CIP-2021 : B21K 1/76 : de elementos no mencionados en alguno de los grupos precedentes.
CIP-2021 › B › B21 › B21K › B21K 1/00 › B21K 1/76[1] › de elementos no mencionados en alguno de los grupos precedentes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21K 1/00 hasta B21K 25/00: Fabricación de piezas especiales por forjado, prensado o martillado; Equipo correspondiente
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K).
B21K 1/00 Fabricación de elementos de máquinas.
B21K 1/76 · de elementos no mencionados en alguno de los grupos precedentes.
CIP2021: Invenciones publicadas en esta sección.
Cremallera y un procedimiento para la fabricación de una cremallera para un automóvil.
(17/06/2020) Procedimiento para la fabricación de una cremallera para un mecanismo de dirección de un automóvil, que presenta al menos una sección de dentado con un dentado y al menos una sección de vástago con como mínimo una sección de rosca con una rosca coaxial , que tiene una longitud de rosca en la dirección de un eje longitudinal (L), en donde se facilitan segmentos independientes, que comprenden como mínimo un segmento de diente en cada caso en forma de barra y un segmento de vástago , que se orientan en un eje longitudinal (L) común y se unen entre sí en un punto de ensamble , caracterizado por las etapas:
- facilitar una pieza de material para mecanizar de vástago con una longitud de pieza (G) de un múltiplo de la longitud de segmento de vástago (Is),
- generar una rosca continua en dirección…
Procedimiento para producir un anillo soldado.
(08/04/2020). Solicitante/s: Oetiker Schweiz AG. Inventor/es: MIESSMER,STEFAN.
Procedimiento para producir un anillo soldado, en el que una banda con una longitud correspondiente a la circunferencia del anillo es doblada para formar un anillo y soldada en sus extremos , en el que la soldadura de ambos bordes laterales de anillo es llevada a cabo de fuera hacia dentro, caracterizado por que los extremos de banda que van a ser soldados juntos presentan un desplazamiento en la dirección circunferencial del anillo situado en el plano de banda y la soldadura es llevada a cabo desde ambos bordes laterales de anillo hasta el desplazamiento.
PDF original: ES-2797080_T3.pdf
Procedimiento para mecanizar una pieza funcional.
(20/09/2017) Procedimiento para mecanizar una pieza funcional , que se extiende en una dirección longitudinal y una superficie envolvente , que rodea un eje central longitudinal de la pieza funcional que discurre en la dirección longitudinal, y una superficie frontal que delimita la pieza funcional en un extremo libre en dirección axial, en donde se aprieta un troquel que puede trasladarse en la dirección longitudinal de la pieza funcional sobre la superficie frontal de la pieza funcional , mientras que la pieza funcional se encuentra primero al menos a lo largo de un tramo parcial que se conecta a su extremo libre de su extensión longitudinal en una cavidad de una herramienta , la cual está delimitada en dirección radial,…
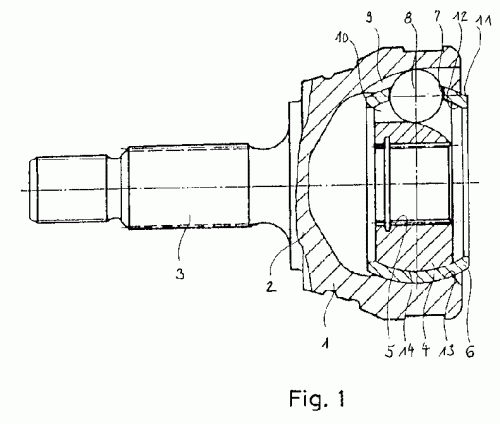
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo.
(15/03/2017). Solicitante/s: THYSSENKRUPP STEEL EUROPE AG. Inventor/es: GÖVERT,MICHAEL.
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando el elemento de conexión una parte exterior articulada o una brida y un gorrón de empalme ,
caracterizado porque se conforma una pieza en bruto en forma de rodaja circular o tubular mediante laminación a presión o torneado hidráulico para dar lugar al elemento de conexión y, usando la laminación a presión o el torneado hidráulico, se crean unas coronas de orientación (10a, 12) y/o una jaula (10b) en la pieza en bruto , creándose, usando la laminación a presión o el torneado hidráulico, zonas radialmente circundantes con grosor de pared variable en la dirección longitudinal en el elemento de conexión.
PDF original: ES-2628352_T3.pdf
Procedimiento para la fabricación de un muñón extrusionado.
(01/02/2017) Procedimiento para la fabricación de un muñón extrusionado que se extiende en un sentido longitudinal y que presenta una superficie envolvente que envuelve un eje central longitudinal del muñón , y una superficie frontal que delimita en el sentido axial el muñón en un extremo libre, en donde el muñón se extrusiona en una herramienta de compresión por medio de al menos un punzón de extrusión y después de la extrusión del muñón se realiza un mecanizado posterior del muñón para mejorar la cilindricidad del muñón al menos a lo largo de una sección de la extensión longitudinal del muñón , y en donde, durante el mecanizado posterior, el muñón …
Procedimiento para la realización de muescas en tubos y máquina asociada.
(17/08/2016) Un procedimiento a través del cual se realiza, en una pared externa de un tubo que se extiende a lo largo de un eje longitudinal (A), mediante la guía de punzones en un plano de trabajo (C) y según una dirección de trabajo (B) concurrente con el eje longitudinal del tubo, al menos una muesca (11, 12, 13, 13a, 13b) que comprende, como mínimo, un lado de bloqueo, y que se caracteriza por llevar a cabo las siguientes fases:
• ET1: se dirige un primer punzón según la dirección de trabajo (B), extendiéndose una punta de preformado del primer punzón desde un extremo del primer punzón y paralelamente al plano de trabajo (C), una intersección de un extremo de inserción de la punta de preformado con el plano de trabajo formando una recta, y una intersección de dicho extremo de inserción de la punta de preformado con un plano…
Procedimiento y dispositivo para la fabricación de componentes metálicos rotacionalmente simétricos.
(27/04/2016) Procedimiento para la fabricación de componentes rotacionalmente simétricos de metal, especialmente acero, en el que se dispone de forma no giratoria una pieza en bruto sobre un primer alojamiento , se hace girar el alojamiento alrededor de un eje de giro (D), de manera que se hace rotar la pieza en bruto alrededor de dicho eje de giro (D), en donde al menos un elemento de moldeo lineal con un contorno que presenta al menos en parte un contorno exterior desenrollado del componente rotacionalmente simétrico o de una forma previa del componente se mueve tangencialmente con respecto a la superficie de la pieza en bruto que gira de forma sincrónica, siendo presionado el elemento de moldeo lineal al mismo tiempo…
Estampa y procedimiento para la forja.
(06/04/2016) Estampa para la forja de una sección que presenta un engranaje de una cremallera de un dispositivo de dirección con primeras y segundas partes de estampa , de las cuales la primera parte de estampa presenta un primer receso de moldeo para el moldeo del engranaje de la cremallera y la segunda parte de estampa presenta un segundo receso de moldeo que presenta la forma del área posterior, opuesta al engranaje , de la cremallera y que pueden juntarse, mediante la conformación de una pieza bruta insertada en la estampa, a partir de una posición abierta en una dirección de cierre hasta una posición final en la que presentan entre sí una distancia (s), estando conformada una cavidad principal entre…
Procedimiento y dispositivo para la fabricación de una pieza moldeada provista con un taladro pasante.
(01/01/2014) Procedimiento para la fabricación de una pieza moldeada (F) provista con un taladro pasante, en el que unmaterial de barra (R) es impulsado hacia delante en su dirección longitudinal en la medida de una longitud definida através de una guía estacionaria de la misma forma de la sección transversal que el material de barra (R) en unamatriz de transformación , cuya pared circunferencial interior establece la periferia exterior de la pieza moldeada(F) a fabricar, el material de barra (R) es retenido fijamente axialmente después del avance hasta la matriz detransformación , la parte del material de barra (R) que se encuentra dentro de la matriz de transformación esatravesada axialmente por medio de al menos una…
(06/11/2013) Procedimiento para la fabricación de un tramo hueco de una cremallera o de una cremallera hueca,extendiéndose un eje longitudinal del tramo hueco de la cremallera en paralelo a una dirección longitudinal y comprendiendo el tramo hueco de la cremallera una pared , que envuelve el eje longitudinal de lacremallera en una dirección circunferencial y que presenta en al menos una zona parcial un dentado ,formándose en la chapa uno o varios debilitamientos y/o cantos de retención en la direccióncircunferencial a distancia del dentado ya incorporado o aún a incorporar, que se extienden respecto a ladirección longitudinal de la cremallera al menos a lo largo de una parte de la longitud del dentado yaincorporado o aún a incorporar al lado del mismo, caracterizado por que el tramo hueco…
Procedimiento para producir una pieza moldeada provista de un orificio pasante y dispositivo para realizar dicho procedimiento.
(15/08/2012) Procedimiento para producir una pieza moldeada (FT) provista de un orificio pasante, en el que en una etapa deavance una pieza en bruto en forma de barra (R) se hace avanzar una longitud definida en su dirección longitudinala través de una guía que presenta la misma forma de sección transversal que la pieza en bruto (R ) en unamatriz , cuya pared perimétrica interior establece el perímetro exterior de la pieza moldeada (FT) que va a serproducida, y a continuación es sujetada, en por lo menos una etapa de conformación la zona extrema de la pieza enbruto ( R) situada fuera de la guía en el lado de la matriz es axialmente deformada por compresión mediante unaestampa y es conformada de este modo para formar un disco (S) limitado en el perímetro por la matriz , enuna etapa de penetración el disco (S) situado en…
Pieza moldeada y procedimiento para la fabricación de este tipo de pieza moldeada.
(07/05/2012) Pieza moldeada que está fabricada a partir de una chapa plana , está configurada al menos por secciones de manera hueca y comprende en su zona hueca una pared que rodea al menos parcialmente la cavidad de la pieza moldeada y presenta en al menos una zona parcial un elemento moldeado , caracterizada por que en dirección de una línea de doblado de la pieza moldeada, a una distancia del elemento moldeado , está configurado al menos un punto de debilitamiento local y/o canto de retención en la superficie exterior de la pared , que se extiende en ángulo recto respecto a la línea de doblado al menos en una…
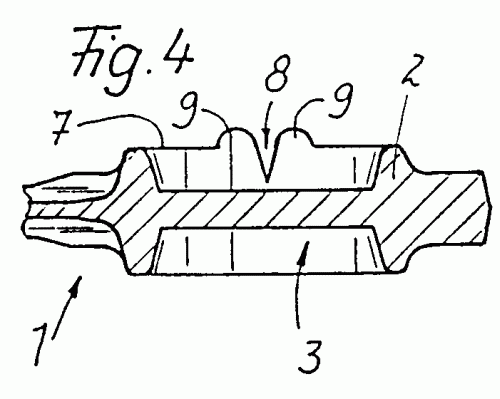
PROCEDIMIENTO DE FABRICACIÓN DE UNA PIEZA FORJADA, PIEZA FORJADA Y ESTAMPA DE FORJA.
(07/04/2011) Procedimiento de fabricación de una pieza forjada, especialmente árboles segmentados , que comprende una prolongación unilateral asimétrica configurada en forma de tres dientes, en donde se prensa material redondo por extrusión transversal lateral en un primer molde para obtener una pieza bruta con una acumulación unilateral de material y a continuación se forja dicho material en una estampa de forja hasta casi alcanzar la forma final, con lo que el recorrido de las fibras en los flancos del diente central está configurado con un paralelismo especialmente bueno con respecto a los flancos y conduce a una resistencia incrementada del diente central
PROCEDIMIENTO DE FABRICACION DE UNA BIELA FORJADA Y UTILLAJE DE FABRICACION PARA LA REALIZACION DE ESTE PROCEDIMIENTO.
(16/06/2007) Procedimiento de fabricación de una biela forjada que comprende una cabeza , un cuerpo y un pie , presentando la indicada cabeza y el mencionado pie espesores diferentes a partir de una pieza desbastada que incluye la misma una cabeza , un cuerpo y un pie , caracterizado porque: - se forma la pieza desbastada por corte transversal de un perfil que presenta una sección transversal correspondiente al perfil de la indicada pieza desbastada , - se coloca la pieza desbastada así formada en un molde cerrado de una matriz inferior de un juego de matrices de acabado que comprende una matriz superior que forma punzón, presentando la indicada matriz superior unos radios de conexión de las superficies comprendidos entre 0, 5 y 1, 5 mm y deslizándose en la matriz inferior con un juego comprendido entre 0, 3 y 0, 05 mm y…
PROCEDIMIENTO PARA FIJAR UNA PIEZA EN FORMA DE BARRA EN UN SOPORTE.
(16/04/2007). Solicitante/s: WILLY VOIT GMBH & CO. Inventor/es: SCHMITT, JAKOB.
Procedimiento para fijar una pieza en forma de barra, preferiblemente con sección transversal cilíndrica, en un soporte que lo envuelve, caracterizado por las siguientes etapas del procedimiento: a) fabricación de un soporte plano, que presenta en dos cantos laterales opuestos elementos para engranar unos en otros en unión positiva, b) doblado hacia arriba de los cantos laterales del soporte , c) conformación del soporte para que tenga una forma de sección transversal que corresponda a la pieza en forma de barra , d) inserción de la pieza en forma de barra en el soporte , e) estampación del soporte alrededor de la pieza en forma de barra , incluyendo la estampación del soporte alrededor de la pieza en forma de barra al menos dos procesos de prensado desplazados 90º uno respecto al otro.
DISPOSITIVO PARA TERMOCONFORMACION.
(16/11/2005). Ver ilustración. Solicitante/s: EIFELWERK HEINRICH STEIN GMBH &CO.KG. Inventor/es: WEBER, GERHARD, BOEHME, DIETRICH.
Dispositivo para la termoconformación de piezas en bruto metálicas, que comprende una prensa de manivela con un mecanismo de palanca acodada para fabricar piezas de trabajo planas anulares con dimensiones predeterminadas, con las siguientes características: 1. en el portaherramientas intermedio superior , unido con la estampa de base superior , está dispuesta una cámara de rebose para un refrigerante, que 1.1. está dispuesta en forma de anillo alrededor del vástago del expulsor superior, y.
PROCEDIMIENTO PARA EXTRAER UNA HERRAMIENTA DE UN OBJETO HUECO Y HERRAMIENTA PARA LA MAQUINACION DE UN OBJETO HUECO.
(01/04/2005) Procedimiento para la deformación de un troquel de un objeto hueco con varias ranuras dispuestas una frente a otra en su superficie de camisa interior , cuyos ejes centrales longitudinales se desarrollan oblicuamente (Cross-Groove) con respecto al plano central longitudinal correspondiente (E), formando el troquel parte de una herramienta con una matriz para el moldeo del objeto hueco y presentando varios segmentos de troquel (9a, 9b) con un reborde lateral exterior (21a, 21b) respectivamente y dispuestos uno frente a otro con respecto a su eje central , separándose los segmentos de troquel (9a, 9b) para el moldeo del objeto hueco en una posición de trabajo en la que los…
MEDIOS PARA LA FABRICACION DE BARRAS DE CREMALLERAS DE DIRECCION.
(01/12/2004) Configuración de maquina herramienta con al menos una máquina herramienta y con al menos un aparato para cambiar las herramientas automáticamente, que consta esencialmente de al menos un estante, un almacén o un dispositivo similar diseñados para alojar las herramientas individuales a cambiar y al menos un dispositivo de substitución de herramientas , donde el robot que actúa como dispositivo de substitución de herramienta tiene una posición fija especificada o una trayectoria de movimiento constante especificada en relación con el(los) almacén(es) o estante(s), donde el(los) almacén(es) de herramientas o los estantes de recepción de herramientas está(n) fijo(s) y/o estático(s) durante la utilización,…
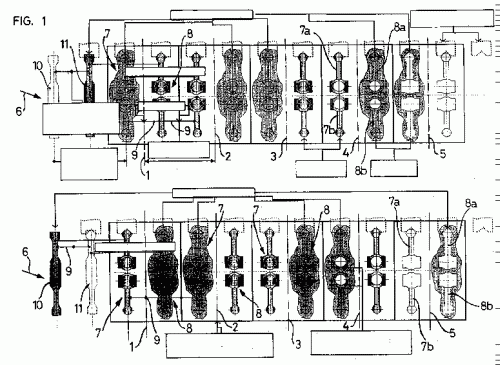
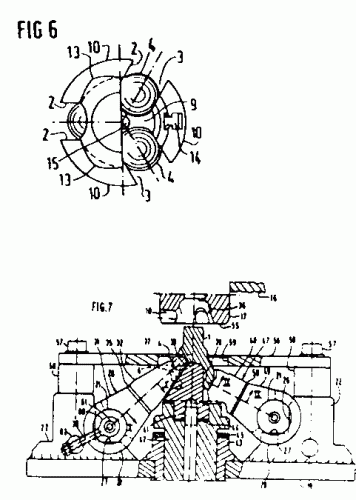
PROCEDIMIENTO PARA FABRICAR PIEZAS ALARGADAS FORJADAS EN ESTAMPA.
(01/07/2004). Ver ilustración. Solicitante/s: SMS EUMUCO GMBH. Inventor/es: STAMM,DETLEF.
Procedimiento para fabricar piezas alargadas forjadas en estampa, mediante conformación en caliente en una prensa vertical de forja, que trabaja de forma totalmente automática con varias etapas de mecanizado (1 a 5) dispuestas sucesivamente o bien de forma adyacente, a la que se conduce el material de partida mediante un sistema de transferencia (ciclo 1, ciclo 2), en cada una de las etapas de mecanizado (1 a 5) situadas de forma adyacente se ocupan alternativamente de grabados (7,8; 7a, 7b; 8a 8b) previstos a una distancia entre centros , que corresponde exactamente a la mitad del paso de transferencia, conduciéndose el material de partida hasta el sistema de transferencia en la entrada de la prensa, alternativamente a la distancia entre centros de los grabados , y transportándose el material de partida en ciclos alternos (ciclo 1, ciclo 2) del sistema de transferencia con un paso de transferencia correspondiente respectivamente al doble de la distancia entre grabados.
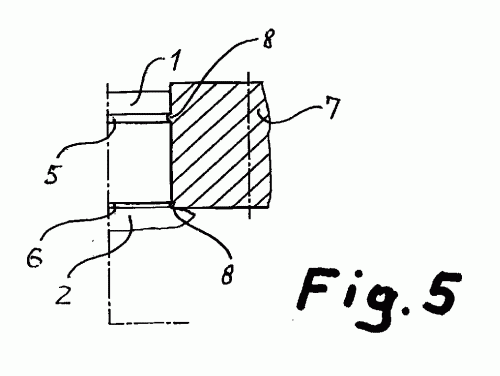
PROCEDIMIENTO PARA LA MECANIZACION DE MUÑONES SOBRE TRIPODES.
(16/03/2004). Ver ilustración. Solicitante/s: THYSSEN KRUPP AUTOMOTIVE GMBH. Inventor/es: MEYER, JURGEN, JAKOB, KONRAD.
CON EL FIN DE PERFECCIONAR LOS PROCEDIMIENTOS DE MECANIZADO DE PIVOTES EN PIEZAS DE TRABAJO TALES COMO TRIPODES , CRUCES ARTICULADAS Y PIEZAS INTERIORES DE ARTICULACIONES, FABRICADAS POR EXTRUSION EN FRIO Y CUYOS PIVOTES ESTEN DOTADOS EN ESTADO ACABADO, EN SU EXTREMO LIBRE Y EN LA JUNTURA ENTRE PIVOTE Y CUERPO CENTRAL, DE UNAS RANURAS ANULARES , DE MODO QUE SE FACILITE EL MECANIZADO DE LAS RANURAS DE LOS PIVOTES EN LA JUNTURA ENTRE EL PIVOTE Y EL CUERPO CENTRAL SIN PERJUICIO DE LA SEGURIDAD DE LA UNION ENTRE LA PIEZA DE TRABAJO Y EL ELEMENTO CORRESPONDIENTE ESTABLECIDA MEDIANTE LOS ANILLOS DE SEGURIDAD, ASI COMO LA POSIBILIDAD DE UNA FACIL TERMINACION DE LA SUPERFICIE DEL PIVOTE EN LA MISMA O EN OTRA OPERACION, SE PROPONE FABRICAR LAS RANURAS DE LOS PIVOTES POR CONFORMACION EN FRIO MEDIANTE CILINDROS DESPUES DE LA FABRICACION DE LA PIEZA DE TRABAJO MEDIANTE EXTRUSION EN FRIO Y/O CALIBRAR LAS SUPERFICIES DE LOS PIVOTES MEDIANTE CILINDROS.
PROCEDIMIENTO PARA LA FABRICACION DE UNA CREMALLERA Y DISPOSITIVO DE ESTAMPACION PARA LLEVAR A CABO EL PROCEDIMIENTO.
(16/09/2003) Dispositivo de estampación para la fabricación de una pieza en bruto para una cremallera para direcciones de cremallera de vehículos automóviles con las siguientes características: - el dispositivo contiene al menos tres herramientas de moldeo que pueden moverse relativamente entre sí, 10 - una de las herramientas de moldeo está fija, las otras dos pueden moverse relativamente entre sí y respecto a la otra herramienta de moldeo, - dos de las herramientas de moldeo tienen superficies activas inclinadas una hacia otra, que están situadas simétricamente respecto a un plano de simetría de la posterior cremallera, en que el plano de simetría está situado perpendicularmente al dentado de la posterior cremallera y contiene el eje longitudinal de la cremallera, - la tercera de las herramientas…
PROCEDIMIENTO DE FABRICACION DE UNA PIEZA EN BRUTO DE BIELA FORJADA.
(16/09/2002). Ver ilustración. Solicitante/s: ASCOFORGE SAFE ASCOMETAL. Inventor/es: MORGEN, PAUL, PECOURT, JEAN-CLAUDE, ROBELET, MARC.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE FABRICACION DE UNA BIELA FORJADA QUE COMPRENDE UNA CABEZA , UN CUERPO Y UN PIE MEDIANTE EL CUAL: - SE FABRICA POR FORJADO UN DESBASTE FORJADO DE BIELA LIBRE DE REBABAS LATERALES Y QUE LLEVA EN LA CABEZA Y EN LOS PIES AL MENOS UN CEBO DE ESCARIADO, - SE CALIBRA EN CONTENIDO EL DESBASTE FORJADO DE BIELA POR APLASTAMIENTO DE DICHO DESBASTE FORJADO DE BIELA ENTRE DOS INSERTOS EN EL INTERIOR DE UNA MATRIZ , PARA OBTENER UN DESBASTE DE BIELA FORJADO CALIBRADO.
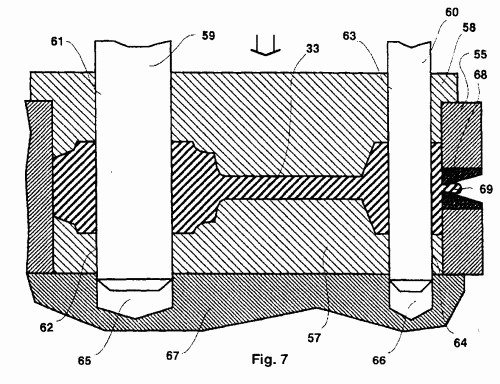
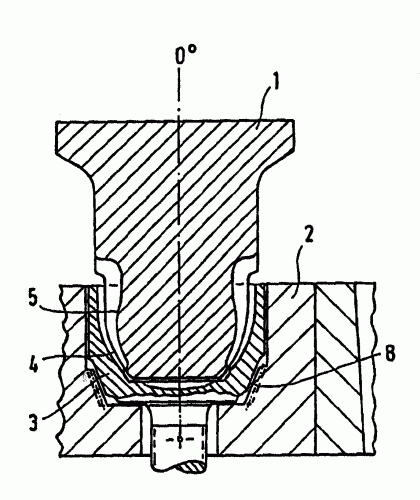
PROCEDIMIENTO PARA FABRICAR LAS PARTES EXTERIORES DE JUNTAS HOMOCINETICAS.
(01/07/2000). Ver ilustración. Solicitante/s: FORD GLOBAL TECHNOLOGIES, INC.. Inventor/es: NOLDEN, REINER.
UN PROCEDIMIENTO PARA FABRICAR LAS PARTES EXTERNAS DE JUNTAS HOMOCINETICAS MEDIANTE LA DEFORMACION PLASTICA DE UN ELEMENTO PREFORMADO QUE TIENE UNA CAVIDAD ABIERTA EN UN LADO PARA PRODUCIR ANILLOS DE RODADURAS DE BOLAS AXIALES, TALLADAS Y SUPERFICIES DE GUIA DE JAULA , EN DONDE EL ELEMENTO PREFORMADO ES RECIBIDO EN UNA HERRAMIENTA EXTERIOR Y LA HERRAMIENTA INTERIOR FORMA PLASTICAMENTE LAS ZONAS DE PAREDES INTERIORES DE LOS ANILLOS DE RODADURAS DE BOLAS Y LAS SUPERFICIES DE GUIA DE LA JAULA MEDIANTE LA APLICACION DE PRESION, LA HERRAMIENTA INTERIOR COMPRENDE UNA MATRIZ DESVIADA DE UNA PIEZA QUE TIENE SEGMENTO CON CURVATURA CONVEXA DISTINTA QUE EN PRIMER LUGAR SE INTRODUCEN CENTRALMENTE EN LA CAVIDAD DEL ELEMENTO PREFORMADO , DESPUES DE LO CUAL SE PRODUCEN LOS CONTORNOS FINALES DESEADOS DE LOS ANILLOS DE RODADURAS DE BOLAS Y LAS SUPERFICIES DE GUIA DE LA JAULA UTILIZANDO MOVIMIENTOS OSCILANTES MULTIPLES CON UN CORRESPONDIENTE ANGULO ORBITAL AL.
APARATO PARA LA FABRICACION DE BARRAS DE CREMALLERAS DE DIRECCION.
(01/05/2000) TROQUEL DE FORJAR PARA CONFORMAR UNA PARTE DE UN BASTIDOR DE DIRECCION QUE TIENE UNOS DIENTES Y DOS CARAS DE GUIADO QUE SE EXTIENDEN LONGITUDINALMENTE DESDE UNA PIEZA EN TOSCO. EL TROQUEL ABARCA UNOS MIEMBROS PRIMERO Y SEGUNDO DEL TROQUEL Y CUATRO ELEMENTOS CONFORMADORES QUE CONVERGEN EN LA PIEZA EN TOSCO. EL PRIMER ELEMENTO CONFORMADOR ESTA SITUADO SOBRE EL SEGUNDO MIEMBRO DEL TROQUEL PARA FORMAR LOS DIENTES, ESTANDO SITUADOS LOS ELEMENTOS CONFORMADORES SEGUNDO Y TERCERO SOBRE EL PRIMER MIEMBRO DEL TROQUEL PARA CONFORMAR LAS CARAS DE GUIADO. EL CUARTO ELEMENTO CONFORMADOR PUEDE DESLIZARSE EN RELACION AL PRIMER MIEMBRO DEL TROQUEL PARA CONFORMAR UNA SUPERFICIE DE LA PARTE Y ESTA CONECTADO A UN PRIMER MEDIO SESGADO, PERMITIENDO EL MOVIMIENTO…
PROCEDIMIENTO Y DISPOSITIVO PARA FORMAR EL FONDO DE VARIAS RANURAS DE GENERATRIZ CIRCULAR Y DIRECTRIZ CURVA REPARTIDAS REGULARMENTE ALREDEDOR DEL EJE DE UNA PIEZA MECANICA.
(16/01/2000). Ver ilustración. Solicitante/s: GKN AUTOMOTIVE AG. Inventor/es: ORAIN, MICHEL.
Procedimiento y dispositivo para formar el fondo de varias ranuras de generatriz circular y directriz curva repartidas regularmente alrededor del eje de una pieza mecánica. Se introduce a presión por medio de una prensa, en cada una de las ranuras de la pieza mecánica que esta sostenida por una matriz fijada a un primer plato de la prensa, una bola solidaria del segundo plato de la prensa y se empuja cada bola en una dirección sensiblemente tangente a la directriz curva descrita por el centro de dicha bola guiando esta última a lo largo de su trayectoria. Permite formar el fondo de las ranuras con precisión y calidad.
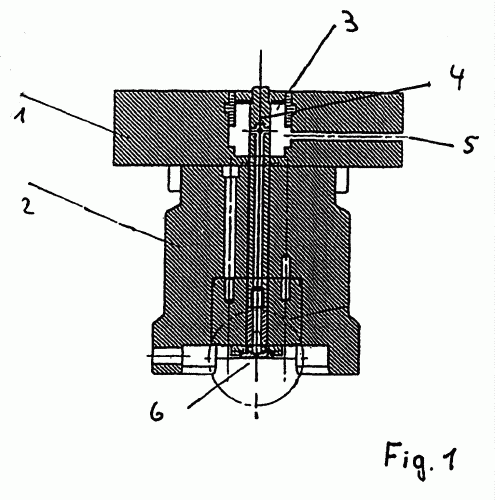
METODO Y APARATO PARA LA FABRICACION DE UN ELEMENTO METALICO.
(16/09/1999). Solicitante/s: CHIAVETTE UNIFICATE S.P.A. Inventor/es: TRIOLO, INNOCENZO, SALERNO, CLAUDIO.
UN METODO PARA LA FABRICACION DE UN ELEMENTO METALICO PARA UNA JUNTURA, TENIENDO EL ELEMENTO METALICO UNA CABEZA PARA EMPAREJARSE CON UN CUERPO DE LA JUNTURA Y UN VASTAGO INTEGRAL CON LA CABEZA Y TENIENDO UN AGUJERO CIEGO PARA EL ENSAMBLAJE POSITIVO POR UN MIEMBRO DE CONTROL PARA EL ELEMENTO METALICO (29; EL METODO INCLUYE LOS PASOS DE PRODUCIR UNA PIEZA DE METAL SUSTANCIALMENTE CILINDRICA , DE DEFORMAR PERMANENTEMENTE CON FRIO UNA PRIMERA PORCION DE LA PIEZA (179 A BASE DE AL MENOS UN PRIMER ENSAMBLAJE DE FORMACION DE TAL MANERA QUE SE FORME LA CABEZA Y DE ESTRUJAR CON FRIO UNA SEGUNDA PORCION (809 DE LA PIEZA PARA FORMAR EL VASTAGO Y EL AGUJERO CIEGO AXIAL A BASE DE AL MENOS UN SEGUNDO ENSAMBLAJE DE FORMACION.
PROCEDIMIENTO PARA OBTENER UNA RANURA EN ESPIGAS DE PIEZAS DE TRABAJO O EN EXTREMOS DE ARBOLES O EJES.
(16/09/1999). Solicitante/s: FRIED. KRUPP AG HOESCH-KRUPP. Inventor/es: JAKOB, KONRAD, HASLER, RUDOLF.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UNA RANURA DE FORMA ANULAR PARA LA RECEPCION DE MEDIOS DE SEGURIDAD, TAL COMO ANILLOS EN LOS EXTREMOS LIBRES DE VASTAGOS O PIVOTES EN LOS EXTREMOS DE ARBOLES O EJES EN PIEZAS DE TRABAJO TAL COMO TRIPODES , CRUCES DE ARTICULACION, PARTES INTERNAS DE ARTICULACION, BIEN ARBOLES Y EJES, DONDE LAS PIEZAS DE TRABAJO SE ELABORAN MEDIANTE EXTRUSIONADO Y DONDE LA RANURA SE FORMA EN EL VASTAGO O EN EL EXTREMO DE LOS EJES O ARBOLES MEDIANTE ELABORACION DE LA PIEZA DE TRABAJO A TRAVES DE CONTROL DEL FLUJO DE MATERIAL DE FORMA CORRESPONDIENTE A TRAVES DE UN CONTORNO INTERNO DE MATRIZ CONFIGURADO CON UN REBORDE ANULAR. EL MATERIAL SE DISPONE EN EL EXTREMO DEL VASTAGO O DEL EJE O DEL ARBOL SOBRE UN ELEMENTO DE MOLDEO Y ALLI SE ESTAMPA LOCALMENTE DE FORMA RADIAL HACIA EL EXTERIOR.
METODO PARA LA FABRICACION DE BIELAS PARA MOTORES.
(01/02/1999). Solicitante/s: AB VOLVO OVAKO ARVIKA AB. Inventor/es: RAVENSHORST, HENK, KONIG, JORGEN.
METODO PARA LA FABRICACION DE BIELAS FORJADAS DE UNA SOLA PIEZA, CUYO METODO CONSISTE EN CORTAR PIEZAS BRUTAS DE UNA BARRA. CADA PIEZA BRUTA SE TRABAJA SIGUIENDO VARIOS PASOS, HASTA QUE ASUMA LA FORMA FINAL. DURANTE LOS VARIOS PASOS DE TRABAJO, SE HACE QUE UNA RANURA HECHA EN CADA PIEZA BRUTA SE EXPANDA DE UNA MANERA PREDETERMINADA Y FINALMENTE FORME UNA INICIACION DE FRACTURA EN EL AREA A TRAVES DE LA CUAL SE PERFORAN LOS AGUJEROS PARA TORNILLOS PARA LOS TORNILLOS DE MONTAJE DEL SOMBRERETE DEL COJINETE. TRAS EL TRABAJO FINAL, EL RESTO DE LAS PORCIONES DE LA PORCION DE NUCLEO SE DIVIDEN MEDIANTE UNA LIGERA FUERZA SEPARADORA, CON LO QUE EN LA SUPERFICIE DE LA FRACTURA SE FORMA EL GUIAJE NECESARIO PARA VOLVER A MONTAR EL SOMBRERETE DEL COJINETE EN EL COJINETE SUPERIOR.
(01/08/1998). Ver ilustración. Solicitante/s: HAMMERWEK SCHULTE GMBH & CO. KG. Inventor/es: WITTENSTEIN, HORST, MUNTINGA, HENDRIK.
BIELA DE ACERO FORJADO. PARA CREAR UNA BIELA DE ACERO FORJADO CON UN BUJE DE CIGUEÑAL DOTADO DE UN AGUJERO GRANDE, UNA CAÑA ESTRECHA QUE PARTE DE ESTE Y UN BUJE DE BALON DE PISTON EN EL OTRO EXTREMO DE LA CAÑA, ESTANDO FORMADO EN AL MENOS UNA ZONA DEL BAJE DEL CIGUEÑAL ORIENTADA EN DIRECCION TRANSVERSAL A LA EXTENSION LONGITUDINAL DE LA CAÑA Y CENTRADA CON RESPECTO AL AGUJERO DEL BUJE DEL CIGUEÑAL UN PUNTO DE ROTURA NOMINAL EN EL QUE SE PUEDE ROMPER EL BUJE DEL CIGUEÑAL DESCOMPONIENDOSE EN UNA TAPA DE BIELA Y UN VASTAGO DE BIELA, EN CUYA BIELA PUEDA TENER LUGAR LA FRACTURACION DE MANERA EN SI CONOCIDA, PERO LA CUAL PUEDA FABRICARSE A UN PRECIO MAS BARATO JUNTO CON EL AHORRO DE OPERACIONES ADICIONALES, SE PROPONE QUE EL PUNTO DE ROTURA NOMINAL ESTE FORMADO POR UNA GRIETA DE FISURACION MOLDEADA QUE ESTE PRACTICADA AL MENOS EN UN LADO DEL BAJE DEL CIGUEÑAL.
PROCEDIMIENTO Y DISPOSITIVO PARA LA SEPARACION CONTINUA, SIN ARRANQUEDE VIRUTAS, DE ANILLOS INDIVIDUALES DE PIEZAS CON FORMA DE TUBO.
(16/07/1998). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: FELDMEIER, FRITZ.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA SEPARACION CONTINUA, SIN ARRANQUE DE VIRUTAS, DE ANILLOS IDENTICOS INDIVIDUALES A PARTIR DE PIEZAS DE TRABAJO DE FORMA TUBULAR POR MEDIO DE RODILLOS DE CORTE. PARA PRODUCIR ANILLOS , CON PREFERENCIA DE ACERO DE SOPORTE DE RODILLOS, CON GRAN PRECISION, LA INVENCION PROPONE QUE LA SECCION DE LA PIEZA DE TRABAJO DE FORMA TUBULAR SEA SEPARADA DE FORMA COMPLETA MEDIANTE LA LINEA EXTERIOR LONGITUDINAL DE LOS RODILLOS DE CORTE Y QUE EL ANILLO TERMINE EN SUPERFICIES PARALELAS PLANAS Y PERPENDICULARES CON RESPECTO AL EJE DE LA PIEZA DE TRABAJO A SER ELABORADA. ES IMPORTANTE QUE ANTES DEL PROCESO DE SEPARACION, LA PIEZA DE TRABAJO TUBULAR SE CALIENTE HASTA UNA TEMPERATURA QUE REDUCE SUSTANCIALMENTE LA RESISTENCIA DE DEFORMACION DEL MATERIAL UTILIZADO.
ARTICULACION GIRATORIA CON BOLAS SINCRONIZADAS Y PROCEDIMIENTO PARA SU FABRICACION.
(16/02/1998). Ver ilustración. Solicitante/s: GKN AUTOMOTIVE AG. Inventor/es: KRUDE, WERNER.
ARTICULACION GIRATORIA CON BOLAS SINCRONIZADAS Y PROCEDIMIENTO PARA SU FABRICACION, EN LA QUE EN LA PIEZA EXTERIOR DE LA ARTICULACION Y/O EN LA CORRESPONDIENTE PIEZA INTERIOR, COMO MINIMO HA SIDO TEMPLADA LA ZONA DE CADA UNA DE LAS PISTAS EN LAS QUE SE APOYAN LAS BOLAS, ASI COMO CADA UNA DE LAS ZONAS DE LAS SUPERFICIES CONTIGUAS A LAS PISTAS PARA LAS BOLAS QUE SIRVEN DE SUPERFICIE DE GUIA PARA LAS JAULAS EXISTIENDO ENTRE CADA DOS PINTAS PARA LAS BOLAS, ENTRE LAS SUPERFICIES DE GUIA, ZONAS QUE NO HAN SIDO TEMPLADAS.
PROCEDIMIENTO PARA LA FABRICACION DE UN TACO DE EXPANSION METALICO.
(16/02/1995). Solicitante/s: FISCHERWERKE ARTUR FISCHER GMBH & CO. KG. Inventor/es: FISCHER, ARTUR, PROF. DR. H. C..
PROCEDIMIENTO PARA LA FABRICACION DE UN TACO DE EXPANSION METALICO. 2.1 UN MANGUITO EXPANSIBLE DOTADO DE RANURAS LONGITUDINALES Y CON UN HUECO INTERIOR ESTRECHADO, DE UN TACO A EXPANSIONAR POR MEDIO DE UN PASADOR EXPANSIBLE, SE FABRICA NORMALMENTE EN MATERIAL MACIZO TALADRANDO EL INTERIOR ESTRECHADO DEL MANGUITO EXPANSIBLE. 2.2 SE PROPONE UN METODO DE FABRICACION SENCILLO Y ECONOMICO DE MANGUITOS EXPANSIBLES DE TAL MANERA, QUE ES INTRODUCIDO UN MANDRIL PROVISTO DE UNA PUNTA EN EL HUECO CONTINUO DEL MANGUITO EXPANSIBLE, Y LA PARTE ANTERIOR DEL MANGUITO EXPANSIBLE ES EMBUTIDA EN UNA MATRIZ DE TAL FORMA QUE EL HUECO INTERIOR DEL MANGUITO EXPANSIBLE TOMA LA FORMA CORRESPONDIENTE A LA PUNTA DEL PUNZON.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}