Sistema de separación y procedimiento para instalación de envasado.
Instalación de envasado (1) que comprende una máquina de envasado (2) que funciona de forma intermitente,
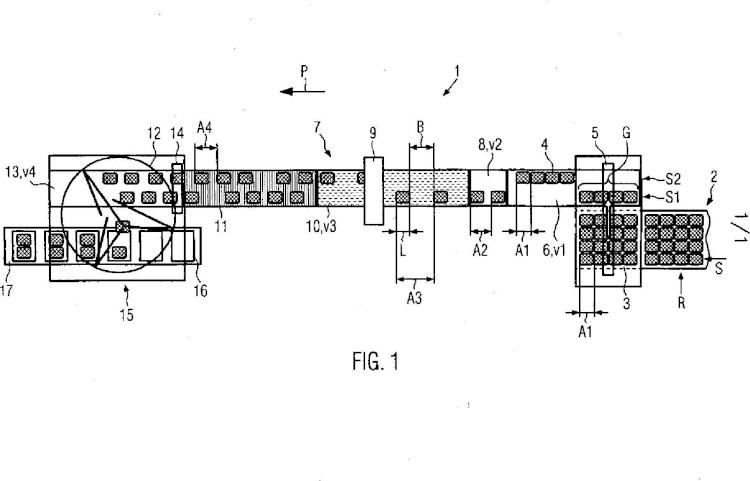
que produce envases (4) sobre varios carriles (S) dentro de un ciclo de trabajo, un sistema de separación (7) de varios carriles, un primer dispositivo de traslado (5), un segundo dispositivo de traslado (12) y una unidad de envasado colectivo (15), estando el primer dispositivo de traslado (5) diseñado para trasladar de forma sucesiva en el funcionamiento envases (4) carril (S) por carril (S) de los carriles (S) de envases (4) proporcionados por la máquina de envasado (2) en cada caso con varios envases (4) por cada carril (S) a diferentes carriles (S1, S2) situados de forma adyacente con un desplazamiento de una cinta transportadora (6) del sistema de separación (7), teniendo el sistema de separación (7) al menos dos cintas transportadoras (6, 8, 10, 11, 13) de las que cada una tiene dos o más carriles (S1, S2), y estando el sistema de separación (7) configurado para ampliar la distancia (A1) entre dos envases (4) sucesivos en la dirección de producción (R) en el mismo o en diferentes carriles (S1, S2) de las cintas transportadoras (6, 8, 10, 11, 13) del sistema de separación (7).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12007770.
Solicitante: MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: BAHNHOFSTRASSE 4 87787 WOLFERTSCHWENDEN ALEMANIA.
Inventor/es: LANG, MICHAEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B35/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › Alimentación en artículos separados, p. ej. transporte de estos artículos.
- B65B35/20 B65B 35/00 […] › por empujadores oscilantes o de movimiento alternativo.
- B65B35/24 B65B 35/00 […] › por correas o cadenas sin fin.
- B65B35/40 B65B 35/00 […] › por empujadores oscilantes o de movimiento alternativo.
- B65B57/00 B65B […] › Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18).
- B65B57/14 B65B […] › B65B 57/00 Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18). › y cuyo funcionamiento manda o para la alimentación de los objetos o productos a embalar.
- B65B9/04 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › teniendo una o las dos bandas bolsos para recibir los objetos o cantidades de materiales.
- B65G47/08 B65 […] › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › espaciando o agrupando los objetos durante la alimentación (durante el transporte por el transportador B65G 47/28).
- B65G47/26 B65G 47/00 […] › disponiendo los objetos, p. ej. haciendo variar el espacio entre cada objeto.
- B65G47/31 B65G 47/00 […] › haciendo variar las velocidades relativas de los transportadores en serie.
- B65G47/52 B65G 47/00 […] › Dispositivos para transferir objetos o materiales entre transportadores, p. ej. para descargar o alimentar (carga o descarga por medios no incorporados o cuyo funcionamiento no está asociado con los transportadores B65G 65/00; transferencia de piezas o mecanizar durante la laminación B21B 41/00).
PDF original: ES-2550509_T3.pdf
Fragmento de la descripción:
Sistema de separación y procedimiento para instalación de envasado La invención se refiere a una instalación de envasado de acuerdo con las características de la reivindicación 1 y a un procedimiento para operar una instalación de envasado de este tipo.
Es conocido por la práctica que aguas abajo en una máquina de envasado de embutición profunda de varios carriles que funciona de forma intermitente, tal como es conocida por el documento EP 2 345 587 A1, está previsto un dispositivo para separar un grupo de envases de un ciclo de trabajo sobre un carril único. Para pesar individualmente o inspeccionar en un detector de metales envases sólo un envase se debe encontrar sobre la cinta de pesado o sobre el trayecto de inspección. Por tanto, la distancia entre envases sucesivos habitualmente de forma directa unos detrás de otros y en la dirección de producción se tiene que ampliar. Para ello pueden estar previstas varias cintas transportadoras dispuestas de forma sucesiva, tal como se da a conocer en el documento US 3.485.399, que en cada caso tienen una velocidad de transporte cada vez mayor. En cada paso de cinta aumenta la distancia entre dos envases sucesivos. Por ejemplo, para traspasar automáticamente estos envases tras su inspección a un envase colectivo están previstos una serie de robots para poder trasladar los envases alimentados con una velocidad elevada a los envases colectivos. Debido a las altas velocidades de transporte de los envases, éstos a menudo sólo se pueden trasladar a un envase colectivo mediante varios robots dispuestos de forma sucesiva. Altas velocidades son también difíciles para la recepción de los envases de la cinta transportadora mediante el robot y es necesario un tiempo prolongado, ya que la sincronización del elemento de agarre con el movimiento del envase requiere más tiempo.
El objetivo de la presente invención es crear una posibilidad de reducir el número de robots necesarios para trasladar envases de una cinta transportadora a un envase colectivo con un rendimiento elevado constante de una instalación de envasado.
Este objetivo se consigue mediante una instalación de envasado con las características de la reivindicación 1 o mediante un procedimiento para operar una instalación de envasado de este tipo con las características de la reivindicación 9. Perfeccionamientos ventajosos de la invención se indican en las reivindicaciones dependientes.
La instalación de envasado de acuerdo con la invención comprende una máquina de envasado de varios carriles, un sistema de separación de varios carriles, un primer dispositivo de traslado, un segundo dispositivo de traslado y una unidad de envasado colectivo, estando el primer dispositivo de traslado diseñado para trasladar de forma sucesiva por carriles (es decir, carril por carril) envases de la máquina de envasado en cada caso con varios envases por cada carril de la máquina de envasado a una cinta transportadora del sistema de separación. La invención está caracterizada porque el sistema de separación está configurado para modificar la distancia de dos envases sucesivos en la dirección de producción, pudiendo los dos envases sucesivos transportarse sobre diferentes carriles de cintas transportadoras de dos o varios carriles del sistema de separación, teniendo el sistema de separación al menos dos cintas transportadoras. De este modo es posible, por un lado, poder inspeccionar individualmente envases de sistemas de inspección y, por otro lado, alimentar los envases con una velocidad baja en dos o varios carriles al segundo dispositivo de traslado. La velocidad baja provoca una minimización del tiempo para sincronizar el elemento de agarre del segundo dispositivo de traslado con los envases y, con ello, una optimización del rendimiento del segundo dispositivo de traslado de modo que, según el rendimiento de la máquina de envasado, posiblemente es suficiente sólo un segundo dispositivo de traslado para insertar todos los envases, por ejemplo, en un envase colectivo.
Preferiblemente, el sistema de separación comprende al menos un módulo de inspección para inspeccionar individualmente envases, pudiendo el módulo de inspección procesar una pluralidad de carriles de una cinta transportadora. Esto simplifica la instalación de envasado y reduce el espacio necesario con respecto a una instalación que está equipada con varios módulos de inspección de un carril, y se reduce el esfuerzo para una separación de carriles y una unión de carriles.
Preferiblemente, el módulo de inspección es un controlador de peso (es decir, un dispositivo de pesaje) , un detector de metales o un aparato de control de rayos x que habitualmente se emplean en la industria alimenticia.
En una realización ventajosa, el primer dispositivo de traslado está configurado para trasladar un número de envases de un carril de la máquina de envasado como grupo al mismo tiempo sobre una primera cinta transportadora del sistema de separación.
A este respecto, preferiblemente, están previstas una primera y una segunda cinta transportadora, teniendo la segunda cinta transportadora una velocidad de transporte que preferiblemente es mayor en al menos un 30%, más preferiblemente en al menos un 50% que una velocidad de transporte de la primera cinta transportadora para aumentar una distancia entre dos envases sucesivos con sólo un paso de cinta.
En una realización ventajosa adicional, el primer dispositivo de traspaso está configurado para trasladar en una sucesión escalonada temporalmente los envases contenidos en un carril a trasladar a una primera cinta transportadora del sistema de separación para aumentar la distancia de dos envases sucesivos.
Preferiblemente, en la instalación de envasado de acuerdo con la invención está prevista una cinta transportadora como transportador de acumulación con una velocidad de transporte menor que la primera cinta transportadora para reducir la distancia entre los envases sucesivos sobre un carril. A este respecto, la velocidad de los envases se puede optimizar para un traslado a un contenedor colectivo mediante el segundo dispositivo de traslado de modo que se aumenta el rendimiento del segundo dispositivo de traslado.
Preferiblemente, el segundo dispositivo de traslado es un robot y está previsto para trasladar envases del sistema de separación a la unidad de envasado colectivo. Robots de este tipo se denominan también recolectores y pueden recoger envases individuales, que anteriormente se detectan mediante un sistema de cámara o cuya posición es conocida por un dispositivo de control de trayecto, con un elemento de agarre, por ejemplo, un dispositivo de aspiración de vacío del recolector, de la cinta transportadora e insertarlos en un envase colectivo.
Un procedimiento de acuerdo con la invención para operar una instalación de envasado que comprende una máquina de envasado de varios carriles, un sistema de separación de varios carriles, un primer dispositivo de traslado, un segundo dispositivo de traslado y una unidad de envasado colectivo, estando el primer dispositivo de traslado diseñado para trasladar de forma sucesiva por carriles envases en cada caso con varios envases por cada carril de la máquina de envasado a una cinta transportadora del sistema de separación, prevé que la distancia de dos envases sucesivos de un carril sobre el sistema de separación se amplíe de modo que se puede realizar una inspección de envases individuales mediante un módulo de inspección del sistema de separación. Esto último se consigue al ajustarse el tamaño de un hueco entre envases sucesivos de modo que es igual o mayor que la longitud de un envase individual.
Preferiblemente se reduce la distancia de los envases aguas abajo del módulo de inspección mediante una cinta transportadora adicional, por ejemplo, un transportador de acumulación, para que se consiga una velocidad de los envases que está optimizada para un robot para trasladar los envases a un contendor colectivo.
En una realización especialmente ventajosa, los envases se trasladan por el sistema de separación mediante al menos el segundo dispositivo de traslado, preferiblemente sólo un robot, en la unidad de envasado colectivo, a un contenedor colectivo, alimentándose los envases en varios carriles, preferiblemente en dos carriles, al segundo dispositivo de traslado. A este respecto, el rendimiento del segundo dispositivo de traslado puede estar adaptado al rendimiento de la máquina de envasado de modo que sólo es necesario un único segundo dispositivo de traslado y se pueden reducir los costes y el espacio necesario de una instalación de envasado de este tipo.
En una variante ventajosa del procedimiento de acuerdo con la invención, el primer dispositivo de traslado... [Seguir leyendo]
Reivindicaciones:
1. Instalación de envasado (1) que comprende una máquina de envasado (2) que funciona de forma intermitente, que produce envases (4) sobre varios carriles (S) dentro de un ciclo de trabajo, un sistema de separación (7) de varios carriles, un primer dispositivo de traslado (5) , un segundo dispositivo de traslado (12) y una unidad de envasado colectivo (15) , estando el primer dispositivo de traslado (5) diseñado para trasladar de forma sucesiva en el funcionamiento envases (4) carril (S) por carril (S) de los carriles (S) de envases (4) proporcionados por la máquina de envasado (2) en cada caso con varios envases (4) por cada carril (S) a diferentes carriles (S1, S2) situados de forma adyacente con un desplazamiento de una cinta transportadora (6) del sistema de separación (7) , teniendo el sistema de separación (7) al menos dos cintas transportadoras (6, 8, 10, 11, 13) de las que cada una tiene dos o más carriles (S1, S2) , y estando el sistema de separación (7) configurado para ampliar la distancia (A1) entre dos envases (4) sucesivos en la dirección de producción (R) en el mismo o en diferentes carriles (S1, S2) de las cintas transportadoras (6, 8, 10, 11, 13) del sistema de separación (7) .
2. Instalación de envasado de acuerdo con la reivindicación 1, caracterizada porque el sistema de separación (7) comprende al menos un módulo de inspección (9) para inspeccionar individualmente envases (4) , pudiendo el módulo de inspección (9) inspeccionar envases (4) sobre una pluralidad de carriles (S1, S2) de una cinta transportadora (10) .
3. Instalación de envasado de acuerdo con la reivindicación 2, caracterizada porque el módulo de inspección (9) es un controlador de peso, un detector de metales o un aparato de control de rayos x.
4. Instalación de envasado de acuerdo con una de las reivindicaciones anteriores, caracterizada porque el primer dispositivo de traslado (5) está configurado para trasladar los envases (4) contenidos en un carril (S) a trasladar como grupo (G) conjuntamente a una primera cinta transportadora (6) del sistema de separación (7) .
5. Instalación de envasado de acuerdo con una de las reivindicaciones anteriores, caracterizada porque están previstas al menos una primera y una segunda cinta transportadora (6, 8) , teniendo la segunda cinta transportadora
(8) una velocidad de transporte (v2) que es mayor que una velocidad de transporte (v1) de la primera cinta transportadora (6) .
6. Instalación de envasado de acuerdo con una de las reivindicaciones anteriores 1 a 3, caracterizada porque el primer dispositivo de traslado (5) está configurado para trasladar de forma sucesiva individualmente los envases (4) contenidos en un carril (S) a trasladar a una primera cinta transportadora (6) del sistema de separación (7) para aumentar la distancia (A1) de dos envases (4) sucesivos.
7. Instalación de envasado de acuerdo con una de las reivindicaciones 4 a 6, caracterizada porque está prevista una cinta transportadora (11) como transportador de acumulación con una velocidad de transporte menor que la primera cinta transportadora (6) para reducir la distancia (A3, A4) entre los envases (4) sucesivos sobre un carril (S1, S2) .
8. Instalación de envasado de acuerdo con una de las reivindicaciones anteriores, caracterizada porque el primer dispositivo de traslado (5) está configurado para trasladar de forma alternante carriles (S) a trasladar de envases (4) sobre dos o más carriles (S1, S2) de la primera cinta transportadora (6) del sistema de separación (7) .
9. Procedimiento para operar una instalación de envasado (1) que comprende una máquina de envasado (2) que funciona de forma intermitente, que produce envases (4) sobre varios carriles (S) dentro de un ciclo de trabajo, un sistema de separación (7) con varios carriles (S1, S2) situados de forma adyacente con un desplazamiento, un primer dispositivo de traslado (5) , un segundo dispositivo de traslado (12) y una unidad de envasado colectivo (15) , trasladando el primer dispositivo de traslado (5) de forma sucesiva por carriles los carriles (S) de envases (4) generados por la máquina de envasado (2) dentro de un ciclo de trabajo en cada caso con varios envases (4) por cada carril (S) sobre uno o los varios carriles (S1, S2) situados de forma adyacente con un desplazamiento de una primera cinta transportadora (6) del sistema de separación (7) , ampliándose la distancia (A1) de dos envases (4) sucesivos sobre el mismo o sobre diferentes carriles (S1, S2) sobre el sistema de separación (7) de modo que un hueco (B) entre dos envases (4) sucesivos es más grande que la longitud de envase (L) de un envase (4) individual.
10. Procedimiento de acuerdo con la reivindicación 9, caracterizado porque la distancia (A3) de los envases (4) aguas debajo de un módulo de inspección (9) se reduce mediante una cinta transportadora (11) adicional.
11. Procedimiento de acuerdo con una de las reivindicaciones 9 ó 10, caracterizado porque los envases (4) se trasladan por el sistema de separación (7) mediante al menos el segundo dispositivo de traslado (12) en la unidad de envasado colectivo (15) a un contendor colectivo (16) , alimentándose los envases (4) en varios carriles al segundo dispositivo de traslado (12) .
12. Procedimiento de acuerdo con una de las reivindicaciones 9 a 11, caracterizado porque el primer dispositivo de traslado (5) deposita de forma sucesiva individualmente los envases (4) sobre la primera cinta transportadora (6) para ampliar la distancia (A1) entre dos envases (4) sucesivos de modo que en el módulo de inspección (9) se realiza la inspección de un envase (4) individual.
13. Procedimiento de acuerdo con una de las reivindicaciones 9 a 11, caracterizado porque el primer dispositivo de traslado (5) deposita los envases (4) como grupo (G) al mismo tiempo sobre la primera cinta transportadora (6) y porque mediante al menos una segunda cinta transportadora (8) , que se opera con una velocidad de transporte (v2) mayor que la primera cinta transportadora (6) , se amplía la distancia (A1) entre dos envases (4) sucesivos de modo que en el módulo de inspección (9) se puede realizar la inspección de un envase (4) individual.
14. Procedimiento de acuerdo con una de las reivindicaciones 9 a 13, caracterizado porque los envases (4) se traspasan por una máquina de envasado (2) de varios carriles a un sistema de separación (7) de dos carriles.
15. Procedimiento de acuerdo con una de las reivindicaciones 9 a 14, caracterizado porque los envases (4) se transportan en dos carriles a lo largo del módulo de inspección (9) y hacia el segundo dispositivo de traslado (12) .
16. Procedimiento de acuerdo con una de las reivindicaciones 9 a 15, caracterizado porque el primer dispositivo de traslado (5) traslada de forma alternante los carriles (S) de envases (4) sobre los dos o más carriles (S1, S2) de la primera cinta transportadora (6) del sistema de separación (7) .
Patentes similares o relacionadas:
DISPOSITIVO DE SUJECIÓN DE OBJETOS PARA PISTAS DE TRANSFERENCIA Y MÁQUINA PARA MANIPULAR OBJETOS ASOCIADA AL MISMO, del 11 de Febrero de 2020, de MULET VALLES,TOMAS: Dispositivo de sujeción de objetos para pistas de transferencia, que comprende al menos un carro de transferencia configurado para moverse en circuito cerrado […]
Dispositivo de relevo, del 13 de Noviembre de 2019, de TOYO JIDOKI CO., LTD.: Un dispositivo de relevo que comprenda: una primera sección de transporte que transporta una pluralidad de objetos a transportar, continuamente […]
Dispositivo y método para transferir envases, del 23 de Octubre de 2019, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Dispositivo de transferencia para transferir envases de un dispositivo de avance de envases, en el que están alineados en al […]
Sistema para transportar y transferir productos alimenticios, del 21 de Agosto de 2019, de Marel Meat Processing Inc: Sistema para transportar productos alimenticios para envasado, que comprende: - una cinta transportadora que transporta productos alimenticios […]
Correa transportadora que incluye unos rodillos apilados bidireccionales, del 15 de Mayo de 2019, de LAITRAM L.L.C.: Un transportador que comprende: una correa transportadora que incluye: una pluralidad de primeros conjuntos de rodillos dispuestos en unas primeras […]
Uso de un sistema de clasificación para artículos de tamaño variable, del 18 de Marzo de 2019, de BEUMER Group A/S: Método de uso de un sistema de clasificación para recibir artículos en una o más ubicaciones de carga y descargar artículos en una o más ubicaciones de descarga, en donde […]
Máquina de desplazamiento de recipientes delante de unos puestos de control, del 13 de Febrero de 2019, de HCV 2: Máquina para llevar a desfilar, según un sentido dado, unos recipientes delante de al menos un puesto de control, incluyendo esta máquina: […]
Correa transportadora que incluye unos rodillos apilados bidireccionales, del 18 de Octubre de 2018, de LAITRAM L.L.C.: Una correa transportadora que comprende: una pluralidad de primeros conjuntos de rodillos dispuestos en unas primeras calles que se extienden […]