Fabricación de una sección de raíz.
Método de fabricación de una sección de raíz de una pala (41) de rotor de una turbina eólica,
método que comprende las etapas de
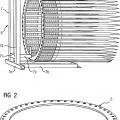
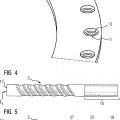
a) ensamblar (A) una pluralidad de varillas (1) de soporte con una sección (17) de interfaz a una interfaz de buje de la turbina eólica de una forma esencialmente circular de modo que haya huecos (33) entre las varillas (1) de soporte,
b) disponer (B) primeras fibras (31) en los huecos (33), primeras fibras (31) que son física y/o químicamente compatibles con un material de inyección,
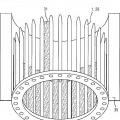
c) colocar (C) una primera herramienta (35) de moldeo a lo largo de una superficie externa de la forma circular y una segunda herramienta de moldeo a lo largo de una superficie interna de la forma circular, con lo que un espacio entre la superficie externa de la forma circular y la primera herramienta (35) de moldeo y/o entre la superficie interna de la forma circular y la segunda herramienta de moldeo se rellena con segundas fibras (37) que son física y/o químicamente compatibles con el material de inyección,
d) tratar (D) el material de inyección de modo que se una con las primeras fibras (31).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11187863.
Solicitante: SIEMENS AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: WITTELSBACHERPLATZ 2 80333 MUNCHEN ALEMANIA.
Inventor/es: SCHIBSBYE,KARSTEN, MADSEN,Kristian,Lehmann.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/48 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › e impregnando los refuerzos en el molde cerrado, p. ej, moldeo por transferencia de resina [RTM].
- B29C70/86 B29C 70/00 […] › Incorporación en capas de refuerzo impregnadas coherentes.
- B29L31/08 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › B29L 31/00 Otros objetos particulares. › Paletas para rotores, estatores, ventiladores, turbinas o similares, p. ej. hélices.
- F03D1/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F03 MAQUINAS O MOTORES DE LIQUIDOS; MOTORES DE VIENTO, DE RESORTES, O DE PESOS; PRODUCCION DE ENERGIA MECANICA O DE EMPUJE PROPULSIVO O POR REACCION, NO PREVISTA EN OTRO LUGAR. › F03D MOTORES DE VIENTO. › F03D 1/00 Motores de viento con el eje de rotación dispuesto sustancialmente paralelo al flujo de aire que entra al rotor (su control F03D 7/02). › Rotores.
PDF original: ES-2549032_T3.pdf
Fragmento de la descripción:
FABRICACIÓN DE UNA SECCIÓN DE RAÍZ
La presente invención se refiere a un método de fabricación de una sección de raíz de una pala de rotor de una turbina eólica. También se refiere a una disposición de sujeción de varilla de soporte para tal fin y a una sección de raíz de una pala de rotor de una turbina eólica.
En turbinas eólicas la unión de la sección de raíz de las palas de rotor al buje de rotor de la turbina eólica es una conexión muy crítica. De este modo, debe asegurarse que la sección de raíz sea lo suficientemente estable como para transferir las fuerzas de la pala de turbina eólica al buje. Como interfaz con el buje se conoce usar piezas de metal que se insertan o unen de otra manera al mismo extremo de la sección de raíz. Por ejemplo, el documento US
4.915.590 enseña el uso de las denominadas varillas de bombeo que se colocan dentro del cuerpo principal de una pala de rotor y en las que pueden enroscarse pernos que conectan una sección de interfaz del buje con la propia pala de rotor. Tales varillas de bombeo pueden pegarse por ejemplo en el cuerpo principal. Tienen roscas en su interior para recibir los pernos procedentes del buje. El documento WO 03/057457 A1 describe la fabricación de elementos de inserción con superficies cóncava y convexa complementarias, de modo que los elementos de inserción pueden disponerse en un círculo en la sección de raíz. Cada elemento de inserción tiene un casquillo para su conexión a una brida.
También se conoce el uso de un cilindro cónico con orificios roscados para una unión de varillas similar. La pala de rotor se adhiere entonces al cilindro cónico o bien mediante encolado o bien poniendo un material laminado de curado directamente en contacto con la raíz de metal. El cilindro cónico puede estar fabricado, por ejemplo, de aluminio.
Las palas de rotor de turbinas eólicas actuales están hechas habitualmente de plástico reforzado con fibra. Para palas que superan una longitud de 30 metros, a menudo es un problema que las fibras de refuerzo predominantes discurran en una dirección longitudinal de la pala de rotor. Sólo algunas fibras son circunferenciales, lo que puede llevar a una ovalización del extremo de raíz (también denominado anillo de raíz) una vez se retira la pala de la herramienta de moldeo en la que se ha producido. Una vez que la pala se somete a las fuerzas de la gravedad sin tener un soporte, se produce la ovalización. Esto representa un problema cuando se monta la pala en el buje de la turbina eólica o cuando tiene lugar un mecanizado mecánico adicional del extremo de raíz, por ejemplo la perforación de orificios.
El objetivo de la invención es proporcionar una posibilidad para producir de manera mejorada un extremo de raíz de una pala de rotor de turbina eólica.
Este objetivo se cumple con un método según la reivindicación 1 y con una disposición de sujeción de varilla de soporte según la reivindicación 8.
Por consiguiente, en el contexto del método mencionado anteriormente, se produce una mejora mediante las etapas siguientes:
- ensamblar una pluralidad de varillas de soporte con una sección de interfaz a una interfaz de buje de la turbina eólica de una forma esencialmente circular de modo que haya huecos entre las varillas de soporte, -disponer primeras fibras en los huecos, primeras fibras que son física y/o químicamente compatibles con un material de inyección, -colocar una primera herramienta de moldeo a lo largo de una superficie externa de la forma circular y una segunda herramienta de moldeo a lo largo de una superficie interna de la forma circular, con lo que un espacio entre la superficie externa de la forma circular y la primera herramienta de moldeo y/o entre la superficie interna de la forma circular y la segunda herramienta de moldeo se rellena con segundas fibras que son física y/o químicamente compatibles con el material de inyección, -tratar el material de inyección de modo que se una con las primeras fibras.
Entre las varillas de soporte a lo largo de la extensión circular de la forma circular existen huecos de modo que las varillas de soporte, que preferiblemente están alineadas en paralelo entre sí con respecto a su extensión longitudinal, se mantienen separadas entre sí. Estos huecos sirven como espacio en el que puede introducirse un material de inyección, por ejemplo una resina, que constituirá el cuerpo principal de la pala de rotor, entre las varillas de soporte. Una forma esencialmente circular también comprende formas ovaladas que varían en una medida de hasta el 30% entre su diámetro más grande y más pequeño.
Con el fin de proporcionar la estabilidad deseada en la dirección longitudinal de la pala de rotor se introducen fibras en los huecos. De este modo, las varillas de soporte funcionan en primer lugar como soporte para las primeras fibras
entre las mismas y, en segundo lugar, como una especie de estructura de sujeción para la sección de interfaz al buje. Por tanto, las fibras se mantienen en su sitio durante el procedimiento de moldeo mediante las varillas de soporte que aseguran el mantenimiento de su orientación mientras se trata, es decir, se activa el material de inyección.
Esto significa que el material de inyección se conecta directamente con las fibras en un procedimiento de moldeo. Tal conexión directa es particularmente deseable porque las fibras que ya se han sometido a un procedimiento de moldeo de antemano son más caras y porque la interconexión entre tales paquetes previos y el resto del material de inyección que se inyecta más tarde es más difícil de establecer y generalmente más débil. Por tanto, puede concluirse que son más preferibles tales fibras no inyectadas previamente porque son más económicas de suministrar y sorprendentemente mucho más sencillas de manejar en el procedimiento de fabricación.
El material de inyección, preferiblemente una resina, y las fibras son física y/o químicamente compatibles entre sí, lo que significa que es posible una conexión firme entre las fibras y el material de inyección y el resultado del procedimiento de tratamiento del material de inyección es una composición de plástico reforzado con fibra. Puede indicarse en este contexto que el material de inyección puede inyectarse entre las herramientas de moldeo, sin embargo también puede succionarse en este espacio usando vacío, o de hecho ya puede estar en su sitio, por ejemplo usando los denominados productos preimpregnados (fibras que ya se han infiltrado con el material de inyección) . En cualquier caso, el material de inyección se hace suficientemente líquido como para migrar entre las fibras y luego curarse para unirse firmemente con las mismas.
La alineación de fibras entre las varillas de soporte y por tanto a lo largo de las secciones de interfaz de las varillas de soporte proporciona una conexión muy estable del material compuesto de fibra-plástico con las secciones de interfaz de modo que pueden resistirse fuerzas importantes durante el funcionamiento de la pala de rotor. Por tanto, en particular, puede evitarse sin problemas una ovalización del extremo de raíz.
Las herramientas de moldeo primera y segunda pueden tener una forma sólida, por ejemplo pueden estar construidas como carcasas de metal con una forma de superficie que corresponde a una superficie interna o externa de una pala de rotor de turbina eólica (o de hecho sólo su extremo de raíz) que va a construirse. Sin embargo, al menos una de ellas también puede implementarse como una bolsa estanca al aire y material de inyección que puede expandirse mediante presión y/o vacío de modo que se presione firmemente contra la respectiva superficie de la forma circular. Las extensiones de las herramientas de moldeo primera y segunda limitan las superficies externa e interna del extremo de raíz de la pala de rotor.
Dicho de otro modo, las varillas de soporte junto con las fibras entre las mismas se disponen a lo largo de la forma circular y a continuación se someten a un procedimiento de moldeo de inserción que sirve para formar el extremo de raíz de la pala de rotor. En este contexto, puede indicarse que el extremo de raíz se produce preferiblemente de una sola pieza, es decir con una estructura completamente circular. Sin embargo, la expresión "extremo de raíz" también se refiere a una parte del extremo de raíz que puede ensamblarse con otras partes del extremo de raíz de modo que al final forme todo el extremo de raíz. Por tanto, la expresión "forma circular" también se refiere a una sección de la forma circular, por ejemplo a un semicírculo o similar.
El procedimiento de fabricación es preferiblemente de tal manera que en un primer extremo longitudinal de cada... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación de una sección de raíz de una pala (41) de rotor de una turbina eólica, método que comprende las etapas de a) ensamblar (A) una pluralidad de varillas (1) de soporte con una sección (17) de interfaz a una interfaz de buje de la turbina eólica de una forma esencialmente circular de modo que haya huecos (33) entre las varillas (1) de soporte, b) disponer (B) primeras fibras (31) en los huecos (33) , primeras fibras (31) que son física y/o químicamente compatibles con un material de inyección, c) colocar (C) una primera herramienta (35) de moldeo a lo largo de una superficie externa de la forma circular y una segunda herramienta de moldeo a lo largo de una superficie interna de la forma circular, con lo que un espacio entre la superficie externa de la forma circular y la primera herramienta (35) de moldeo y/o entre la superficie interna de la forma circular y la segunda herramienta de moldeo se rellena con segundas fibras (37) que son física y/o químicamente compatibles con el material de inyección, d) tratar (D) el material de inyección de modo que se una con las primeras fibras (31) .
2. Método según la reivindicación 1, en el que las primeras fibras (31) y las segundas fibras (37) comprenden el mismo material.
3. Método según una cualquiera de las reivindicaciones anteriores, en el que las primeras fibras (31) 25 comprenden un material de fibra de vidrio.
4. Método según una cualquiera de las reivindicaciones anteriores, en el que las fibras comprenden una mecha de fibra con fibras orientadas esencialmente en una dirección principal (d1) .
5. Método según la reivindicación 3 ó 4, en el que las fibras se orientan esencialmente en una dirección principal (d1) esencialmente en paralelo a los ejes longitudinales (d2) de las varillas (1) de soporte.
6. Método según una cualquiera de las reivindicaciones anteriores, en el que las varillas (1) de soporte se
envuelven con un elemento (29) de relleno, comprendiendo el elemento de relleno preferiblemente fibras 35 y/o un tubo (29) de plástico.
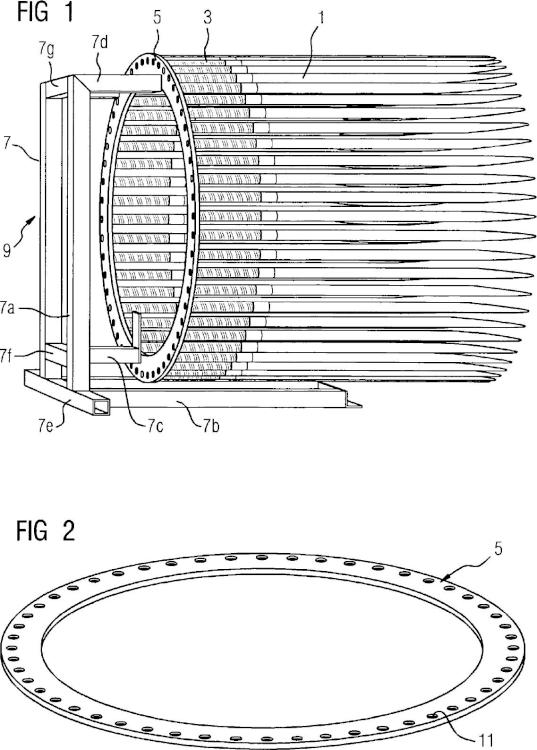
7. Método según una cualquiera de las reivindicaciones anteriores, que comprende las etapas de fijar temporalmente la sección (17) de interfaz de una varilla (1) de soporte a una herramienta (9) de soporte, herramienta (9) de soporte que comprende una brida (5) de raíz, con lo que la varilla (1) de soporte se fija a la brida (5) de raíz.
8. Disposición (39) de sujeción de varilla de soporte para fabricar una sección de raíz de una pala (41) de rotor de una turbina eólica, que comprende
a) un conjunto de una pluralidad de varillas (1) de soporte con una sección (17) de interfaz a una interfaz de buje de la turbina eólica de una forma esencialmente circular de modo que haya huecos (33) entre las varillas (1) de soporte, b) primeras fibras (31) en los huecos (33) , primeras fibras (31) que son física y/o químicamente compatibles con un material de inyección, c) un dispositivo (5, 35) de sujeción que sujeta las varillas (1) de soporte en la forma esencialmente circular.
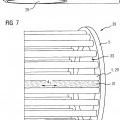
9. Disposición de sujeción de varilla de soporte según la reivindicación 8, en la que una varilla (1) de soporte 55 comprende una forma hueca y está abierta en un extremo longitudinal externo (E2) opuesto a la sección (17) de interfaz.
10. Disposición de sujeción de varilla de soporte según la reivindicación 8 ó 9, en la que una varilla (1) de soporte comprende una sección (3) de extremo de raíz y una sección (19) principal conectadas entre sí a través de una zona (15) de transición.
11. Disposición de sujeción de varilla de soporte según la reivindicación 10, en la que la sección (3) de extremo de raíz se inserta al menos parcialmente en material (21) de fibra.
12. Disposición de sujeción de varilla de soporte según una cualquiera de las reivindicaciones 10 a 11, en la que la sección (3) de extremo de raíz comprende acero, preferiblemente acero inoxidable, y/o en la que la 8
sección (19) principal comprende aluminio.
13. Extremo de raíz de una pala de rotor de una turbina eólica fabricado con un método según cualquiera de las reivindicaciones 1 a 7.
Patentes similares o relacionadas:
Método y molde para la fabricación de piezas de material compuesto, del 15 de Abril de 2020, de AIRBUS OPERATIONS, S.L: Método para la fabricación de piezas de material compuesto, en el que al menos una primera pieza de material compuesto se une a una segunda […]
Proceso para la fabricación de productos de material compuesto empleando un molde con cojinetes, del 19 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Proceso para la fabricación de productos elaborados de materiales compuestos, caracterizado por comprender las siguientes fases operativas: - la disposición de uno […]
Método y dispositivo para la fabricación de plástico reforzado con fibra, del 19 de Febrero de 2020, de TORAY INDUSTRIES, INC.: Un método de producción para un plástico reforzado con fibra, en el que una preforma hecha de un sustrato de fibra de refuerzo y que tiene una forma tridimensional y […]
Molde elaborado de un material compuesto y proceso para su fabricación, del 12 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Molde para la fabricación de productos elaborado de materiales compuestos, en donde el molde comprende al menos una porción funcional (24, […]
 Componente compuesto de fibra, del 29 de Enero de 2020, de Sogefi HD Suspensions Germany GmbH: Un componente compuesto de fibra con al menos una sección de resorte y al menos una estructura de transferencia de fuerza , en el que el material compuesto de fibra […]
Componente compuesto de fibra, del 29 de Enero de 2020, de Sogefi HD Suspensions Germany GmbH: Un componente compuesto de fibra con al menos una sección de resorte y al menos una estructura de transferencia de fuerza , en el que el material compuesto de fibra […]
Procedimiento en molde abierto para un material compuesto de matriz de poliamida semicristalina reforzada con fibras, a partir de una composición precursora reactiva de prepolímero, del 1 de Enero de 2020, de ARKEMA FRANCE: Procedimiento de fabricación de un material compuesto termoplástico en molde abierto, comprendiendo dicho material fibras de refuerzo y una matriz […]
Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, y cuaderna, del 1 de Enero de 2020, de AIRBUS OPERATIONS, S.L: Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, comprendiendo el procedimiento las etapas de: […]
Método para la producción de un marco con forma de anillo, del 11 de Diciembre de 2019, de Conseil et Technique: Un método para fabricar un marco en forma de anillo hecho de material compuesto, que comprende al menos los siguientes pasos: - deslizar al menos […]