2004) Procedimiento para la fabricación de una banda laminada en caliente (W) que se basa en un acero sin alear o de baja aleación con adiciones de elementos de microaleación, procedente de colada continua, en forma de desbastes, desbastes finos o banda fundida, empleados directamente del calor de la fundición o recalentados, con lo cual la banda laminada en caliente (W) pasa a través de un escalón de acabado (FS), que está formado por varios equipos de laminación (F1-F7), que abarca los siguientes pasos: - La introducción de la banda laminada en caliente (W) en el primer equipo de laminación (F1) del escalón de acabado (FS) con una temperatura (T1), que está al menos 30ºC por encima de la temperatura de parada de la recristalización (TREK STOP), - El laminado de modo continuo…
PROCEDIMIENTO E INSTALACION PARA CONFORMAR BANDA METALICA EN UNA INSTALACIONDE LAMINADO A B ANDA EN CALIENTE.
(01/12/2004). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: SEIDEL, JURGEN.
A FIN DE AJUSTAR LA RELACION DE PLANEIDAD Y DE TENSION MINIMA Y MAXIMA DESEADA EN UN METAL LAMINADO EN UN EQUIPO DE LAMINADO DE FLEJES EN CALIENTE COMPUESTO DE UN TREN DE ACABADO, UN RECORRIDO DE ENFRIAMIENTO, UN EXCITADOR Y UNA MAQUINA BOBINADORA, SE PROPONE QUE EL MATERIAL DE FLEJE SE CONDUZCA A LA ZONA ENTRE EL RECORRIDO DE ENFRIAMIENTO Y LA BOBINADORA DE FORMA ALTERNA POR ENCIMA Y DEBAJO DE, AL MENOS, DOS RODILLOS DE TRABAJO DE ENDEREZADO POR ESTIRADO DISPUESTOS UNO TRAS OTRO, CONFIGURANDO UNA ZONA DE ENDEREZADO POR ESTIRADO , DISPONIENDOSE LOS RODILLOS DE TRABAJO DE ENDEREZADO POR ESTIRADO CON UN DESPLAZAMIENTO TAL ENTRE SI, QUE EL FLEJE SE INVIERTE EN CADA RODILLO DE TRABAJO DE ENDEREZADO POR ESTIRADO.
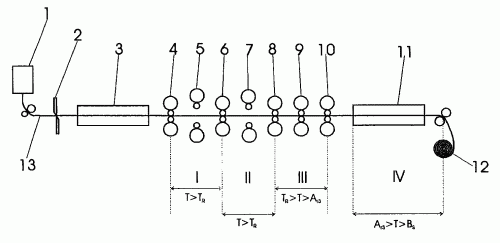
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR UNA BANDA DE ACERO LAMINADA FERRITICAMENTE.
(01/07/2004) Un procedimiento para producir una banda de acero laminada ferríticamente, en el que el acero se cuela en una máquina de colada continua para formar una plancha y, utilizando el calor de la colada, ésta se transporta a través de un dispositivo de horno , experimenta una laminación preliminar en un dispositivo de laminación preliminar y, en un dispositivo de laminación final , se lamina hasta su acabado para formar la banda de acero ferrítico con un espesor final deseado, caracterizado porque, en un procedimiento sin fin o semi-sin fin, la plancha se lamina en la región austenítica en el dispositivo de laminación preliminar y, después de laminar en la región austenítica, se enfría hasta una temperatura en la que el acero tiene una estructura sustancialmente ferrítica, y la banda se lamina, en el dispositivo de laminación…
DISPOSITIVO Y PROCEDIMIENTO PARA FABRICAR UN FLEJE DE ACERO DELGADO.
(01/05/2004) Un dispositivo para producir un fleje de acero delgado, que comprende al menos una o más máquinas de colada continua para colar palanquillas de acero de un grosor de menos de 120 mm, un dispositivo de horno que es adecuado para calentar y/o homogeneizar una palanquilla, y al menos un dispositivo de laminación para reducir el grosor de una palanquilla que es transportada fuera del dispositivo de horno , en el que hay dispuesta una máquina de soldar entre la máquina de colada continua o las máquinas de colada continua y el dispositivo de laminación para fundir caras extremas estrechas de las palanquillas y unir luego, juntándolas,…
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR UNA BANDA DE ACERO DE ALTA RESISTENCIA.
(16/12/2003) Procedimiento para producir un fleje de acero de alta resistencia, en el que se cuela acero líquido en al menos una máquina de colada continua con una o más cuerdas para formar una palanquilla y, utilizando el calor de colada, se transporta a través de un dispositivo de horno , experimenta una laminación preliminar en un dispositivo de laminación preliminar y, en un dispositivo de laminación final , se somete a una laminación de acabado para formar un fleje de acero con el grosor final deseado, y, en un procedimiento continuo, sin fin o casi sin fin, la palanquilla experimenta un laminac ión preliminar en, esencialmente, el intervalo austenítico en el dispositivo de laminación preliminar y, en el dispositivo de laminación final , se lamina…
PROCEDIMIENTO E INSTALACION PARA LA PRODUCCION CONTINUA DE PRODUCTOS PLANOS DELGADOS LAMINADOS EN CALIENTE.
(01/10/2002). Solicitante/s: SMS DEMAG AG SALZGITTER AG. Inventor/es: WEHAGE, HARALD, SKODA-DOPP, ULRICH, JACOBI, HORST.
Procedimiento de producción para la producción continua de productos planos laminados en caliente, a partir de banda colada delgada, en una instalación que se compone de un tren desbastador de una sola caja, de un tren acabador de varias cajas, de un camino de rodillos de salida con dispositivos para el enfriamiento de la banda caliente, así como de máquinas bobinadoras antepuestas y pospuestas para el arrollamiento de la banda caliente, caracterizado porque la banda colada en un espesor de 5 - 18 mm se enfría controlada bajo atmósfera gaseosa protectora, antes de llegar al tren desbastador de una sola caja, y la banda caliente laminada en desbaste, se enfría, calienta o mantiene a temperatura, en forma controlada opcionalmente, en un dispositivo dispuesto a continuación del tren desbastador, así como se recalienten las aristas de la banda caliente.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE BANDA FERRITICA LAMINADA EN CALIENTE.
(01/07/2002). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: ROHDE, WOLFGANG, PROF. DR., ALBEDYHL, MANFRED.
UNA INSTALACION DE PRODUCCION, PARA LA GENERACION DE PRODUCTOS PLANOS LAMINADOS EN CALIENTE, SE COMPONE DE UNA CALLE DE LAMINACION DE EQUIPACION MULTIPLES, UN PASO DE DESARROLLO CON EQUIPOS PARA ENFRIAMIENTO DE LA BANDA EN CALIENTE Y CON MAQUINAS DE ENROLLADO DISPUESTAS A CONTINUACION PARA ENROLLADO DE LA BANDA A PARTIR DEL RODILLO FERRITICO DE BANDA EN CALIENTE, CONFIGURANDOSE DE TAL MODO, QUE EN LA DIRECCION DE LAMINACION SE HA PREVISTO DETRAS DE LA MAQUINA DE ENROLLADO UNA ETAPA DE CONFORMACION COMPACTA EN FORMA DE UN MECANISMO LAMINADOR DE UNO O MULTIPLES EQUIPOS PARA EL LAMINADO DE BANDAS DELGADAS.
PROCEDIMIENTO E INSTALACION PARA LA LAMINACION DE BANDA ANCHA EN CALIENTE EN UNA INSTALACION CSP.
(01/02/2002). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: HENSGER, KARL-ERNST, DR. ING. HABIL., DAVIS, ROBERT, BS MET. ENG R MBA.
AL CONTRARIO QUE EN TRANSFORMACIONES NORMALES, EN LA TRANSFORMACION TERMOMECANICA SE MANTIENEN CONSTANTES LAS TEMPERATURAS DURANTE LA TRANSFORMACION FINAL, SIN PRODUCIRSE O PRODUCIENDOSE APENAS LA RECRISTALIZACION DE LA AUSTENITA. PARA EL LAMINADO EN INSTALACIONES CSP Y PARA QUE LOS DESBASTES FINOS INTRODUCIDOS EN LA INSTALACION LAMINADORA CSP CON ESTRUCTURA FUNDIDA PUEDAN SER AJUSTADOS AL PRECAPEADO TERMICO, SE PROPONE SEGUN LA INVENCION DEJAR QUE SE COMPLETE LA RECRISTALIZACION DE LA ESTRUCTURA FUNDIDA A UTILIZAR EN LA PRIMERA TRANSFORMACION TERMOMECANICA, ANTES DE QUE TENGA LUGAR OTRA TRANSFORMACION.
INSTALACION DE PRODUCCION PARA LAMINAR DE FORMA CONTINUA O DISCONTINUA BANDA EN CALIENTE.
(01/11/2000) PARA LA ELIMINACION CONTINUA O DISCONTINUA DE BANDAS EN CALIENTE CON ESTRUCTURA FERRITICA Y/O AUSTENITICA A PARTIR DE LLANTONES DELGADOS ELABORADOS MEDIANTE FUNDICION DE COLADA EN CUERDA CONTINUA SE PROPONE UNA INSTALACION DE PRODUCCION, DONDE DETRAS DE UNA INSTALACION DE COLADA EN CUERDA CONTINUA Y ANTES DEL HORNO DE COMPENSACION SE DISPONE DE UNA CIZALLA ASI COMO TAMBIEN DETRAS DEL HORNO DE COMPENSACION Y ANTES DEL MECANISMO DE LAMINACION SE DISPONE DE UNA OTRA CIZALLA Y UN DISPOSITIVO DE DESOXIDACION, Y DE FORMA QUE DETRAS DEL MECANISMO DE LAMINACION SE ENCUENTRA UN DISPOSITIVO DE CALENTAMIENTO O DISPOSITIVO DE REFRIGERACION Y UNA DEVANADERA DE BANDA O BIEN UNA MAQUINA DE ENROLLADO. ES CARACTERISTICA LA INSTALACION DE PRODUCCION A TRAVES DE MULTIPLES CALLES DE LAMINACION TRABAJANDO DE FORMA CONTINUA, POR…
INSTALACION DE PRODUCCION DE BANDA EN CALIENTE PARA LAMINAR BANDA DELGADA.
(16/04/2000). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: KNEPPE, GUNTER DR., ROSENTHAL, DIETER, KRAMER, STEPHAN.
SE PROPONE UNA INSTALACION DE PRODUCCION PARA LA GENERACION DE PRODUCTOS PLANOS DE LAMINACION EN CALIENTE, COMPUESTA DE UNA CALLE DE LAMINACION CON EQUIPACION MULTIPLE, UNA VIA DE RODILLO DE SALIDA CON EQUIPOS PARA REFRIGERACION DE LA BANDA EN CALIENTE Y CON MAQUINA DE ENROLLADO DISPUESTA A CONTINUACION PARA ENROLLADO DE LA BANDA, POR MEDIO DE LA CUAL PUEDE SER LAMINADO UN MATERIAL DE BANDA BAJO LIMITACION DESEADA DE LA VELOCIDAD DE DESARROLLO CON ESPESORES PEQUEÑOS.
METODO Y LINEA PARA EL LAMINADO EN CONTINUO DE CHAPA Y/O BANDA.
(16/04/2000) METODO Y LINEA CORRESPONDIENTE PARA EL LAMINADO CONTINUO DE PLACAS Y/O BANDAS, EMPEZANDO DESDE AL MENOS DOS LINEAS PARA LA COLADA CONTINUA DE ZAMARRAS DELGADAS DE ENTRE 60 Y 120 MM DE GROSOR, EN DONDE LAS ZAMARRAS EXPERIMENTAN AL MENOS UN PASO DE CALENTAMIENTO, UN PASO DE DESBASTACION EN UN TREN DESBASTADOR , UN PASO DE ENROLLADO DEL PRODUCTO LAMINADO CUANDO SALE DEL TREN DESBASTADOR Y UN PASO DE ACABADO EN UN TREN DE ACABADO , EN DONDE LOS TRENES SON COMPARTIDOS POR LAS DOS O MAS LINEAS DE COLADO, LOS CRISTALIZADORES CUELAN DE FORMA CONTINUA LAS ZAMARRAS PREVIAS A LO QUE LE SIGUEN UNOS DISPOSITIVOS DE REDUCCION BLANDA , LAS ZAMARRAS PREVIAS SE CUELAN DE FORMA CONTINUA HASTA QUE ALCANZAN UN GROSOR DE ENTRE 70…
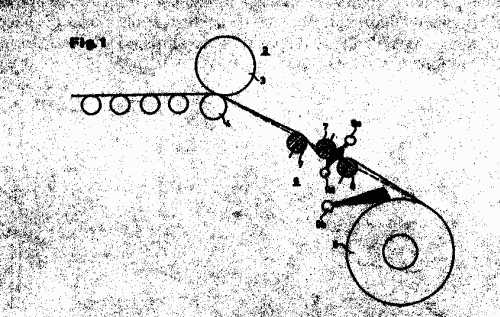
METODO PARA PRODUCIR FLEJES, A PARTIR DE LAMINAS FINAS Y PLANTA RELATIVA.
(01/04/1999) PLANTA Y METODO PARA LA PRODUCCION DE FLEJES A PARTIR DE LAMINAS FINAS PRODUCIDAS MEDIANTE UNA PLANTA DE FUNDICION DE CON SOLIDIFICACION CONTINUA EN LA QUE LA LAMINA FINA SUFRE AL MENOS UNA FASE DE DESOXIDACION, SEGUIDA DE UNA FASE DE DESBASTADO Y UNA FASE DE ACABADO ANTES DE SER ARROLLADA EN BOBINAS, EL PERFIL ES SOMETIDO A UNA ACCION DE OSCILACION, Y SU CONFORMACION ESTA, AL MENOS EN PARTE, CORRELACIONADA CON LOS PARAMETROS DE FUNDICION ( AL MENOS LA VELOCIDAD, TEMPERATURA Y ESTRUCTURA COMPUESTA DEL ALUMINIO) POR LO QUE LA LAMINA FINA QUE SALE DEL CRISTALIZADOR DE LA PLANTA DE FUNDICION CON SOLIDIFICACION CONTINUA , TIENE UN GROSOR DE ENTRE 70 Y 100 MM., Y VIAJA A UNA VELOCIDAD DE ENTRE 2 Y 10 METROS…
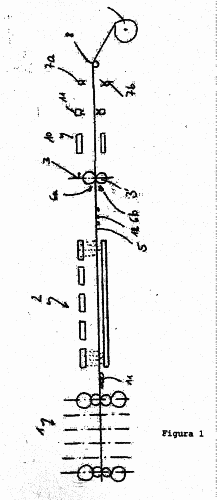
EQUIPO PARA ENROLLAR Y DESENROLLAR LAMINAS DELGADAS.
(16/06/1996) UN EQUIPO PARA ENROLLAR Y DESENROLLAR LAMINAS PEQUEÑAS QUE COOPERA CON UNA INSTALACION DE FUNDICION CONTINUA QUE PRODUCE LAMINAS DELGADAS Y QUE SE ENCUENTRA COLOCADO EN EL MISMO EJE QUE ESA INSTALACION , HABIENDO INCLUIDO, CORRIENTE ARRIBA DEL EQUIPO DE ENROLLADO Y DESENROLLADO, UN HORNO DE CALENTAMIENTO Y DE IGUALACION DE LA TEMPERATURA , AL MENOS UN PAR DE LAMINADORES DE ESTIRADO QUE COOPERAN CON EL EQUIPO DE ENROLLADO Y DESENRROLLADO , QUE CONSTA DE DOS UNIDADES DE BOBINADO Y DESBOBINADO (20A-20B) COLOCADAS CIRCUNFERENCIALMENTE EQUIDISTANTES DE, Y SOBRE, UNA PLACA BASE CAPAZ DE ROTAR ALREDEDOR DE UN EJE VERTICAL SUSTANCIALMENTE CENTRAL, EN DONDE UNA DE LAS UNIDADES (20A-20B) ALTERNATIVAMENTE TOMA…
{kind=link}
{kind=link}
{kind=link}