Perfil laminado de madera encolada para carpintería interior y exterior y procedimiento de fabricación del mismo.
Perfil laminado de madera encolada para carpintería interior y exterior,
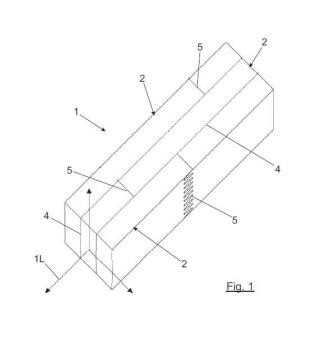
que comprende una pluralidad de láminas (2) de pino negro, encoladas mediante adhesivo bicomponente (3) formado por una emulsión polimérica de isocianato y endurecedor libre de formaldehído. Procedimiento de fabricación de un perfil laminado de madera encolada de pino negro.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201431571.
Solicitante: FUNDACIÓ PRIVADA INSTITUT CATALÀ DE LA FUSTA (INCAFUST).
Nacionalidad solicitante: España.
Inventor/es: GENE SERA,Jordi, CORREAL MÒDOL,Eduard, VILCHES CASALS,Marcel, BORRAS ESQUIUS,Anna.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B7/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 7/00 Productos estratificados caracterizados por la relación entre las capas; Productos estratificados caracterizados por la orientación relativa de elementos característicos entre capas, es decir, productos que comprenden capas que tienen propiedades físicas, químicas o fisicoquímicas diferentes; productos estratificados caracterizados por la unión entre capas. › interponiendo adhesivos o materiales con propiedades adhesivas.
- C09J175/08 QUIMICA; METALURGIA. › C09 COLORANTES; PINTURAS; PULIMENTOS; RESINAS NATURALES; ADHESIVOS; COMPOSICIONES NO PREVISTAS EN OTRO LUGAR; APLICACIONES DE LOS MATERIALES NO PREVISTAS EN OTRO LUGAR. › C09J ADHESIVOS; ASPECTOS NO MECANICOS DE LOS PROCEDIMIENTOS DE PEGADO EN GENERAL; PROCEDIMIENTOS DE PEGADO NO PREVISTOS EN OTRO LUGAR; EMPLEO DE MATERIALES COMO ADHESIVOS (preparación de cola o gelatina C09H). › C09J 175/00 Adhesivos a base de poliureas o poliuretanos; Adhesivos a base de derivados de tales polímeros. › a partir de poliéteres.
- E04C3/12 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04C ELEMENTOS ESTRUCTURALES; MATERIALES DE CONSTRUCCION (para puentes E01D; especialmente concebidos para aislamiento o cualquier otra protección E04B; elementos utilizados como auxiliares para la construcción E04G; para minas E21; para túneles E21D; elementos estructurales con un campo de aplicación más amplio que el de la industria de la edificación F16, concretamente F16S). › E04C 3/00 Elementos de construcción de forma alargada concebidos para soportar cargas (como ayudas a la construcción E04G). › de madera, p. ej. con armaduras o tirantes (E04C 3/292 tiene prioridad).
- E06B1/06 E […] › E06 PUERTAS, VENTANAS, POSTIGOS O CORTINAS METALICAS ENROLLABLES, EN GENERAL; ESCALERAS. › E06B CIERRES FIJOS O MOVILES PARA LA ABERTURA DE LOS EDIFICIOS, VEHICULOS, EMPALIZADAS O CERCADOS SIMILARES EN GENERAL, p. ej. PUERTAS, VENTANAS, CORTINAS, PORTICOS (persianas de cierre o similares A01G 9/22; cortinas A47H; capós o tapas para vehículos B62D 25/10; claraboyas, lumbreras E04B 7/18; sombrillas, toldos E04F 10/00). › E06B 1/00 Estructuras de marcos de aberturas en muros, suelos o techos; Bastidores destinados a ser montados rígidamente en tales aberturas (E06B 5/00 tiene prioridad; características relativas igualmente a los bastidores interiores o bastidores de batientes, características relativas tan sólo al montaje de bastidores interiores E06B 3/00; uniones en ángulo o uniones esquinadas E06B 3/96). › Marcos de puerta en madera.
Fragmento de la descripción:
TABLA I
Calidad ALTA
Altitud Entre 1.600 y 2.000 m
Pluviometría media anual Superiores a 1.000 mm
Tipología del terreno Acostumbran a establecerse en umbrías de suelos profundos, fondos de valle, partes bajas y medias de ladera con pendientes que pueden llegar a ser altas, pero no extremas. La presencia de litologías calcáreas, con suelos profundos y bien lavados, puede dar lugar a calidades excelentes.
Crecimiento en volumen con corteza Superiores a 4, 5 m3/ha/año (entre 5 -6 m3/ha/año de media)
Crecimiento medio en área basimétrica Masas de Dm ⥠20 cm: 0, 75 m2/ha/año. Masas de Dm < 20 cm: 0, 9 m2/ha/año
Objetivo de producción A lo largo del turno, puede obtenerse una proporción elevada de madera para sierra (normal y especial) y postes.
Edad de corta (indicativa) 120 -150 años
Diámetro de cortabilidad (indicativo) 40 -45 cm
Altura dominante a los 120 años superior a 20 metros
TABLA II
Calidad MEDIA
Altitud Localizaciones en las que alguna de las variables ecológicas toma valores subóptimos, aunque el resto de variables permanezcan en sus valores óptimos: Así, estas masas se ubican en zonas con rangos altitudinales subóptimos (1.400 -1.600m o 2.000 -2.200 m) , pero con suelos, pluviometría y orientación adecuados. También pueden encontrarse en solanas fértiles o en umbrías de suelos profundos, posiciones fisiográficas de fondo de valle, partes bajas y medias de ladera, pero con pluviometrías medias anuales inferiores a los 1.000 mm.
Pluviometría media anual
Tipología del terreno
Crecimiento en volumen con corteza Entre los 2, 5 y los 4, 5 m3/ha/año (3, 5 m3/ha/año de media)
Crecimiento medio en área basimétrica Masas de Dm ⥠20 cm: 0, 52 m2/ha/año. Masas de Dm < 20 cm: 0, 62 m2/ha/año
Objetivo de producción A lo largo del turno, puede obtenerse una parte importante de la producción de madera para sierra normal y postes.
Edad de corta (indicativa) 120 -150 años
Diámetro de cortabilidad (indicativo) 35 -40 cm
Altura dominante a los 120 años 16 a 20 metros
TABLA III
Calidad BAJA
Altitud En general, las calidades de estación bajas corresponden a localizaciones en las que dos o más de las variables ecológicas no se sitúan dentro de su rango óptimo. La calidad de estación baja puede venir determinada por: -Altitud inferior a los 1.400 m o superior a los 2.200 m. -Suelos poco profundos, con frecuentes afloramientos rocosos o alta pedregosidad. -Partes altas de ladera de fuerte pendiente, divisorias expuestas y crestas. -Solanas con pluviometría media anual inferior a los 1.000 mm.
Pluviometría media anual
Tipología del terreno
Crecimiento en volumen con corteza Inferiores a 2, 5 m3/ha/año (entre 1, 5 -2 m3/ha/año de media)
Crecimiento medio en área basimétrica Masas de Dm ⥠20 cm: 0, 32 m2/ha/año. Masas de Dm < 20 cm: 0, 41 m2/ha/año
Objetivo de producción La producción, en general, no será válida para madera de sierra.
Edad de corta (indicativa) 150 -200 años
Diámetro de cortabilidad (indicativo) 30 -35 cm
Altura dominante a los 120 años 12 a 16 metros
La utilización del pino negro, conocido como Pinus uncinata o Pinus mugo, no resulta conocida actualmente en la fabricación de perfiles. Esta especie presenta importantes puntos fuertes con respecto otros materiales utilizados tradicionalmente en la fabricación de perfiles, tales como madera de otras especies, aluminio o PVC.
En concreto, el pino negro resulta más ligero que otras maderas, como la madera de frondosa boreal o tropical. Constituye una madera libre de taninos, facilitando el acabado superficial y el encolado al evitar interferencias químicas indeseadas. Mejora significativamente la estabilidad dimensional, el control de las dimensiones durante la fabricación y las deformaciones respecto a la madera maciza. Optimiza el aprovechamiento de la materia prima a partir de láminas de menor sección, lo que supone un mayor beneficio ambiental y mejora el proceso de secado. El saneamiento de las singularidades más destacables, como nudos, bolsas de resina o fendas, mejora notablemente la calidad estética. Desgasta poco las herramientas de corte durante su mecanizado y resulta fácil de teñir.
El pino negro presenta un poder aislante muy superior al del aluminio (que presenta una conductividad térmica unas 1500 veces superior) y al del PVC (que presenta una conductividad térmica alrededor de un 23% superior) . La energía incorporada durante la fabricación es muy inferior al aluminio (que requiere una energía de fabricación hasta trece veces mayor) y al PVC (que requiere una energía de fabricación hasta seis veces mayor) . La madera de pino negro captura 1.84 g de CO2 durante la fase de crecimiento del árbol. Al final de su vida útil se puede aprovechar para obtener energía, liberando el CO2 que ha absorbido de la atmosfera previamente y, por tanto, no contribuye netamente a aumentar el efecto invernadero. Contrariamente, la degradación del aluminio y del PVC genera emisiones netas de CO2 que sí contribuyen al aumento del efecto invernadero. Además, el pino negro es un recurso renovable, biodegradable y no genera productos tóxicos. Finalmente, al ser transpirable permite regular la humedad del ambiente con el exterior.
Así pues, el pino negro permite obtener un perfil laminado de madera encolada para carpintería interior y exterior homogéneo, de calidad normalizada, dimensiones específicas, y humedad y propiedades controladas. El encolado mediante adhesivo bicomponente, formado por una emulsión polimérica de isocianato y endurecedor libre de formaldehído, permite comercializar el perfil laminado obtenido en mercados altamente exigentes respecto a las emisiones de formaldehido, un compuesto orgánico volátil cancerígeno que en el futuro podría estar sujeto a prohibiciones o limitaciones de uso.
Descripción de la invención De acuerdo a un primer objeto, la presente invención se refiere a un perfil laminado de madera encolada para carpintería interior y exterior que comprende una pluralidad de láminas de pino negro, encoladas mediante adhesivo bicomponente formado por una emulsión polimérica de isocianato y endurecedor libre de formaldehído.
Preferentemente, el perfil laminado de madera encolada para carpintería interior y exterior de la presente invención presenta un número de láminas igual o superior a 3, preferentemente impar. Las láminas comprenden lateralmente una o más caras de unión dispuestas en paralelo al eje longitudinal del perfil. Preferentemente, las láminas se unen lateralmente entre sí con sus fibras de crecimiento en dirección axial y al mismo tiempo con sus fibras de crecimiento orientadas en serie o en paralelo.
Para perfiles de mayor longitud, las láminas pueden comprender uniones a testa dentadas en sentido longitudinal al perfil. Preferentemente, las uniones a testa se disponen de forma alternada entre láminas contiguas.
La cantidad de adhesivo bicomponente se encuentra entre 150 y 250 gramos por metro cuadrado de superficie a encolar. Por cuestiones estéticas el adhesivo a utilizar presenta un color claro indistinguible respecto a la madera. Se utiliza un adhesivo de tipo D4 según UNE-EN 204:2002.
De acuerdo a un segundo objeto, la presente invención se refiere a un procedimiento de fabricación de un perfil laminado de madera encolada de pino negro, que comprende las etapas de:
a) apilar y secar al aire uno o más rollos de pino de negro para que su contenido de humedad sea menor; b) descortezar los rollos; c) desdoblar los rollos en láminas de madera; d) eliminar las singularidades, irregularidades o defectos de las láminas de madera, tales como nudos, fendas etc., mediante cortes transversales; e) secar las láminas hasta dejarlas con un contenido de humedad entre el 8% y 15%;
f) cepillar las láminas secas para eliminar las irregularidades y preparar la superficie de encolado, resultando conveniente que entre el cepillado y el encolado no transcurran más de 24 horas;
g) limpiar las superficies de las láminas de madera que se van a encolar;
h) aplicar un adhesivo bicomponente formado por una emulsión polimérica de isocianato y endurecedor libre de formaldehído en las caras de unión de las láminas, preferentemente aplicando una cantidad de adhesivo entre 150 y 250 gramos por metro cuadrado de superficie a encolar sobre láminas de madera cuya temperatura no sea inferior a 20º C; y i) prensar en frío las láminas encoladas con una presión de entre 0, 1MPa y 1MPa, preferentemente próxima a 1MPa, para obtener un perfil laminado, preferentemente armando las láminas sobre un bastidor metálico y con una temperatura ambiente de 20º C, tratando...
Reivindicaciones:
las reivindicaciones anteriores 1 a 7 caracterizado por que la cantidad de adhesivo bicomponente (3) se encuentra entre 150 y 250 gramos por metro cuadrado de superficie a encolar.
9. Perfil laminado de madera encolada para carpintería interior según cualquiera de las reivindicaciones anteriores 1 a 8 caracterizado por que la variedad de pino negro se corresponde a la de Pinus uncinata o Pinus mugo.
10. Procedimiento de fabricación de un perfil laminado de madera encolada de pino negro caracterizado por que comprende las etapas de: a) apilar y secar al aire uno o más rollos de pino de negro; b) descortezar los rollos; c) desdoblar los rollos en láminas de madera; d) eliminar las singularidades, irregularidades o defectos de las láminas de madera mediante cortes transversales; e) secar las láminas hasta dejarlas con un contenido de humedad entre el 8% y 15%; f) cepillar las láminas secas para eliminar las irregularidades y preparar la superficie de encolado; g) limpiar las superficies de las láminas de madera que se van a encolar; h) aplicar un adhesivo bicomponente (3) formado por una emulsión polimérica de isocianato y endurecedor libre de formaldehído en las caras de unión (4) de las láminas (2) ; y i) prensar en frío las láminas encoladas para obtener un perfil laminado (1) .
11. Procedimiento de fabricación de un perfil laminado de madera encolada de pino negro según la reivindicación 10 caracterizado por que después de la etapa e) comprende las etapas de:
e.1) realizar uniones a testa (5) dentadas en las láminas secadas; e.2) limpiar las uniones a testa (5) ; e.3) aplicar el adhesivo bicomponente (3) en las uniones a testa (5) ; y e.4) empalmar longitudinalmente las láminas (2) .
12. Procedimiento de fabricación de un perfil laminado de madera encolada de pino negro según cualquiera de las reivindicaciones 10 a 11 caracterizado por que 12
después de la etapa i) comprende las etapas de: j) cepillado para eliminar los excesos de adhesivo (3) del perfil laminado (1) ; y k) aplicar un acabado superficial sobre el perfil laminado (1) .
** (Ver fórmula) **
ï14ï
Patentes similares o relacionadas:
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Producto textil compuesto, del 1 de Julio de 2020, de YIE-CHENG TEXTILE TECHNOLOGY CO., LTD: Un producto textil compuesto, que comprende: una capa textil de poliamida; y una película de poliamida unida a la capa textil de poliamida, […]
Un laminado para uso en embalajes, un método para hacer un laminado recerrable y uso del mismo, del 1 de Julio de 2020, de DANAPAK FLEXIBLES A/S: Un método para fabricar un laminado recerrable, tal como una película de tapa para embalajes, dicho laminado comprende una capa base, una capa […]
Un procedimiento y un aparato para desmontar un módulo de visualización unido mediante un adhesivo líquido ópticamente transparente, del 24 de Junio de 2020, de HENKEL AG & CO. KGAA: Un procedimiento para desmontar un componente de un conjunto electrónico, que comprende las etapas siguientes: (a) proporcionar un aparato para generar radiación […]
 Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Composición adhesiva termofusible basada en una mezcla de copolímeros de propileno preparados usando catalizadores y procedimientos de sitio único, del 17 de Junio de 2020, de BOSTIK, INC.: Una composición adhesiva termofusible que comprende: (a) una mezcla de polímeros que contiene al menos un polímero SSC-PP de LMW semicristalino y al […]