Tablero y método para la fabricación de un tablero.
Un método para fabricar un tablero formado como un cuerpo tridimensional,
el método que comprende: proporcionar un núcleo, formado como un cuerpo tridimensional que presenta una primera cara y una segunda cara y una estructura de pared que define una multitud de canales, teniendo cada canal un eje longitudinal que interseca la primera cara con un ángulo (α) que es menor que 90 grados,
aplicar un adhesivo con base de agua a la primera cara del núcleo, y
laminar una primera lámina de revestimiento a la primera cara del tablero.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2010/050922.
Solicitante: STORA ENSO RE-BOARD AB.
Nacionalidad solicitante: Suecia.
Dirección: Design Force AB, Box 242 601 04 Norrköping SUECIA.
Inventor/es: ALDÉN,KURT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31D3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31D FABRICACION DE OTROS ARTICULOS DE PAPEL, CARTON O MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL NO PREVISTOS EN LAS SUBCLASES B31B O B31C (fabricación de objetos por procedimientos en seco a partir de partículas o fibras de madera u otras materias lignocelulósicas o sustancias orgánicas análogas B27N; fabricación de productos estratificados no compuestos solo a base de papel o de cartón B32B; fabricación de artículos a partir de suspensiones fibrosas de celulosa, p.ej. pasta de madera D21J). › B31D 3/00 Fabricación de artículos de estructura alveolar, p. ej. de paneles de aislamiento. › de redes en nido de abeja.
- B32B29/00 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Productos estratificados compuestos esencialmente de papel o de cartón.
- B32B3/12 B32B […] › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa de alveolos dispuestos regularmente, bien formando un cuerpo único en un todo, bien estructurados individualmente o por ensamblado de bandas independientes, p. ej. estructuras en nidos de abejas.
- B32B37/12 B32B […] › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › caracterizado por la utilización de adhesivos.
- B32B37/14 B32B 37/00 […] › caracterizados por las propiedades de las capas.
- B32B7/12 B32B […] › B32B 7/00 Productos estratificados caracterizados por la relación entre las capas; Productos estratificados caracterizados por la orientación relativa de elementos característicos entre capas, es decir, productos que comprenden capas que tienen propiedades físicas, químicas o fisicoquímicas diferentes; productos estratificados caracterizados por la unión entre capas. › interponiendo adhesivos o materiales con propiedades adhesivas.
- E04C2/36 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04C ELEMENTOS ESTRUCTURALES; MATERIALES DE CONSTRUCCION (para puentes E01D; especialmente concebidos para aislamiento o cualquier otra protección E04B; elementos utilizados como auxiliares para la construcción E04G; para minas E21; para túneles E21D; elementos estructurales con un campo de aplicación más amplio que el de la industria de la edificación F16, concretamente F16S). › E04C 2/00 Elementos de construcción de espesor relativamente débil para la construcción de partes de edificios, p. ej. materiales en hojas, losas o paneles (materiales o fabricación ver los lugares apropiados, p. ej. B27N, B29, D21J; fabricados in situ E04B; concebidos especialmente para el aislamiento o cualquier otra protección E04B 1/62; estructuras portantes de suelos E04B 5/02, E04B 5/16; tejados constituidos por losas que se autosustentan E04B 7/20; elementos de cubiertas de tejados o análogos E04D 3/00; para el revestimiento o el terminado E04F 13/00). › separados por bandas de materiales dispuestos transversalmente, p. ej. paneles alveolares (elementos alveolares o cualquier otro diseño para productos estratificados B32B).
PDF original: ES-2542905_T3.pdf
Descripción:
detaiiada de ia invención
Según la Invención, se aplica un adhesivo con base de agua sobre una primera cara de un núcleo que comprende una estructura de pared que define una multitud de canales, primera cara que se forma mediante la parte extrema de los canales. A partir de entonces, se lamina una lámina de revestimiento sobre la mencionada cara del núcleo. De esta manera, se produce un tablero con una solidez aumentada.
El núcleo se puede fabricar al proporcionar primero un bloque de material que presenta una multitud de canales, bloque que tiene un espesor que es mayor que el espesor deseado del núcleo y a continuación cortar a partir de dicho bloque de material una pieza que es para formar el núcleo. El bloque de material se puede formar de una multitud de láminas corrugadas apiladas, de material con base de fibra de madera, tal como papel o cartón. Sin embargo, también se pueden utilizar otros materiales, tales como una lámina de metal, láminas de polímero, etc. Cada lámina en la pila se puede adherir a la lámina adyacente por medio de un adhesivo, preferiblemente un adhesivo con base de agua. La mencionada multitud de láminas corrugadas se puede intercalar con una multitud de láminas sustanclalmente planas.
El adhesivo con base de agua aplicada sobre la primera cara del núcleo puede ser, por ejemplo, acetato de pollvlnllo. El adhesivo se puede aplicar a las partes extremas de los canales por medio de rodillos de aplicación. Esto
minimiza el consumo del adhesivo. Con el fin de minimizar aún más el consumo, el adhesivo se puede espumar, es decir, se puede inyectar un gas, por ejemplo, aire, en el adhesivo, mediante el cual se aumenta el volumen.
La lámina de revestimiento puede ser una lámina de papel, laminado de cartón, lámina de metal, chapado de madera, películas de polímero o láminas u otros materiales que se unen al núcleo para proporcionar una superficie, que puede ser por ejemplo, lisa, imprimible y/o repelente al agua. En una realización preferida, la lámina de revestimiento es de conglomerado de alta densidad, HDF, que se suministra desde un rollo y se dirige a la cara del núcleo por medio de un rodillo caliente. Por lo tanto, según esta realización, el tablero HDF se lamina sobre el núcleo en línea en el proceso de fabricación. El tablero de fibra de alta densidad (HDF) que se puede laminar en línea en el proceso según la invención puede tener preferentemente un espesor de menos de 2 mm, preferiblemente entre 0,5 y 2 mm o incluso entre 0,5 y 1 mm. Sorprendentemente, se ha demostrado que tal HDF delgado se puede suministrar desde un rollo en un proceso de laminación en línea.
También se puede unir una segunda lámina de revestimiento a una segunda cara del núcleo, segunda cara que es opuesta y mutuamente paralela a la primera cara. Preferiblemente, la primera y la segunda láminas de revestimiento se unen a la primera y la segunda caras simultáneamente por medio de rodillos dispuestos opuestamente.
La lámina de revestimiento se puede precalentar antes de la etapa de laminar la primera y/o la segunda lámina de revestimiento sobre la primera y/o la segunda cara del núcleo. El precalentamiento de la lámina de revestimiento se puede llevar a cabo por medio de un rodillo caliente. El rodillo se puede calentar a una temperatura de 90-95 grados, por lo que la temperatura de la lámina de revestimiento también alcanza temperaturas de casi 90 grados cuando se lamina.
El panel laminado se puede cortar a partir de entonces con el contorno deseado por medio de una navaja o una cuchilla oscilante. Se pueden unir trazadores de líneas de borde a las partes laterales del núcleo de corte, en consecuencia a las partes del núcleo que se conectan a la primera y la segunda caras del núcleo. Las mencionadas partes laterales pueden tener una extensión en un plano que es perpendicular a la primera y a la segunda caras del núcleo. Los trazadores de líneas de borde se pueden unir al núcleo utilizando cualquier adhesivo conocido, por ejemplo, un adhesivo fundido en caliente o un adhesivo con base de agua.
Los canales que definen la estructura de pared del núcleo pueden tener el eje longitudinal que interseca la primera cara del núcleo en un ángulo que es menor que 90 grados, preferiblemente entre 45 y 85 grados. Tal estructura inclinada da lugar a un aumento de la solidez. Se puede proporcionar un núcleo con una estructura de pared inclinada al cortar un bloque de material de manera que el eje longitudinal intersecta la primera cara en un ángulo que es inferior a 90 grados o en un ángulo entre 45 y 85 grados. Esto puede llevarse a cabo mediante la provisión de un bloque de material en forma de paralelepípedo, que presenta dos caras de bloques adyacentes que se intersecan en un ángulo que es igual al ángulo en el que el eje longitudinal se Interseca con la primera cara. El mencionado bloque de material se puede cortar a partir de entonces en una dirección paralela con una de las caras del bloque para formar un núcleo con una estructura de pared inclinada. En una realización alternativa, un bloque de material que presenta caras de bloque perpendiculares se corta en un ángulo de corte con relación a una de las caras del bloque de corte, ángulo de corte que es igual al mencionado ángulo en el que el eje longitudinal se interseca con la primera cara.
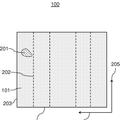
Las Figs. 1a y 1b muestran vistas esquemáticas en perspectiva de un núcleo con una estructura de pared inclinada. El núcleo mostrado en las figs. 1a y 1b presenta una primera cara 101, y una segunda cara 105, paralela respecto a la misma. Las caras 101, 105 están separadas por un espesor del núcleo T y hay partes laterales 110, que conectan las caras 101, 105. La Fig. 1b es una vista lateral del núcleo 100, que muestra la parte lateral 110. Típicamente, el espesor T del núcleo 100 está entre 8-50 mm. El núcleo 100 se constituye de una estructura de pared interna que define los canales 102 que se inclinan en relación a las caras 101, 105, es decir, cada canal 102 tiene un eje longitudinal 103 que interseca las caras 101, 105 en un ángulo a de Intersección que es menor que 90 grados. Según la invención, se aplica un adhesivo con base de agua a la primera cara, 101, y/o a la segunda cara, 105, del núcleo, con lo cual una primera y/o una segunda lámina de revestimiento se lamina/n al mismo (las mencionadas láminas de revestimiento no se muestran en la fig. 1).
La Fig. 2 muestra una diagrama de flujo que ¡lustra un método de fabricación de un laminado curvado según una realización de la invención.
En una primera etapa, 201, las láminas corrugadas se apilan y se adhieren utilizando una compensación, de modo que se forma un paralelepípedo, que presenta dos caras de bloques adyacentes que se intersecan en un ángulo que es igual al ángulo entre el eje longitudinal y la primera cara.
En la etapa 202, el paralelepípedo se corta en un núcleo con el espesor deseado. El corte se realiza por medio de una navaja en una dirección paralela a una de las caras del bloque.
En la etapa 203, se aplica simultáneamente un adhesivo con base de agua a la primera cara, 101, y a la segunda cara 105 del núcleo, por medio de los rodillos de aplicación dispuestos sobre los lados mutuamente opuestos del núcleo.
En la etapa 204, se une una primera lámina de revestimiento a la primera cara y, simultáneamente, se une una segunda cara de revestimiento a la segunda cara del núcleo por medio de dos rodillos dispuestos de forma opuesta que se calientan a 90-95 °C.
En la etapa 205, el tablero se corta con los contornos deseados.
5 En la etapa 206, se unen los trazadores de líneas de borde a los bordes laterales del tablero por medio de un adhesivo fundido en caliente.
Las mencionadas etapas, 201-206, se realizan preferiblemente en un proceso en línea.
Reivindicaciones:
1. Un método para fabricar un tablero formado como un cuerpo tridimensional, el método que comprende:
proporcionar un núcleo, formado como un cuerpo tridimensional que presenta una primera cara y una segunda cara y una estructura de pared que define una multitud de canales, teniendo cada canal un eje longitudinal que interseca la primera cara con un ángulo (a) que es menor que 90 grados,
aplicar un adhesivo con base de agua a la primera cara del núcleo, y
laminar una primera lámina de revestimiento a la primera cara del tablero.
2. Un método según la reivindicación 1, en el que el adhesivo es un acetato de polivinilo.
3. Un método según una cualquiera de las reivindicaciones 1 o 2, en el que el adhesivo tiene un contenido de sólidos de al menos el 50%.
4. Un método según una cualquiera de las reivindicaciones 1-3, en el que el ángulo (a) está entre 45 y 85 grados.
5. Un método según una cualquiera de las reivindicaciones 1-4, que además comprende las etapas de;
aplicar un adhesivo con base de agua a la segunda cara del núcleo, simultáneamente a que se aplica un adhesivo con base de agua a la primera cara del núcleo,
laminar una segunda lámina de revestimiento a la segunda cara del tablero, simultáneamente a que se lamina una primera lámina de revestimiento a la primera cara del núcleo.
6. Un método según una cualquiera de las reivindicaciones 1-5, que además comprende la etapa de precalentar la primera y/o la segunda lámina de revestimiento antes de la etapa de laminar la primera y/o la segunda lámina de revestimiento sobre la primera y/o la segunda cara del núcleo.
7. Un método según una cualquiera de las reivindicaciones 1-6, en el que la lámina de revestimiento se lamina sobre el núcleo por medio de un rodillo caliente.
8. Un método según una cualquiera de las reivindicaciones 1-7, en el que la lámina de revestimiento comprende HD-MDF y se aplica en línea al núcleo por medio de un rodillo.
9. Un tablero que comprende
un núcleo formado como un cuerpo tridimensional que presenta una primera cara y una segunda cara opuesta a la mencionada primera cara y una estructura de pared que define una multitud de canales que intersecan la primera cara a un ángulo (a) que es menor que 90 grados,
una lámina de revestimiento unida a la mencionada primera cara y
un adhesivo con base de agua dispuesto para fijar la mencionada lámina de revestimiento a la primera cara del núcleo.
10. Un tablero según la reivindicación 9, en el que el adhesivo es un acetato de polivinilo.
11. Un tablero según una cualquiera de las reivindicaciones 9 o 10, en el que el adhesivo tiene un contenido de sólidos de al menos el 50%.
12. Un tablero según una cualquiera de las reivindicaciones 9-11, en el que los canales Intersecan la primera cara a un ángulo (a) que está entre 45-80 grados.
13. Un tablero según una cualquiera de las reivindicaciones 9-12, en el que una segunda lámina de revestimiento se une a la segunda cara del núcleo por medio de un adhesivo con base de agua.
14. Un tablero según una cualquiera de las reivindicaciones 9-13, en el que la lámina de revestimiento comprende HDF.
Patentes similares o relacionadas:
Material moldeado de gran tamaño y peso ligero y procedimiento de fabricación del mismo, del 17 de Junio de 2020, de OrganoClick AB: Material curvado con forma tridimensional de gran tamaño y peso ligero que comprende: un armazón exterior de pasta de pulpa moldeada y un espaciador […]
Procedimiento de fabricación de un documento de seguridad recubierto con una película de protección y documento así obtenido, del 27 de Mayo de 2020, de Oberthur Fiduciaire SAS: Procedimiento de fabricación de un documento de seguridad que comprende una hoja de material fibroso, de la cual por lo menos una de las grandes caras opuestas […]
Núcleo de plegado de una sola capa, del 20 de Mayo de 2020, de Pietsch, Karsten: Procedimiento para la producción de un núcleo de plegado para una estructura ligera, en el que en una primera etapa […]
Método para producir una película multicapa, del 22 de Abril de 2020, de Nordmeccanica SpA: Método para producir una película multicapa (M) que comprende al menos dos capas (S1, S2) unidas por medio de un adhesivo de dos componentes sin disolvente, […]
Tablero laminado, del 15 de Abril de 2020, de SWISS KRONO Tec AG: Tablero laminado, que presenta un núcleo de al menos una capa de un papel impregnado de resina sintética y dos caras externas, caracterizado porque […]
Panel adecuado para montar un revestimiento de suelo o de pared resistente al agua, método para producir un panel, del 8 de Abril de 2020, de Champion Link International Corporation: Panel adecuado para montar un revestimiento de suelo o de pared resistente al agua interconectando una pluralidad de los paneles unos con […]
 Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Procedimiento para la fabricación de pantallas para lámparas y pantalla para lámparas fabricada mediante dicho procedimiento, del 3 de Enero de 2020, de TEIXIDOR CASANOVAS, PEDRO: Procedimiento para la fabricación de pantallas para lámparas y pantalla para lámparas fabricada mediante dicho procedimiento. El procedimiento para […]