Método y sistema para el control de sofware automatizado de parámetros de orientación de chorro de agua.
Método para hacer funcionar un sistema informático para controlar un aparato de chorro (320) para cortar a lo largo de una trayectoria de corte designada de un material para producir una pieza objetivo que tiene una especificación geométrica,
teniendo al aparato de chorro (320) un cabezal de corte y una pluralidad de parámetros de proceso modificables;
caracterizado por
recuperar una representación de un modelo de datos predictivo (405) que modela los efectos de valores de al menos una característica de orientación del cabezal de corte sobre un corte producido utilizando esos valores;
determinar automáticamente y dinámicamente (506) una pluralidad de valores para la al menos una característica de orientación a partir de la representación del modelo de datos (405) recuperada, según valores de los parámetros de proceso; y
utilizar la pluralidad de valores determinados para la al menos una característica de orientación para controlar el aparato de chorro (320) para cortar siguiendo la trayectoria designada para producir la pieza objetivo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10009291.
Solicitante: FLOW INTERNATIONAL CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 23500 - 64TH AVENUE SOUTH KENT, WA 98032 ESTADOS UNIDOS DE AMERICA.
Inventor/es: Knaupp,Michael , Burnham,Charles D. , Sahney,Mira K. , ZHOU,JIANNAN, ERICHSEN,GLENN A, HASHISH,MOHAMED.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24C1/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24C TRATAMIENTO POR CHORRO ABRASIVO O CHORRO ANALOGO, CON MATERIALES EN PARTICULAS. › B24C 1/00 Métodos para la utilización del chorro abrasivo con vistas a la realización de un trabajo determinado; Utilización de equipos auxiliares vinculados a estos métodos. › para trabajar únicamente ciertas partes de una superficie, p. ej. para grabar la piedra o el vidrio.
- B24C5/02 B24C […] › B24C 5/00 Dispositivos o accesorios para la producción de chorros abrasivos. › Cañones, p. ej. para producir chorros de fluidos abrasivos de gran velocidad para el corte de materiales.
- B26F3/00 B […] › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › Separación por medios distintos al corte; Aparatos a este efecto (seccionamiento a la muela B24B 27/06).
PDF original: ES-2528484_T3.pdf
Fragmento de la descripción:
Método y sistema para control de software automatizado de parámetros de orientación de chorro de agua Antecedentes de la invención Campo de la invención
La presente invención se refiere a un método y a un sistema para controlar automáticamente un chorro de fluido y, en particular, a métodos y sistemas para controlar automáticamente el avance, la conicidad y otros parámetros de orientación y de proceso de un chorro de agua a alta presión utilizando modelos predictivos.
Antecedentes
Los chorros de fluidos a alta presión, incluidos los chorros de agua abrasivos a alta presión, se utilizan para cortar una amplia variedad de materiales en muchas industrias diferentes. Los chorros de agua abrasivos han demostrado ser especialmente útiles en el corte de materiales difíciles, gruesos o aglomerados, tales como materiales de metal, de vidrio o cerámicos gruesos. En la actualidad están disponibles sistemas para generar chorros de agua abrasivos a alta presión, por ejemplo el sistema Paser 3 fabricado por Flow International Corporation, el cesionario de la presente invención. Un sistema de corte por chorro abrasivo de este tipo se muestra y se describe en la patente estadounidense n.° 5.643.058 de Flow. Debe entenderse que los términos "chorro de fluido a alta presión" y "chorro" utilizados a lo largo del presente documento incorporan todos los tipos de chorros de fluido a alta presión, incluyendo pero sin limitarse a, chorros de agua a alta presión y chorros de agua abrasivos a alta presión. En tales sistemas, el fluido a alta presión, normalmente agua, fluye a través de un orificio en un cabezal de corte para formar un chorro a alta presión, en el que las partículas abrasivas se combinan a medida que el chorro fluye a través de un tubo de mezclado. El chorro de agua abrasivo a alta presión se descarga desde el tubo de mezclado y se dirige hacia una pieza de trabajo para cortar la pieza de trabajo siguiendo una trayectoria designada.
En el documento FR-A-2 699 852 se enseña un método de control del funcionamiento de un aparato de chorro de fluido en el que el control se basa en Información almacenada antes del funcionamiento real del aparato y en relación con la naturaleza misma y el grosor del material que se va a cortar. Según la enseñanza del documento FR- A-2 699 852, el movimiento de traslación de la boquilla se controla según la información almacenada previamente.
El documento FR-A-2 699 852 también da a conocer un sistema de control de chorro de fluido dinámico que controla un aparato de chorro de fluido para producir a partir de un material una pieza objetivo con una geometría que tiene una pluralidad de segmentos geométricos. El aparato tiene una boquilla que se orienta con respecto a una pluralidad de ejes basándose en información almacenada previamente en una unidad de memoria con el fin de cortar una pieza objetivo.
Hay varios sistemas disponibles actualmente para mover un chorro de fluido a alta presión siguiendo una trayectoria designada. Tales sistemas se denominan comúnmente máquinas de tres ejes y de cinco ejes. Las máquinas de tres ejes convencionales montan el conjunto de cabezal de corte de tal manera que puede moverse a lo largo de un plano x-y y en perpendicular a lo largo de un eje z, concretamente hacia y desde la pieza de trabajo. De esta manera, el chorro de fluido a alta presión generado por el conjunto de cabezal de corte se mueve siguiendo la trayectoria designada en un plano x-y, y se eleva y se desciende con respecto a la pieza de trabajo, según pueda desearse. Las máquinas de cinco ejes convencionales funcionan de una manera similar pero proporcionan movimiento sobre dos ejes de rotación adicionales, normalmente sobre un eje horizontal y de un eje vertical de manera que consiguen, en combinación con los otros ejes, ciertos grados de inclinación y basculamiento.
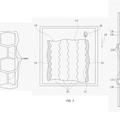
La manipulación de un chorro sobre cinco ejes puede ser útil por una diversidad de razones, por ejemplo, para cortar una forma tridimensional. Tal manipulación también puede desearse para corregir las características de corte del chorro o las características del resultado del corte. Más en particular, según comprenderá un experto en la técnica, un corte producido por un chorro, por ejemplo un chorro de agua abrasivo, tiene características que difieren de los cortes producidos mediante procedimientos de mecanizado más tradicionales. Dos de las características de corte que pueden obtenerse a partir de la utilización de un chorro de fluido a alta presión se denominan "conicidad" y "retraso". La figura 1 es una ilustración de ejemplo de conicidad. La conicidad se refiere al ángulo de un plano de la pared de corte con respecto a un plano vertical. La conicidad produce normalmente una pieza objetivo que tiene dimensiones diferentes en la superficie superior (en la que el chorro entra en la pieza de trabajo) que en la superficie inferior (en la que el chorro sale de la pieza de trabajo). La figura 2 es una ilustración de ejemplo de retraso. El retraso, también denominado arrastre, identifica los fenómenos en que el chorro de fluido a alta presión sale de la pieza de trabajo en un punto por detrás del punto de entrada del chorro en la pieza de trabajo, con respecto a la dirección de desplazamiento. Estas dos características de corte, concretamente conicidad y retraso, pueden o no ser aceptables, dado el producto final deseado. La conicidad y el retraso varían dependiendo de la velocidad del corte; así, una forma conocida de controlar una conicidad y/o un retraso excesivos consiste en ralentizar la velocidad de corte del sistema. En situaciones en las que es deseable reducir al mínimo o eliminar la conicidad y el retraso, se han utilizado sistemas convencionales de cinco ejes, principalmente a través de prueba y error manual, para aplicar
correcciones de ángulos de conicidad y de avance al chorro a medida que se mueve siguiendo la trayectoria de corte.
Sumario de la invención
En un breve resumen, los métodos y sistemas de la presente invención proporcionan el control automático de 5 parámetros de orientación de un chorro de fluido para conseguir un mayor control sobre el contorno del corte producido y la pieza resultante. Estos métodos y sistemas pueden emplearse con diferentes tipos de aparatos de chorro, como los que controlan un cabezal de corte utilizando movimiento alrededor de un número diferente de ejes. Las realizaciones de ejemplo proporcionan un sistema dinámico de control de chorro de agua ("DWCS, dynamic waterjet control system") para controlar dinámicamente la orientación de un chorro con respecto al material que se 10 está cortando en función de la velocidad y/u otros parámetros de proceso. Los parámetros de orientación incluyen, por ejemplo, la posición x-y del chorro a lo largo de la trayectoria de corte, así como tres parámetros de orientación tridimensional del chorro, tales como los valores de compensación de separación y los ángulos de conicidad y de avance del cabezal de corte. En una realización, el DWCS utiliza un conjunto de modelos predictivos para determinar automáticamente los parámetros de orientación apropiados para una geometría arbitraria como funciones 15 de la velocidad. De esta manera, estos modelos hacen corresponder dinámicamente, para cada entidad geométrica, la velocidad del cabezal de corte con los ángulos de avance y conicidad apropiados en diferentes condiciones de proceso del cabezal de corte. Por ejemplo, cuando se está cortando una esquina, normalmente el cabezal de corte se ralentiza. En algunos casos, utilizando las técnicas de determinación de los ángulos de avance y conicidad automatizados de la presente invención, puede aminorarse la desaceleración, al tiempo que el cabezal de corte 20 consigue un corte más preciso.
Se proporciona un método en un sistema informático para controlar un aparato de chorro para cortar siguiendo una trayectoria de corte designada de un material para producir una pieza objetivo que tiene una especificación geométrica, teniendo el aparato de chorro un cabezal de corte y una pluralidad de parámetros de proceso modificables; que comprende:
recuperar una representación de un modelo de datos predictivo que modela los efectos de valores de al menos una característica de orientación del cabezal de corte sobre un corte producido utilizando esos valores; determinar automática y dinámicamente una pluralidad de valores para la al menos una característica de orientación a partir de la representación del modelo de datos recuperada, según valores de los parámetros de proceso; y utilizar la pluralidad de valores determinados para la al menos una característica de orientación para controlar el aparato de 30 chorro para cortar siguiendo la trayectoria designada para... [Seguir leyendo]
Reivindicaciones:
Método para hacer funcionar un sistema informático para controlar un aparato de chorro (320) para cortar a lo largo de una trayectoria de corte designada de un material para producir una pieza objetivo que tiene una especificación geométrica, teniendo al aparato de chorro (320) un cabezal de corte y una pluralidad de parámetros de proceso modificables;
caracterizado por
recuperar una representación de un modelo de datos predictivo (405) que modela los efectos de valores de al menos una característica de orientación del cabezal de corte sobre un corte producido utilizando esos valores;
determinar automáticamente y dinámicamente (506) una pluralidad de valores para la al menos una característica de orientación a partir de la representación del modelo de datos (405) recuperada, según valores de los parámetros de proceso; y
utilizar la pluralidad de valores determinados para la al menos una característica de orientación para controlar el aparato de chorro (320) para cortar siguiendo la trayectoria designada para producir la pieza objetivo.
Método según la reivindicación 1, comprendiendo la especificación geométrica
una pluralidad de entidades geométricas, en el que la determinación automática de la pluralidad de valores comprende además, para cada entidad:
determinar una velocidad que corresponde a una entidad geométrica; y
utilizar la representación recuperada del modelo de datos predictivo (405) para determinar automáticamente un valor para la característica de orientación según la velocidad determinada.
Método según la reivindicación 2, en el que la determinación automática del valor para la característica de orientación según la velocidad determinada determina también el valor según los valores de los parámetros de proceso.
Método según la reivindicación 2, en el que dos de las entidades geométricas se ordenan en sucesión y tienen velocidades correspondientes diferentes, indicando por tanto una de una aceleración y una desaceleración del aparato de chorro (320).
Método según la reivindicación 1, en el que las etapas se realizan mediante un controlador del aparato de chorro (320).
Método según la reivindicación 1, en el que la utilización de los valores determinados para controlar el aparato de chorro (320) comprende además:
generar un programa de movimiento para controlar el aparato de chorro (320), Indicando el programa de movimiento la pluralidad de valores determinados para la característica de orientación; y
ejecutar el programa de movimiento para hacer que el aparato de chorro (320) corte a lo largo de la trayectoria deseada.
Método según la reivindicación 1, en el que la característica de orientación es un ángulo de avance de una corriente de chorro del cabezal de corte relativo al material.
Método según la reivindicación 1, en el que la característica de orientación es un ángulo de conicidad de una corriente de chorro del cabezal de corte relativo al material.
Método según la reivindicación 1, en el que la representación del modelo de datos predictivo (405) es una función programada que devuelve valores basándose en la evaluación de una ecuación matemática.
Método según la reivindicación 9, en el que la ecuación matemática es una ecuación expresada en función de la velocidad.
Método según la reivindicación 10, teniendo la ecuación coeficientes, en el que los valores de los coeficientes se basan en valores de los parámetros de proceso.
Método según la reivindicación 10, teniendo la ecuación coeficientes, en el que los valores de los coeficientes varían con el grosor del material.
13.
14.
15.
16.
17.
18.
19.
21.
22.
23.
Método según la reivindicación 10, en el que la ecuación es una ecuación polinómica.
Método según la reivindicación 1, en el que la representación del modelo de datos predictivo (405) es una tabla de búsqueda de valores discretos y la determinación automática de la pluralidad de valores determina valores que se derivan de los valores discretos.
Medio de memoria legible por ordenador, que contiene instrucciones que controlan un procesador de ordenador para controlar un aparato de chorro (320) para cortar a lo largo de una trayectoria de corte designada de un material para producir una pieza objetivo que tiene una especificación geométrica, teniendo el aparato de chorro (320) un cabezal de corte y una pluralidad de parámetros de proceso modificables, caracterizado por:
recuperar una representación de un modelo de datos predictivo (405) que modela los efectos de valores de al menos una característica de orientación del cabezal de corte sobre un corte producido utilizando esos
valores;
determinar automáticamente y dinámicamente (506) una pluralidad de valores para la al menos una característica de orientación a partir de la representación del modelo de datos (405) recuperada, según valores de los parámetros de proceso; y
utilizar la pluralidad de valores determinados para la al menos una característica de orientación para controlar el aparato de chorro (320) para cortar a lo largo de la trayectoria designada para producir la pieza
objetivo.
Medio de memoria legible por ordenador según la reivindicación 15, comprendiendo la especificación geométrica una pluralidad de entidades geométricas, en el que la determinación automática de la pluralidad de valores comprende además, para cada entidad:
determinar una velocidad que corresponde a una entidad geométrica; y
utilizar la representación recuperada del modelo de datos predictivo (405) para determinar automáticamente un valor para la característica de orientación según la velocidad determinada.
Medio de memoria legible por ordenador según la reivindicación 16, en el que la determinación automática del valor para la característica de orientación según la velocidad determinada determina también el valor según los valores de los parámetros de proceso.
Medio de memoria legible por ordenador según la reivindicación 16, en el que dos de las entidades geométricas se ordenan en sucesión y tienen velocidades correspondientes diferentes, Indicando de este modo una de una aceleración y una desaceleración del aparato de chorro (320).
Medio de memoria legible por ordenador según la reivindicación 15, en el que las etapas se realizan mediante un controlador del aparato de chorro (320).
Medio de memoria legible por ordenador según la reivindicación 15, en el que la utilización de los valores determinados para controlar el aparato de chorro (320) comprende además:
generar un programa de movimiento para controlar el aparato de chorro (320), indicando el programa de movimiento la pluralidad de valores determinados para la característica de orientación; y
ejecutar el programa de movimiento para hacer que el aparato de chorro (320) corte a lo largo de la trayectoria deseada.
Medio de memoria legible por ordenador según la reivindicación 15, en el que la característica de orientación es un ángulo de avance de una corriente de chorro del cabezal de corte relativo al material.
Medio de memoria legible por ordenador según la reivindicación 15, en el que la característica de orientación es un ángulo de conicidad de una corriente de chorro del cabezal de corte relativo al material.
Medio de memoria legible por ordenador según la reivindicación 15, en el que la representación del modelo de datos predictivo (405) es una función programada que devuelve valores basándose en la evaluación de una ecuación matemática.
24. Medio de memoria legible por ordenador según la reivindicación 23, en el que la ecuación matemática es una ecuación expresada como una función de la velocidad.
25. Medio de memoria legible por ordenador según la reivindicación 24, teniendo la ecuación coeficientes, en el que los valores de los coeficientes se basan en valores de los parámetros de proceso.
26. 27. 5 28.
29.
31.
32.
33.
34.
36.
37.
38.
39.
Medio de memoria legible por ordenador según la reivindicación 24, teniendo la ecuación coeficientes, en el que los valores de los coeficientes varían con el grosor del material.
Medio de memoria legible por ordenador según la reivindicación 24, en el que la ecuación es una ecuación polinómica.
Medio de memoria legible por ordenador según la reivindicación 15, en el que la representación del modelo de datos predictivo (405) es una tabla de búsqueda de valores discretos y la determinación automática de la pluralidad de valores determina valores que se derivan de los valores discretos.
Sistema de control del aparato de chorro (320) de fluido para controlar un cabezal de corte de un aparato de chorro (320) de fluido para cortar siguiendo una trayectoria de corte designada para producir una pieza objetivo,
caracterizado por
una memoria (1805) que contiene un modelo de datos predictivo (1810) de los efectos de los valores de una característica de orientación del cabezal de corte sobre un corte producido utilizando esos valores; y
una interfaz de control del cabezal de corte que
recupera el modelo de datos predictivo (1810) de la memoria (1805);
determina automáticamente una pluralidad de valores para la característica de orientación a partir del modelo de datos (1810) recuperado según la trayectoria de corte designada; y
utiliza la pluralidad de valores determinados para la característica de orientación para controlar el cabezal de corte del aparato de chorro (320) para cortar a lo largo de la trayectoria designada para producir la pieza objetivo.
Sistema de control según la reivindicación 29, en el que la trayectoria de corte designada comprende segmentos, y en el que la interfaz de control del cabezal de corte determina automáticamente la pluralidad de valores para la característica de orientación por:
para cada segmento,
determinar una velocidad de corte deseada que corresponde al segmento; y
utilizar el modelo de datos (1810) recuperado para determinar automáticamente un valor para la característica de orientación que corresponde a la velocidad de corte deseada.
Sistema de control según la reivindicación 29, en el que la interfaz de control del cabezal de corte utiliza la pluralidad de valores determinados de la característica de orientación para controlar el corte generando instrucciones de movimiento que hacen que el cabezal de corte corte siguiendo la trayectoria designada.
Sistema de control según la reivindicación 29, en el que la característica de orientación es un ángulo de avance de una corriente de chorro del cabezal de corte.
Sistema de control según la reivindicación 29, en el que la característica de orientación es un ángulo de conicidad de una corriente de chorro del cabezal de corte.
Sistema de control según la reivindicación 29, en el que el modelo de datos predictivo (405) es una estructura de datos que tiene un código de programa que devuelve valores de la característica de orientación.
Sistema de control según la reivindicación 34, en el que el código de programa calcula valores basándose en una ecuación que indica valores de orientación en función de la velocidad.
Sistema de control según la reivindicación 35, teniendo la ecuación un coeficiente, en el que un valor del coeficiente se basa en un valor de un parámetro de proceso.
Sistema de control según la reivindicación 35, en el que la ecuación es una ecuación polinómica.
Sistema de control según la reivindicación 29, en el que el modelo de datos predictivo (1810) es una estructura de datos que representa una tabla de búsqueda de valores discretos.
Sistema de control según una de las reivindicaciones 29 a 38, en el que el sistema de control es un controlador.
Patentes similares o relacionadas:
Diamante policristalino, del 24 de Junio de 2020, de SUMITOMO ELECTRIC INDUSTRIES, LTD.: Diamante policristalino obtenido por conversión y sinterizado de carbono no diamantado bajo una presión de entre 12 y 25 GPa y a una temperatura de entre 1800ºC y 2600ºC […]
Procedimiento y dispositivo para hacer funcionar una instalación hidráulica de alta presión, del 6 de Mayo de 2020, de Gruber, Reinhard: Procedimiento para hacer funcionar una instalación hidráulica de alta presión, con un intensificador de presión al que puede aplicarse una unidad hidráulica […]
Dispositivo de recolección y descarga para el haz de medios de corte de una unidad de corte de líquido y unidad de corte de líquido, del 25 de Marzo de 2020, de NIENSTEDT GMBH: Sistema de refrigeración que comprende: un circuito de refrigeración que comprende: un enfriador/condensador de gas configurado […]
 Método para fabricar paneles de piedra con dibujos continuos de múltiples lados, del 25 de Marzo de 2020, de Oh, Gun Jae: Un método para fabricar un panel de piedra con dibujos continuos de múltiples lados, comprendiendo el método:
cortar franjas en las que se forman dibujos lineales […]
Método para fabricar paneles de piedra con dibujos continuos de múltiples lados, del 25 de Marzo de 2020, de Oh, Gun Jae: Un método para fabricar un panel de piedra con dibujos continuos de múltiples lados, comprendiendo el método:
cortar franjas en las que se forman dibujos lineales […]
Aparato seguidor del contorno y sistemas y métodos relacionados, del 1 de Enero de 2020, de FLOW INTERNATIONAL CORPORATION: Un conjunto de cardan para una máquina multieje para ayudar al mantenimiento de una relación espacial entre una herramienta de la máquina multieje y una […]
MÁQUINA PARA CORTE DE LÁMINAS POR PROYECCIÓN DE FLUIDOS, del 10 de Diciembre de 2019, de GOITI, S.COOP: Máquina para corte de láminas por proyección de fluidos que comprende un cabezal desplazable en tres dimensiones, dispuesto sobre una mesa de apoyo de láminas a […]
Trazado de trayectorias de herramienta de haz para contornos compuestos 3D utilizando superficies de trayectoria de mecanizado para mantener una sola representación sólida de objetos, del 13 de Noviembre de 2019, de FLOW INTERNATIONAL CORPORATION: Un método de operación en un sistema CAM de fabricación asistida por ordenador para representar una trayectoria de mecanizado de un […]
Actuador electromecánico lineal, preferiblemente para corte de agua, del 14 de Octubre de 2019, de Umbragroup S.p.A: Un actuador lineal preferiblemente para el corte de agua, que comprende un motor asociado de forma operativa a una tuerca de husillo de manera que provoca una […]