CIP-2021 : B29C 45/40 : Desmoldeo o eyección de los objetos formados.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/40[2] › Desmoldeo o eyección de los objetos formados.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/40 · · Desmoldeo o eyección de los objetos formados.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento de extracción para extraer el aire en un molde de inyección.
(17/06/2020) Procedimiento de extracción para extraer el aire en un molde de inyección , comprendiendo dicho molde
- medios de cierre;
- una o más cavidades de inyección provistas de al menos una boquilla de inyección para la introducción del material caliente en estado líquido;
- al menos un dispositivo expulsor formado por un alojamiento para una varilla expulsora responsable de la extracción de la pieza ya moldeada;
- un conducto de aire conectado a una bomba de vacío o un dispositivo de succión que intercepta transversalmente al menos un alojamiento de una varilla expulsora para provocar una succión del aire del interior del molde a través del espacio existente entre dicha varilla expulsora y dicho alojamiento ,
- un conducto de evacuación del aire adicional que interseca con el conducto de aire …
Aparato para moldear elementos de plástico.
(01/05/2019) Un aparato para moldear elementos de plástico, que comprende un dispositivo para moldear por inyección una pluralidad de elementos hechos de plástico y un dispositivo para descargar dichos elementos de plástico moldeados de dicho dispositivo de moldeo, estando dicho dispositivo de moldeo asociado con una placa de extracción adaptada para mover, bajo una orden, al menos una parte de dicho dispositivo de moldeo para permitir la descarga de dicha pluralidad de elementos de plástico, estando dicha placa de extracción conectada funcionalmente, por medio de una pluralidad de postes , a un elemento de accionamiento , habiendo un cuerpo de tope y medios de accionamiento que actúan entre dicho cuerpo de tope y dicho elemento de accionamiento y están adaptados para mover, sustancialmente en paralelo a la…
Dispositivo de eyección para molde que comprende una cadena de eslabones deslizantes.
(24/04/2019) Dispositivo de eyección para molde de realización de un artículo moldeado en una cavidad de moldeo destinada a permitir la eyección del artículo moldeado fuera de dicha cavidad de moldeo, comprendiendo dicho dispositivo:
- un dispositivo de empuje móvil en translación según un primer eje (A1) entre una posición retractada y una posición de eyección,
- al menos un elemento de eyección móvil en translación según un segundo eje (A2), diferente del primer eje (A1), entre una posición retractada y una posición de eyección,
- al menos un dispositivo de transferencia que une el dispositivo de empuje y el elemento de eyección , estando dicho dispositivo de transferencia preparado para desplazar el elemento…
Control remoto monolítico.
(24/04/2019). Solicitante/s: FM Marketing GmbH. Inventor/es: MAIER,FERDINAND.
La carcasa plástica para dispositivos electrónicos , en particular los controles remotos, que comprenden una primera parte de la carcasa y una segunda parte de la carcasa , en donde la primera parte de la carcasa tiene una superficie de unión frente a la segunda parte de la carcasa , y la segunda parte de la carcasa. tiene una superficie de unión orientada hacia la primera parte de la carcasa , en donde las dos partes de la carcasa están montadas de tal manera que las superficies de unión descansan una contra la otra, y en donde las superficies de unión están en forma de superficies de inglete , caracterizada en que superficies de contacto para soportar pasadores expulsores se forman en o sobre las superficies de inglete , donde las partes de la vivienda están ahuecados.
PDF original: ES-2737448_T3.pdf
Dispositivo de separación para un molde que comprende una cadena de eslabones articulados entre sí.
(12/03/2019) Dispositivo de separación para un molde para producir un artículo moldeado en una cavidad de moldeo destinada a permitir la separación entre al menos una parte del artículo moldeado y al menos una parte de dicha cavidad de moldeo, comprendiendo dicho dispositivo:
- un dispositivo de accionamiento móvil en traslación a lo largo de un primer eje (A1) entre una posición retraída y una posición de separación,
- al menos un elemento de separación móvil en traslación a lo largo de un segundo eje (A2), diferente del primer eje (A1), entre una posición retraída y una posición de separación,
- al menos un dispositivo de transferencia…
Manguito de regulación de temperatura, preferentemente para herramientas de moldeo por inyección de plástico.
(19/02/2019). Solicitante/s: Ziegler, Sven. Inventor/es: ZIEGLER,SVEN.
Manguito de regulación de temperatura para enfriar o regular la temperatura de espigas en la construcción de moldes, en particular para herramientas de moldeo por inyección de plástico, presentando el manguito de regulación de temperatura una parte de apoyo concéntrica respecto a la espiga , caracterizado por que el manguito de regulación de temperatura está dispuesto externamente alrededor de la espiga y la parte de apoyo presenta una superficie interrumpida para posibilitar a un fluido, que circula en transversal a la extensión longitudinal de la espiga , al menos el contacto con la espiga , así como dos soportes de junta redondos que se mantienen a la longitud de construcción deseada mediante dos elementos distanciadores en forma de columna.
PDF original: ES-2700723_T3.pdf
Molde de inyección con cargador de transferencia y procedimiento de inyección asociado.
(07/11/2018) Molde de inyección que comprende:
- por lo menos una primera estación para la inyección de una primera parte de pieza,
- por lo menos una segunda estación para la inyección de una segunda parte de pieza,
- un primer cargador que comprende por lo menos una primera cavidad de moldeo, siendo dicho primer cargador móvil por lo menos en rotación entre la primera estación y una primera zona de transferencia y/o de ensamblaje (T1),
- un segundo cargador que comprende por lo menos una primera cavidad de moldeo , siendo dicho segundo cargador móvil por lo menos en rotación entre la segunda estación y una segunda zona de transferencia y/o de ensamblaje (T2),
caracterizado…
Molde de inyección y procedimiento de inyección asociado.
(11/04/2018) Molde de inyección que comprende al menos una primera parte de molde , al menos una segunda parte de molde posicionada frente a la primera parte de molde , estando la primera parte o la segunda parte de molde configurada para ser móvil axialmente con respecto respectivamente a la segunda parte o la primera parte de molde entre al menos una posición de apertura del molde de inyección y una posición de cierre del molde de inyección , al menos un primer puesto de trabajo denominado puesto de inyección y al menos un segundo puesto de trabajo denominado puesto de puesta de inserto, comprendiendo la primera parte de molde :
- al menos un primer cargador móvil configurado para desplazarse al menos en rotación al menos entre el primer puesto y el segundo puesto , estando dicho primer cargador posicionado entre la primera…
Dispositivo y procedimiento para fabricar un soporte de tampón de tinta con base rectangular para un sello autoentintador.
(07/03/2018) Dispositivo , apropiado para moldear por inyección un soporte de tampón de tinta con una base fundamentalmente rectangular, con una herramienta de moldeo por inyección que presenta una primera y una segunda partes de la herramienta , las cuales encierran en una posición de cierre una cavidad de moldeo , en donde la primera y la segunda partes de la herramienta están montadas de forma que pueden moverse una con respecto a la otra en la dirección de apertura o cierre , en donde la herramienta de moldeo por inyección presenta por lo menos una parte de corredera que se extiende por toda la longitud de la cavidad de moldeo y que está dispuesta de forma que puede moverse entre una posición de inyección que agarra por detrás un travesaño de…
Combinaciones de agentes de desmoldeo.
(19/07/2017) Uso de una combinación de agentes de desmoldeo para el desmoldeo de plásticos, que contiene
A. al menos una cera de amida y
B. al menos una cera de éster y
C. al menos una cera saponificada,
usándose como cera de amida etilen-bis-estearilamida,
como cera de éster ésteres de al menos un ácido carboxílico de la serie de ácido margárico, ácido esteárico, ácido araquídico y ácido behénico con al menos un alcohol de la serie de eritritol, pentaeritritol, di-pentaeritritol, tripentaeritritol, trimetilolpropano, glicerol, di-glicerol, tri-glicerol, xilitol, manitol, sorbitol, etilenglicol, 1,3-propilenglicol, 1,4-butanodiol, 2,3-butanodiol, 1,5-pentandiol, 1,6-hexanodiol, alcohol laurílico, alcohol isotridecílico, alcohol…
Procedimiento y dispositivo para el desmoldeo de piezas moldeadas elastoméricas con forma de anillo de un núcleo de molde.
(29/03/2017). Solicitante/s: Siegfried Meyer Bakum GmbH & Co. KG. Inventor/es: MEYER,SIEGFRIED, RIEWE,REINHOLD.
Procedimiento para el desmoldeo de piezas moldeadas de elastómero de un núcleo de molde de uno de los núcleos de molde internos y un molde de inyección que presenta mordazas de molde exteriores en el que las piezas moldeadas son producidas paralelamente entre sí en cavidades de molde con forma de anillo del núcleo de molde , caracterizado porque después de retirar las mordazas de molde exteriores el núcleo de molde , contiene en su superficie las piezas moldeadas de elastómero producidas, se lo hace girar a una velocidad de rotación tan alta alrededor de su eje longitudinal que el diámetro interior de las piezas elastoméricas moldeadas aumenta debido a la fuerza centrífuga de manera tal que las piezas elastoméricas moldeadas se desprenden de las cavidades del molde y pueden retirase del núcleo del molde en sentido axial aún durante su rotación.
PDF original: ES-2629385_T3.pdf
Procedimiento para el diseño del sistema de varillas de expulsión para un molde.
(27/12/2016). Solicitante/s: UNIVERSIDAD DE JAEN. Inventor/es: RUBIO PARAMIO,Miguel Ángel, MARTÍN DONATE,Cristina, PÉREZ GARCÍA,Jesús María, MERCADO COLMENERO,Jorge Manuel.
Procedimiento para el diseño del sistema de varillas de expulsión para un molde de inyección que comprende: crear una cuadrícula de nodos (Nk) plana sobre un plano perpendicular al movimiento de la cavidad del molde; determinar los puntos (Pij) de la pieza (M') correspondientes a la intersección con una recta (Rt) perpendicular al plano que pasa por cada nodo (Nk); calcular el espesor (Eij) correspondiente a cada punto (Pij); identificar los puntos donde existen (Pijr) y donde no existen (Pijv) cambios de espesor; determinar como puntos (Pijexp) candidatos aquellos puntos (Pijv) cuya primera superficie circundante no contenga ningún punto (Pijr); calcular el número de puntos (Pijr) contenidos en una segunda superficie circundante a cada punto (Pijexp), donde la segunda superficie es mayor que la primera superficie; y seleccionar como puntos (Pijexpo) de expulsión aquellos puntos (Pijexp) cuyo número de puntos (Pijr) contenidos en la segunda superficie constituya un máximo local.
PDF original: ES-2595099_B2.pdf
PDF original: ES-2595099_A1.pdf
Aparato de altura reducida para la fabricación de piezas de plástico moldeadas por inyección.
(14/12/2016). Solicitante/s: TECNOSTAMPI S.R.L. Inventor/es: Conte,Dino.
Aparato (11, 11', 11") para la fabricación de piezas de plástico moldeadas por inyección, que comprende:
una placa trasera (12, 12', 12''),
un núcleo ,
un marco de núcleo (17, 17', 17'') fijado a dicha placa trasera,
una placa de eyección (13, 13', 13'') y
un conjunto de pistones de eyección (14, 14', 14'') para desplazar dicha placa de eyección con respecto a dicha placa trasera, caracterizado por que
a) el marco de núcleo (17, 17', 17'') está conformado de manera que comprenda un rebaje para la placa de eyección (13, 13', 13''),
b) dicha placa de eyección (13, 13', 13") está dispuesta entre dicho núcleo y dicho marco de núcleo (17, 17', 17"),
c) dicho conjunto de pistones de eyección (14, 14', 14'') consiste o bien en un único pistón hidráulico de aceite central (14''), o bien en un primer y segundo pistones hidráulicos de aceite (14, 14') situados dentro del perfil del molde.
PDF original: ES-2617584_T3.pdf
(05/04/2016). Solicitante/s: SIMON, S.A.U. Inventor/es: PLAJA MIRÓ,Salvi, RIQUÉ REBULL,Adrià, BATISTE MAYAS,Clara.
Disipador de calor que comprende un cuerpo central , y primeras aletas (3a) y segundas aletas (3b) que se prolongan del cuerpo central y que se distribuyen alrededor de un eje (Z) para disipar el calor generado por un componente eléctrico . Las primeras aletas (3a) y las segundas aletas (3b) se disponen de forma alternada, presentando inclinaciones entre aletas (3a, 3b) adyacentes según un primer plano (V) paralelo al eje (Z).
PDF original: ES-2565556_A1.pdf
PDF original: ES-2565556_B1.pdf
Proceso de moldeo por inyección en un único paso para fabricar una vaina de catéter.
(10/12/2015) Un método para formar una punta para una vaina de un introductor de catéteres, el método que comprende:
facilitar un molde que tiene una cavidad , la cavidad teniendo una porción de vaina con una forma sustancialmente anular, la porción de vaina teniendo una porción de punta con un diámetro exterior cónico;
colocar una espiga de núcleo dentro de la cavidad para formar un anillo de vaina entre la porción de vaina y la espiga de núcleo; e
inyectar plástico fundido en la cavidad, de manera tal que el plástico fundido viaje a través del anillo de vaina y dentro de la porción de punta, en el que el plástico fundido es sustancialmente distribuido de manera uniforme alrededor de una circunferencia del anillo de vaina…
Dispositivo para el desmoldeado de piezas.
(29/07/2015) El dispositivo para el desmoldeado de piezas comprende un patín que comprende una corredera para alojar un postizo de figura para el moldeado de un negativo de la pieza a moldear, estando asociada dicha corredera a una barra de empuje de manera oblicua, que puede desplazar dicha corredera a una posición de expulsión de una pieza a moldear, y se caracteriza porque dicha barra de empuje comprende en su extremo superior una cremallera , que engrana con otra cremallera de dicha corredera , transfiriéndose el movimiento de dicha barra de empuje a dicha corredera a través de dichas cremalleras .
Permite reducir el volumen respecto al dispositivo descrito en el documento citado anteriormente, de manera que es menos invasivo dimensionalmente en su ensamblaje…
Sistema de cierre y su método de formación.
(18/12/2013) Un sistema de cierre incluyendo
un cuello ,
un tapón enganchable con el cuello , y
un elemento de bloqueo montado en el cuello , estando orientado el elemento de bloqueo en unaprimera posición con respecto al cuello para facilitar el moldeo del cuello y el elemento de bloqueo yorientado en una segunda posición con respecto al cuello para evitar la extracción de al menos una porción deltapón del cuello , moviéndose el elemento de bloqueo desde dicha primera posición a dicha segundaposición a la aplicación del tapón al cuello .
Conjunto de vaina de catéter producido mediante un proceso de moldeo por inyección en un único paso.
(24/07/2013) Un introductor de catéteres fabricado mediante el proceso consistente en:
suministrar una cánula que tiene un extremo distal formado para acceder a un vaso sanguíneo;
suministrar un molde con una cavidad dimensionada para producir un conjunto de vaina conun diámetro interior dimensionado para rodear la cánula, teniendo la cavidad una porción de vaina y unaporción de elemento de conexión, de tamaño mayor que la porción de vaina en al menos unadimensión;
suministrar una espiga de núcleo ;
situar la espiga de núcleo en el interior de la cavidad ; e
introducir por presión plástico fundido en la porción de elemento de conexión de tal manera que elplástico fundido se desplace a través de un espacio intermedio en forma anular…
Conjunto de vaina de catéter y proceso de moldeo por inyección de un único paso para hacer el mismo.
(06/05/2013). Solicitante/s: BECTON, DICKINSON AND COMPANY. Inventor/es: HARDING, WESTON, F., CASTRO,CYNTHIA,A, JOHNSON,STEVEN,W, GAWRELUK,Craig,N, PARRIS,Wayne,M, GUO,Lantao, LARSEN,Michael,C.
Un molde para fabricar un conjunto de vaina para un introductor de catéteres, molde que comprende:
una placa flotante y;
una placa de cavidad configurada para encajar con la placa flotante para proporcionar una cavidad dimensionada para producir un conjunto de vaina para un introductor de catéteres, comprendiendo lacavidad una porción de elemento de conexión y una porción de vaina, cooperando además laplaca flotante y la placa de cavidad para proporcionar una espiga de núcleo sustancialmente sin tensiónen el interior de la cavidad para proporcionar un espacio intermedio en forma anular en el interior de laporción de vaina,
caracterizado porque la cavidad tiene, además, al menos dos entradas situadas en lados opuestos dela porción de elemento de conexión para proporcionar acceso de plástico fundido al interior de la porción de elemento de conexión.
PDF original: ES-2402493_T3.pdf
Conjunto de vaina de catéter y proceso de moldeo por inyección de un único paso para hacer el mismo.
(06/05/2013). Solicitante/s: BECTON, DICKINSON AND COMPANY. Inventor/es: HARDING, WESTON, F., CASTRO,CYNTHIA,A, JOHNSON,STEVEN,W, GAWRELUK,Craig,N, PARRIS,Wayne,M, GUO,Lantao, LARSEN,Michael,C.
Una vaina para un introductor de catéteres, la vaina comprendiendo:
un extremo proximal ;
un extremo distal afilado para entrar en una abertura creada por una cánula ;una primera región adelgazada; y
una segunda región adelgazada situada frente a la primera región adelgazada, en donde la primera yla segunda regiones adelgazadas permiten la separación de la vaina en dos porciones semitubulares bajola aplicación de fuerzas opuestas contra el extremo proximal;
caracterizada porque
cada una de la primera y segunda regiones adelgazadas se extienden sustancialmente a lo largo de lalongitud de la vaina y tiene un grosor de pared variable a lo largo de la longitud de la vaina.
PDF original: ES-2402492_T3.pdf
Procedimiento para la fabricación de una pieza de cierre adhesivo de plástico así como dispositivo para la realización del procedimiento.
(29/04/2013) Procedimiento para la fabricación de una pieza de cierre adhesivo de plástico, que presenta una pieza de soporte , desde la que sobresalen una pluralidad de piezas de tallos , en cuyos extremos opuestos a la pieza de soporte está dispuesta en cada caso una pieza de cabeza , en el que para la formación de las piezas de tallos se emplea un útil de moldeo , que se extiende entre la pieza de soporte y las piezas de cabeza y que se retira después de la formación de las piezas de tallos en un proceso de desmoldeo, caracterizado porque las piezas de cabeza se configuran libres de útil de moldeo en virtud de la tensión superficial del material de plástico empleado.
COLUMNA GUÍA CON MECANISMO DE DOBLE EXPULSIÓN DE PLACAS EXPULSORAS.
(17/07/2012) Columna guía con mecanismo de doble expulsión de placas expulsoras, para moldes de inyección, que permite mover dos juegos de placas secuencialmente, que comprende:
- un eje con un primer extremo destinado a fijarse en una placa base fija (M) del molde y un segundo extremo destinado a fijarse en una placa sufridera (N) del molde; comprendiendo dicho eje un primer tramo extremo , un tramo intermedio y un segundo tramo extremo ,
- un casquillo guía montado desplazable longitudinalmente sobre el primer tramo del eje, y solidario a un primer juego de placas expulsoras,
- un casquillo guía de arrastre solidario a un segundo juego de placas expulsoras fijadas a una…
CONJUNTO DE VAINA CATÉTER.
(18/11/2011) Un introductor de catéteres que comprende: una cánula que tiene un extremo distal con forma adecuada para acceder a un vaso sanguíneo; una vaina formada de plástico, vaina que tiene una forma tubular con un diámetro externo y un diámetro interno dimensionados para rodear la cánula, vaina que tiene, además, una primera zona de fractura que se extiende sustancialmente a lo largo de una longitud de la vaina y una segunda zona de fractura que se extiende sustancialmente a lo largo de de la longitud de la vaina opuesta a la primera zona de fractura, las zonas primera y segunda de fractura que permiten la separación de la vaina en dos porciones semitubulares por aplicación de fuerzas opuestas contra la vaina; un elemento…
SISTEMA DE FIJACION DE VALVULAS DE AIRE EN MOLDES DE INYECCION DE PLASTICO.
(16/07/2008) Sistema de fijación de válvulas de aire en moldes de inyección de plástico.#El sistema tiene por finalidad permitir el acoplamiento del cuerpo valvular en el cuerpo del molde mediante rosca, sin que los medios que permiten suministrar al cuerpo valvular el necesario movimiento giratorio en uno o en otro sentido, repercutan a través de la base del cuerpo valvular en las características superficiales de las piezas a obtener. Para ello el cuerpo valvular incorpora una pareja de orificios laterales en los que juegan respectivas clavillas , perfectamente ajustadas en sus orificios de manera que en una situación inicial y emergente para dichas clavillas entre éstas puede actuar un tope diametral para suministrarle…
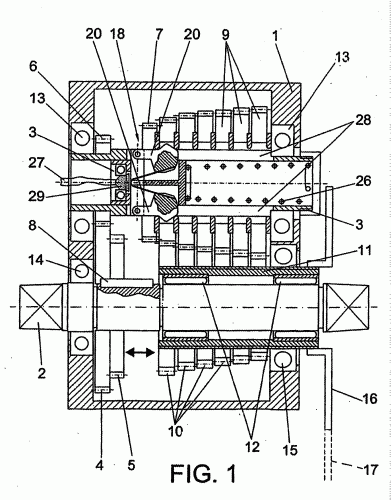
SISTEMA DE CAMBIO DE VELOCIDAD MECANICO PARA BICICLETAS Y VEHICULOS SIMILARES.
(16/02/2007). Ver ilustración. Solicitante/s: LLIBRER PORCAR, JOSE MIGUEL. Inventor/es: LLIBRER PORCAR, JOSE MIGUEL.
Se trata de un cambio que incluye un eje anterior con pedales y un eje posterior tubular que recibe el movimiento del eje anterior a través de pares de ruedas dentadas que engranan entre sí y que están asociadas a dichos ejes, los cuales están acoplados a una carcasa , que junto con el resto de los elementos del cambio, constituyen un modulo independiente ajustado dentro de un cajeado correspondiente con el eje de los pedales. El eje posterior incorpora unos piñones locos que engranan con otros piñones locos solidarios de un tubo coaxial acoplado libremente al rededor del eje anterior, fijándose también a ese tubo un plato . También se incluyen unos dispositivos de bloqueo selectivo de los piñones locos del eje posterior y de las ruedas dentadas (6, 7) de dicho eje posterior. Otra característica es que los piñones locos constituyen un conjunto flotante al incorporarse unos rodamientos que evitan la fricción entre ellos.
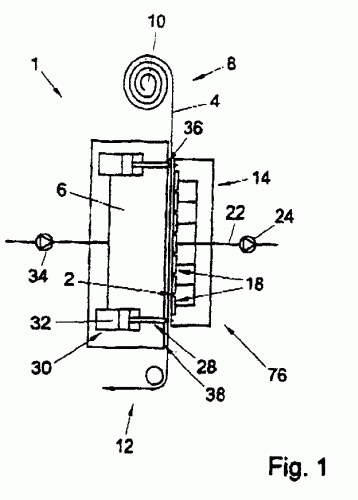
PROCEDIMIENTO Y APARATO PARA FABRICAR PRODUCTOS Y COLOCAR ETIQUETAS EN UN MOLDE.
(01/11/2005). Ver ilustración. Solicitante/s: FOUNTAIN TECHNOLOGIES B.V. I.O. Inventor/es: HOOGLAND, HENK.
Procedimiento para fabricar etiquetas para colocarlas en un molde, en particular en un molde de inyección, en donde se suministra y coloca una banda de película al menos con una parte de un primer lado de la misma, sobre un elemento de soporte , en donde una parte de dicha banda , que se va a denominar etiqueta , se corta, caracterizado porque un elemento de retención se aplica, en particular ligeramente presionado, sobre el segundo lado, que está alejado del soporte , de la parte de la banda de película que se apoya sobre el soporte , en donde una parte de la banda de película que está encerrada entre el soporte y el elemento de retención se corta de manera suelta y en donde el elemento de retención mantiene la parte encerrada que se ha cortado de manera suelta, la cual se va a denominar etiqueta , y la retira del soporte.
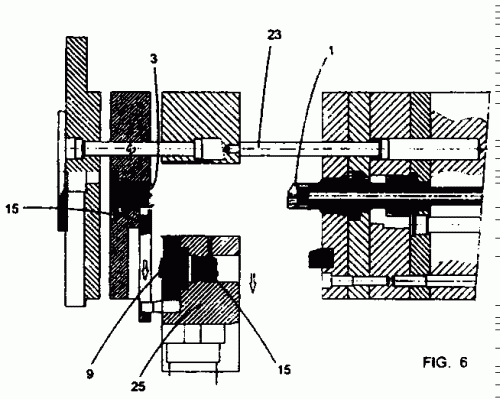
EXPULSOR FLEXIBLE PARA MOLDES DE INYECCION.
(01/08/2005). Ver ilustración. Solicitante/s: NAVARRA PRUNA,ALBERTO. Inventor/es: NAVARRA PRUNA,ALBERTO.
Expulsor flexible para moldes de inyección, del tipo de los destinados a conformar pequeños negativos de la pieza inyectada a obtener a base de una varilla dotada de medios de fijación a las placas expulsoras (9- 9), que a través de un cuello plano y elásticamente deformable se remata en un pequeño cabezal que incorpora un rebaje de material, formal y dimensionalmente coincidente con la zona o porción negativa correspondiente a la pieza a obtener, el mencionado cabezal , con la excepción del rebaje de material, tiene una forma rectangular con caras que son paralelas por pares, caracterizado porque la cota diagonal de la sección del cabezal es menor que el diámetro de la varilla , presentando la mencionada varilla un sector terminal que está roscado externamente con el fin de fijar el expulsor con la colaboración de una tuerca que permite un ajuste de precisión del posicionamiento axial de su cabezal con respecto al cuerpo del molde en fase de moldeo.
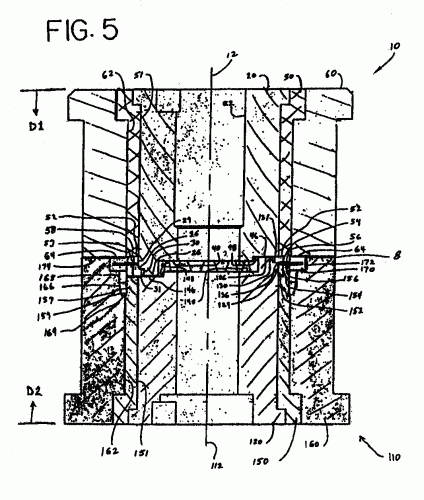
PROCEDIMIENTO PARA LA FABRICACION DE UN CONJUNTO DE PIEZAS DE MATERIAL PLASTICO INYECTADO, Y DISPOSITIVO Y CONJUNTO DE PIEZAS CORRESPONDIENTES.
(01/02/2005). Ver ilustración. Solicitante/s: PLASTIVIT, S.A.. Inventor/es: BOFILL ROVIRA DE VILLAR,JOAN.
Procedimiento para la fabricación de un conjunto de piezas de material plástico inyectado, y dispositivo y conjunto de piezas correspondientes. El conjunto está formado por dos piezas, que se forman en dos cavidades, que se forman, respectivamente, mediante un primer semimolde , un segundo semimolde , un tercer semimolde y un cuarto semimolde . El procedimiento comprende las siguientes etapas: [a] inyección de las piezas, [b] separación del segundo semimolde del primer semimolde , quedando la primera pieza fijada al primer semimolde , [c] separación del cuarto semimolde del tercer semimolde , quedando la segunda pieza fijada al cuarto semimolde , [d] separación del segundo semimolde y del tercer semimolde , en una dirección transversal, [e] acercamiento de la segunda pieza a la primera pieza, hasta su montaje para formar el conjunto, mediante un movimiento de acercamiento del cuarto semimolde , y [f] expulsión del conjunto.
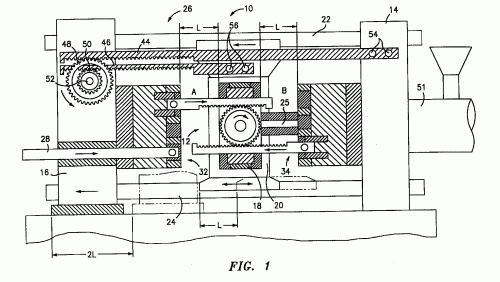
PROCEDIMIENTO DE EXPULSION Y DISPOSITIVO DE ACOPLAMIENTO PARA MOLDES APILADOS.
(01/04/2004). Ver ilustración. Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: BOUDREAU, PAUL R., HIGGINS, GARY W.
UN DISPOSITIVO DE EYECCION DE ARTICULOS MOLDEADOS PARA SU USO CON UNA MAQUINA DE MOLDEAR DE MULTIPLES ESTACIONES. LA MAQUINA DE MOLDEAR DE MULTIPLES ESTACIONES TIENE UNA PRIMERA ESTACION DE MOLDEO COMO MINIMO DEFINIDA ENTRE UNA PRIMERA MESA DE MOLDEO Y UNA SEGUNDA MESA DE MOLDEO, Y UNA SEGUNDA ESTACION DE MOLDEO DEFINIDA ENTRE LA SEGUNDA MESA DE MOLDEO Y UNA TERCERA MESA DE MOLDEO, UN MECANISMO PARA ABRIR Y CERRAR LAS ESTACIONES DE MOLDEO, Y BARRAS DE AMARRE PARA UNIR LA PRIMERA, LA SEGUNDA Y LA TERCERA MESAS DE MOLDEO. LOS DISPOSITIVOS DE EYECCION SE UTILIZAN PARA EXPULSAR ARTICULOS MOLDEADOS DE LA PRIMERA Y LA SEGUNDA ESTACIONES DE MOLDEO Y SE UTILIZA UNA UNION PARA CONECTAR VARIOS DISPOSITIVOS EYECTORES Y TRASLADAR EL MOVIMIENTO DE UN DISPOSITIVO DE EYECCION COMO MINIMO A OTRO DISPOSITIVO DE EYECCION COMO MINIMO. SE UTILIZA UN MECANISMO MOTOR PARA ACTIVAR LOS DISPOSITIVOS DE EYECCION QUE ES INDEPENDIENTE DEL MECANISMO PARA ABRIR Y CERRAR.
METODO DE MOLDEADO DE UN RETEN DE ANILLO TORICO EN COMPONENTES USANDO MOLDES DE ENCLAVAMIENTO Y APARATO PARA ELLO.
(01/05/2003). Ver ilustración. Solicitante/s: FILTERTEK, INC.. Inventor/es: BOAST, ANDREW J.
UN PROCEDIMIENTO Y UN APARATO PARA CONFORMAR UN COMPONENTE PLASTICO, CON AL MENOS UN PRIMER Y SEGUNDO CONJUNTO DE ENTALLAS INTEGRALMENTE MOLDEADAS, PARA RETENER UN FIADOR TORICO ENTRE LAS MISMAS; EL COMPONENTE DE ALLI; Y ABARCANDO ADEMAS UN PROCEDIMIENTO Y UN APARATO PARA CONFORMAR TAL COMPONENTE PLASTICO, QUE CONSTA DE UNA O MAS VENTANAS DE FILTRACION, CON MATERIAL DE FILTRACION HACIA FUERA DE LAS ENTALLAS.
DISPOSITIVO DE MANTENIMIENTO SITUADO EN LA SALIDA DEL MOLDE DE UNA PIEZA MOLDEADA DE MATERIA PLASTICA INYECTADA EN EL MOMENTO LA EXTRACCION DE LAS PIEZAS DE MOLDEO.
(01/04/2003). Solicitante/s: REHAU S.A.. Inventor/es: REB, GUY.
El dispositivo se compone de varillas de expulsión y de mantenimiento cuyas extremidades nervadas se alojan cada una en una estructura en forma de alvéolo con el fondo con nervios complementarios y cuya superficie lateral está prolongada por estructuras de refuerzo en forma de nervios longitudinales en el sentido de la fuerza de extracción de las calas moldeantes de su alojamiento. Este mantenimiento permite extraer las calas moldeantes llevadas por varillas de extracción . Esta invención interesa a los fabricantes de moldes en particular de moldes por inyección para fabricar objetos en materia plástica con estructura en caja.
METODO DE FABRICACION DE CAMISAS DE PASADORES DE EYECTORES.
(01/03/2003). Solicitante/s: D-M-E COMPANY. Inventor/es: LAWRENCE, DAVID, E.
Un método para fabricar una camisa de eyector a partir de un material tubular preformado que tiene un diámetro exterior ligeramente mayor que un diámetro acabado y un diámetro interior ligeramente menor que un diámetro de ajuste preciso, que comprende las etapas de: cortar el material tubular en una camisa de una longitud predeterminada; agrandar una parte de la longitud del diámetro interno de la camisa para proporcionar un diámetro con huelgo, dejando la parte restante del diámetro interno ligeramente menor que el diámetro de ajuste preciso; ejecutar una operación de endurecimiento de la camisa tubular; mecanizar el diámetro exterior para generar el diámetro de acabado; ejecutar el acabado de la cara terminal de la camisa adyacente al diámetro interno menor; y mecanizar el diámetro interno menor para generar el diámetro de ajuste preciso.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}