Procedimiento y dispositivo para fabricar un cuerpo de material derivado de madera.
Procedimiento para fabricar un cuerpo de material derivado de madera (1) en un dispositivo (2) que tiene un dispositivo de prensado (3),
con las siguientes etapas:
- proporcionar material de madera triturado, en particular virutas y/o fibras de madera,
- conformar el material de madera de modo que se obtiene un producto prensado (4) y
- prensar el producto prensado (4) de modo que se obtiene un cuerpo de material derivado de madera (1) en el dispositivo de prensado (3), en donde,
- antes de la etapa del prensado se almacena al menos un valor teórico para al menos una magnitud de estado física del producto prensado (4),
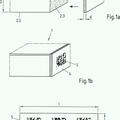
- al menos un sensor (5) se integra en producto prensado (4),
- el al menos un sensor (5) determina al menos un valor real para la al menos una magnitud de estado física, - el al menos un valor real se compara con el al menos un valor teórico, pudiendo regularse al menos un
parámetro del dispositivo de prensado (3) basándose en la comparación del valor real y del valor teórico,
- se realiza una regulación directa de la presión de prensado, de la temperatura de prensado, de la duración de prensado y/o de la velocidad de prensado de modo que se compensa una posible diferencia entre el valor real y el valor teórico aún durante la operación de prensado,
- la presión de prensado y/o la temperatura de prensado se regulan en función de los datos de medición registrados en diferentes intervalos del dispositivo de prensado (3) independientemente de los tramos adyacentes y
- solo una vez finalizada la fase de arranque del dispositivo de prensado (3) se inicia la vigilancia y/o la regulación de los parámetros del dispositivo de prensado (3), siendo la fase de arranque una fase en la que aún no existen las temperaturas operativas y presiones operativas definitivas del dispositivo (2).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09167077.
Solicitante: Fritz Egger GmbH ; Co. OG.
Nacionalidad solicitante: Austria.
Dirección: Tiroler Strasse 16 3105 Unterradlberg AUSTRIA.
Inventor/es: STEINWENDER, MARTIN, SCHIEGL, WALTER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27N3/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › B27N 3/00 Fabricación de objetos sustancialmente planos, p. ej. paneles a partir de partículas o fibras. › Moldeo o prensado (prensas en general B30B).
PDF original: ES-2537811_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para fabricar un cuerpo de material derivado de madera
La invención se refiere a un procedimiento según la reivindicación 1 para fabricar un cuerpo de material derivado de madera. Además, la invención se refiere a un dispositivo correspondiente según la reivindicación 5 para fabricar un cuerpo de material derivado de madera.
De aquí en adelante, el término cuerpo de material derivado de madera se refiere a un cuerpo a partir de partículas de madera prensadas, por ejemplo, un cuerpo en forma de tableros, en particular un tablero de material derivado de madera. Un tablero de material derivado de madera en el sentido de la invención se refiere a cualquier forma de tablero de partículas o fibras a partir de material de madera triturado como, por ejemplo, un tablero de fibras de densidad media (MDF), un tablero de fibras de densidad alta (HDF) o un tablero de fibras de densidad muy baja (LDF). También tableros de virutas o tableros OSB (Oriented Strands Board, tablero de virutas orientadas) entran en el término tablero de material derivado de madera. Un tablero de material derivado de madera puede consistir en varias capas que se han esparcido de manera sucesiva y, a continuación, se han alimentado a la prensa.
El término virutas de madera se refiere en el sentido de la invención a astillas, virutas o partículas comparables fabricadas mediante trituración, en particular mediante arranque de virutas, de cualquier forma y tamaño. El término fibras de madera describe material de madera triturado mediante desfibrado de cualquier forma y tamaño.
Por el estado de la técnica se sabe, véase, por ejemplo, el documento US 6098532, fabricar tableros de material derivado de madera, por ejemplo, tableros OSB, a partir de una o varias capas de virutas de madera provistas de un aglutinante y prensadas. Un criterio fundamental de la calidad en particular de cuerpos de material derivado de madera en forma de tableros son sus propiedades de resistencia. Éstas dependen fundamentalmente de la geometría empleada de las virutas, del aglutinante empleado y de los parámetros ajustados en la operación de prensado del dispositivo de prensado.
Un parámetro fundamental del dispositivo de prensado es la presión de prensado, esto es, la presión ejercida por fuera sobre el producto prensado durante la operación de prensado. Un parámetro fundamental adicional es la temperatura de prensado, esto es, la temperatura que existe durante la operación de prensado a la que está expuesto el producto prensado en el paso por el dispositivo de prensado. Como parámetro fundamental adicional del dispositivo de prensado cabe mencionar, por ejemplo, en el caso de una prensa que funciona de manera continua tal como una prensa de doble banda, la velocidad de prensado, esto es, la velocidad de avance en el dispositivo de prensado, es decir, la velocidad de transporte con la que se transporta el producto prensado a través del dispositivo de prensado. En cada prensa, en particular en una prensa de platos múltiples, también es un parámetro fundamental del dispositivo de prensado la duración de prensado, esto es, el período en el que el producto prensado está expuesto a la presión de prensado.
Durante la operación de prensado se establece obligatoriamente una determinada presión de vapor, también denominada presión interior, en el producto prensado debido a la humedad que se evapora. Sin embargo, esta presión de vapor solo puede ser tan alta al final del tiempo de prensado que no se produce un reventón del tablero al abrir la prensa o al desplegar el producto prensado del dispositivo de prensado como consecuencia de la expansión del vapor que ahora es posible. Él nivel de la presión de vapor existente al abrir la prensa o en la salida de la prensa continua se produce como resultado de los parámetros anteriormente mencionados así como del comportamiento de evaporación existente. Reventones, también denominados divisores de vapor, se deben a una presión de vapor demasiado alta en el tablero terminado en comparación con la resistencia a la tracción transversal que existe en las condiciones existentes. Esto se puede provocar, entre otras cosas, por una humedad demasiado alta de las virutas encoladas, temperaturas de prensado demasiado altas, en particular en la zona de salida de una prensa continua, un comportamiento de evaporación malo del producto prensado, por ejemplo, como consecuencia de un peso de esterilla demasiado alto, una parte fina demasiado alta de la capa central, cantos demasiado esparcidos o un ancho de tablero demasiado grande, así como debido a un perfil de presión desfavorable, en particular una presión de prensado alta que existe durante demasiado tiempo y una duración insuficiente de la fase de ventilación, y debido a un tiempo de prensado demasiado largo, en particular en caso de aglutinantes con poco contenido de formaldehído.
Sin embargo, al producto final posterior también afectan de forma negativa una humedad demasiado baja, una temperatura de prensado demasiado baja y un tiempo de prensado demasiado breve. En particular se puede producir un endurecimiento insuficiente del aglutinante y una plastificación insuficiente del material de madera lo que, entre otras cosas, influyen de forma negativa en las propiedades mecánico-tecnológicas del tablero.
Por el estado de la técnica es conocido para optimizar el proceso de fabricación obtener informaciones acerca de las condiciones termodinámicas en el interior del producto prensado mediante un sistema de medición móvil que tiene una cánula de acero que está conectada a un captador de presión en miniatura y un registrador de datos. Los datos de medición obtenidos se utilizan para crear una estadística con respecto a las propiedades físicas a esperar de un tablero terminado. El uso de un sistema de medición de este tipo es relativamente complicado y requiere una manipulación precisa, en particular al colocar el sensor o emisor de señal en el producto prensado. También es
inconveniente que el emisor de señal se tenga que volver a retirar del producto prensado y sin dañar a este respecto el producto prensado. Finalmente, la aplicación está limitada a un determinado grosor de tablero, habitualmente de, como máximo, 10 mm, debido a la longitud limitada de la cánula.
Partiendo del estado de la técnica anteriormente descrito, el objetivo de la presente invención es indicar un procedimiento y un dispositivo correspondiente para fabricar un cuerpo de material derivado de madera con los que se optimicen las propiedades físicas del producto terminado.
El objetivo anteriormente deducido e indicado se consigue según una primera enseñanza de la presente invención en un procedimiento del tipo mencionado al inicio por que antes de la etapa del prensado se almacena al menos un valor teórico para al menos una magnitud de estado física del producto prensado, por que al menos un sensor se integra en el producto prensado, por que el al menos un sensor determina al menos un valor real para la al menos una magnitud de estado física, y por que el al menos un valor real se compara con el al menos un valor teórico, pudiendo regularse al menos un parámetro del dispositivo de prensado basándose en la comparación del valor real y del valor teórico.
Al preverse en el producto prensado un sensor o una pluralidad de sensores que posibilitan una transmisión de datos de medición sin cable y, en particular, sin contacto y, por tanto, también pueden permanecer en el producto terminado, y al realizarse una comparación entre valores reales determinados por los sensores y valores teóricos previamente establecidos se posibilita que el dispositivo de prensado se pueda ajustar y regular posteriormente - de forma manual o automática - con respecto a propiedades físicas optimizadas del producto terminado. Los datos de medición determinados por los sensores entran directamente en la operación de fabricación y llevan a una optimización de los parámetros del dispositivo de prensado que influyen en las magnitudes de estado físicas fundamentales del producto prensado - aún durante la fabricación del cuerpo de material derivado de madera. Mediante la regulación de los parámetros del dispositivo de prensado se debe conseguir que el valor real se aproxime al valor teórico previamente establecido para la al menos una magnitud de estado física del producto prensado. Dicho de otra manera, según la invención se vigila automáticamente el proceso de fabricación y se pueden compensar directamente posibles desviaciones con respecto al nivel óptimo, es decir, los valores teóricos previamente ajustados.
En particular, en el caso de la al menos una magnitud de estado física se trata de la presión, en particular la presión... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un cuerpo de material derivado de madera (1) en un dispositivo (2) que tiene un dispositivo de prensado (3), con las siguientes etapas:
- proporcionar material de madera triturado, en particular virutas y/o fibras de madera,
- conformar el material de madera de modo que se obtiene un producto prensado (4) y
- prensar el producto prensado (4) de modo que se obtiene un cuerpo de material derivado de madera (1) en el dispositivo de prensado (3), en donde,
- antes de la etapa del prensado se almacena al menos un valor teórico para al menos una magnitud de estado física del producto prensado (4),
- al menos un sensor (5) se integra en producto prensado (4),
- el al menos un sensor (5) determina al menos un valor real para la al menos una magnitud de estado física,
- el al menos un valor real se compara con el al menos un valor teórico, pudiendo regularse al menos un parámetro del dispositivo de prensado (3) basándose en la comparación del valor real y del valor teórico,
- se realiza una regulación directa de la presión de prensado, de la temperatura de prensado, de la duración de prensado y/o de la velocidad de prensado de modo que se compensa una posible diferencia entre el valor real y el valor teórico aún durante la operación de prensado,
- la presión de prensado y/o la temperatura de prensado se regulan en función de los datos de medición registrados en diferentes intervalos del dispositivo de prensado (3) independientemente de los tramos adyacentes y
- solo una vez finalizada la fase de arranque del dispositivo de prensado (3) se inicia la vigilancia y/o la regulación de los parámetros del dispositivo de prensado (3), siendo la fase de arranque una fase en la que aún no existen las temperaturas operativas y presiones operativas definitivas del dispositivo (2).
2. Procedimiento según la reivindicación 1, caracterizado por que solo una vez finalizada la fase de arranque del dispositivo de prensado (3) se determina el al menos un valor real, se compara el al menos un valor real con el al menos un valor teórico y/o se regula el al menos un parámetro del dispositivo de prensado (3).
3. Procedimiento según las reivindicaciones 1 o 2, caracterizado por que el producto prensado (4) se conforma como esterilla (4a), en particular como esterilla sin fin.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que el dispositivo de prensado (3) funciona de manera continua.
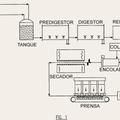
5. Dispositivo (2) para fabricar un cuerpo de material derivado de madera (1), en particular para realizar un procedimiento según una de las reivindicaciones anteriores, con un dispositivo de prensado (3) para prensar un producto prensado (4) conformado a partir de material de madera triturado, estando previstos un dispositivo de registro (6) para registrar datos de medición de al menos un sensor (5) así como una memoria (7), un comparador (8) y un dispositivo de regulación (14) que está conectado aguas abajo del comparador (8), y teniendo el dispositivo de prensado (3) una unidad de calefacción (11) de múltiples piezas así como una pluralidad de tableros de prensado (16) opuestos entre sí que se pueden activar individualmente de modo que la presión de prensado y/o la temperatura de prensado se pueden regularen función de los datos de medición registrados en diferentes intervalos del dispositivo de prensado (3) independientemente de los tramos adyacentes, en donde
- aguas arriba del dispositivo de prensado está conectado un dispositivo para integrar el al menos un sensor en el producto prensado, el dispositivo de registro (6) está configurado para registrar datos de medición de al menos un sensor (5) integrado en el producto prensado (4),
- el dispositivo de regulación (14) está configurado de modo que la presión de prensado, la temperatura de prensado, la velocidad de prensado y/o la duración de prensado del dispositivo de prensado (3) se pueden regular directamente de modo que se puede compensar una posible diferencia entre el valor real y el valor teórico aún durante la operación de prensado, y
- el dispositivo de registro (6) está configurado de modo que solo una vez finalizada la fase de arranque del dispositivo de prensado (3) se inicia la vigilancia de los parámetros del dispositivo de prensado (3) y/o el dispositivo de regulación (14) está configurado de modo que solo una vez finalizada la fase de arranque del dispositivo de prensado (3) se inicia la regulación de los parámetros del dispositivo de prensado (3), siendo la fase de arranque una fase en la que aún no existen las temperaturas operativas y presiones operativas definitivas del dispositivo (2).
6. Dispositivo (2) según la reivindicación 5, caracterizado por que aguas arriba del dispositivo de prensado (3) está conectado un dispositivo (9) para integrar el al menos un sensor (5) en el producto prensado (4).
7. Dispositivo (2) según las reivindicaciones 5 o 6, caracterizado por que está previsto un dispositivo (10) para aplicar un aglutinante sobre el material de madera triturado que preferiblemente está conectado aguas arriba del dispositivo (9) para integrar el al menos un sensor (5).
8. Dispositivo (2) según una de las reivindicaciones 5 a 7, caracterizado por que está previsto un dispositivo de indicación (13) que está conectado aguas abajo del comparador (8).
Patentes similares o relacionadas:
MEZCLA PARA USOS MÚLTIPLES, TABLAS MULTICAPAS QUE LA COMPRENDEN Y SUS PROCESOS DE FABRICACIÓN, del 22 de Mayo de 2020, de AMEZCUA FÉLIX, Salvador: Mezcla para usos múltiples, a base de fibra vegetal; y al menos, un material termoplástico en polvo. Tablas multicapas prensadas, útiles en la construcción, […]
Producto de madera manufacturado y métodos para producir el mismo, del 5 de Noviembre de 2018, de 3RT HOLDING PTY LTD: Un método para hacer un producto de madera manufacturado que tiene una apariencia de veta de madera estéticamente agradable que se extiende […]
Procedimiento para la fabricación de materiales que contienen celulosa, del 23 de Octubre de 2018, de Fritz Egger GmbH ; Co. OG: Procedimiento para la fabricación de materiales que contienen celulosa, que comprende: a. encolar partículas que contienen celulosa con una composición que […]
Placa para un recubrimiento de pisos, de paredes o de cubiertas o para una parte constructiva de mueble, así como procedimiento y dispositivo de prensa para la fabricación de tal placa, del 24 de Septiembre de 2018, de Parador GmbH: Placa de recubrimiento para pisos, paredes o cubiertas o para una parte constructiva de mueble, preferiblemente placa de recubrimiento para […]
PROCESO PARA LA FABRICACIÓN DE MATERIALES COMPUESTOS, del 16 de Noviembre de 2017, de UNIVERSIDAD EIA: La invención se refiere a un proceso para obtener materiales compuestos a partir de celulosa residual que comprende secar y reducir el tamaño de partícula de la celulosa […]
MÉTODO PARA PRODUCIR TABLEROS MDF CON NFC/MFC, del 15 de Septiembre de 2016, de INVESTIGACIONES FORESTALES BIOFOREST S.A: La presente invención se refiere a un método para la producción de tableros MDF, paneles de fibra y de partículas, a partir de fibras celulósicas […]
 Cartón-fibra, del 1 de Febrero de 2016, de UNIBOARD CANADA INC: Un proceso para preparar un cartón-fibra de densidad media que tiene una densidad de al menos 500 kg/m3 o un cartón-fibra de alta densidad que tiene una […]
Cartón-fibra, del 1 de Febrero de 2016, de UNIBOARD CANADA INC: Un proceso para preparar un cartón-fibra de densidad media que tiene una densidad de al menos 500 kg/m3 o un cartón-fibra de alta densidad que tiene una […]
 Procedimiento y dispositivo para la fabricación de un material en forma de tablero que contiene lignocelulosa, del 20 de Enero de 2016, de Fritz Egger GmbH ; Co. OG: Procedimiento para fabricar un material en forma de tablero que contiene lignocelulosa , en el que se llevan a cabo las siguientes etapas:
- producir un […]
Procedimiento y dispositivo para la fabricación de un material en forma de tablero que contiene lignocelulosa, del 20 de Enero de 2016, de Fritz Egger GmbH ; Co. OG: Procedimiento para fabricar un material en forma de tablero que contiene lignocelulosa , en el que se llevan a cabo las siguientes etapas:
- producir un […]