Dispositivo de corte para un dispositivo de fabricación de barras de la industria de procesamiento de tabaco y procedimiento para la regulación del avance de cuchilla en un dispositivo de corte para una máquina de fabricación de barras de la industria de procesamiento de tabaco.
Dispositivo de corte (10) para una máquina de fabricación de barras de la industria de procesamiento de tabaco,
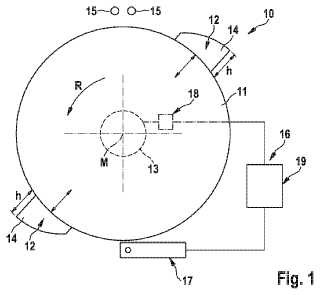
que comprende un portacuchillas (11) con al menos un soporte de cuchillas en el que está dispuesta una cuchilla (12) desplazable radialmente mediante un dispositivo de ajuste, en el que al portacuchillas (11) se le asocia un accionamiento (13) para el accionamiento rotativo, de manera que la o cada cuchilla (12) puede atacar en una barra gracias a la hoja de cuchilla (14) que sobresale del portacuchillas (11) mediante la rotación del portacuchillas (11) para el corte de al menos una barra (15), en el que el dispositivo de corte (10) comprende una unidad de regulación (16) para la regulación automática del avance de cuchilla, caracterizado porque el dispositivo de corte (10) comprende un medio de medición (17) para la emisión de una señal al pasar una cuchilla (12) junto al medio de medición (17), un encoder de posición angular (18) para la indicación de la posición angular de la cuchilla (12), así como una unidad de evaluación (19) para la asociación de la posición angular a la señal del medio de medición (17).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12152371.
Solicitante: HAUNI MASCHINENBAU AG.
Nacionalidad solicitante: Alemania.
Dirección: Kurt-A.-Körber-Chaussee 8-32 21033 Hamburg ALEMANIA.
Inventor/es: GROTHAUS, FRANK, KALUS, PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A24C5/28 NECESIDADES CORRIENTES DE LA VIDA. › A24 TABACO; PUROS; CIGARRILLOS; DISPOSITIVOS PARA SIMULAR LA ACCIÓN DE FUMAR; ARTICULOS PARA FUMADORES. › A24C MAQUINAS PARA LA FABRICACION DE PUROS O CIGARRILLOS. › A24C 5/00 Fabricación de cigarrillos; Fabricación de elementos terminales para puros o cigarrillos o fijación de filtros o boquillas a puros o cigarrillos. › Corte del tirulo del tabaco.
PDF original: ES-2540565_T3.pdf
Fragmento de la descripción:
Dispositivo de corte para un dispositivo de fabricación de barras de la industria de procesamiento de tabaco y procedimiento para la regulación del avance de cuchilla en un dispositivo de corte para una máquina de fabricación 5 de barras de la industria de procesamiento de tabaco.
La invención se refiere a un dispositivo de corte para una máquina de fabricación de barras de la industria de procesamiento de tabaco, que comprende un portacuchillas con al menos un soporte de cuchillas en el que está dispuesta una cuchilla desplazable radialmente mediante un dispositivo de ajuste, asociándosele al portacuchillas un 10 accionamiento para el accionamiento rotativo, de manera que la o cada cuchilla puede atacar en una barra gracias a la hoja de cuchilla que sobresale del portacuchillas mediante la rotación del portacuchillas para el corte de al menos una barra, comprendiendo el dispositivo de corte una unidad de regulación para la regulación automática del avance de cuchilla.
Además, la invención se refiere a un procedimiento para la regulación del avance de cuchilla en un dispositivo de corte para una máquina de fabricación de barras de la industria de procesamiento de tabaco, comprendiendo el dispositivo de corte un portacuchillas con al menos un soporte de cuchillas en el que está dispuesta una cuchilla desplazable radialmente mediante un dispositivo de ajuste, y asociándosele al portacuchillas un accionamiento para el accionamiento rotativo, de manera que la o cada cuchilla ataca en una barra gracias a la hoja de cuchilla que 20 sobresale del portacuchillas mediante la rotación del portacuchillas para el corte de al menos una barra, que comprende las etapas de: supervisión de la o de cada cuchilla, y desplazamiento radial de la o de cada cuchilla mediante el dispositivo de ajuste para el caso de que la supervisión dé como resultado un valor real que se desvía de un valor de consigna predeterminado, regulándose el avance de cuchilla automáticamente mediante una unidad de regulación.
Dispositivos de corte y procedimientos semejantes, según se conocen, por ejemplo, por el documento US 2002/0052271 A1, se usan en la industria de procesamiento de tabaco para cortar artículos individuales en forma de barra de barras, por ejemplo de tabaco, mezclas de tabaco, material de filtro y otros materiales o combinaciones de materiales habituales en la industria de procesamiento de tabaco. Los artículos en forma de barra se tronzan en este 30 caso por una cuchilla dispuesta en un portacuchillas, la cual describe un círculo de rodadura mediante la rotación del portacuchillas, cuando la cuchilla incide esencialmente perpendicularmente sobre la barra a cortar. Las cuchillas afiladas habitualmente oblicuamente sobresalen para ello del portacuchillas con su hoja de cuchilla.
Para un corte óptimo y sin perturbaciones de la barra se requiere que la cuchilla intacta sobresalga del portacuchillas 35 con una longitud definida en la dirección radial. Si la longitud de la cuchilla que descuella sobre el borde exterior es demasiado grande, entonces la cuchilla sobresale demasiado alto del portacuchillas con su hoja de cuchilla y se pueden producir colisiones con el contraapoyo de la cuchilla, lo que conduciría en el caso más grave a la destrucción del contraapoyo y/o de la cuchilla y luego a una parada de la máquina. Si la longitud de la cuchilla es demasiado pequeña, entonces la cuchilla está demasiado baja en el portacuchillas con su hoja de cuchilla y ya no se puede 40 garantizar la separación completa de la barra. Debido al corte cada cuchilla está sometida a un desgaste. Por ello es habitual que la cuchilla se reafile. Pero debido al desgaste y/o el afilado se modifica la longitud de la cuchilla, es decir, la sección de la hoja de cuchilla que sobresale del portacuchillas. Pero las longitudes de cuchilla demasiado pequeñas o demasiado grandes también se pueden originar por un avance de cuchilla erróneo o en un cambio de cuchilla. Los deterioros de las cuchillas, es decir, por ejemplo cuchillas rotas, se reparan por ejemplo mediante 45 reafilado, lo que igualmente tiene efectos sobre la longitud de la cuchilla. Como resultado tanto una posición de cuchilla y/o longitud de la cuchilla incorrectas, como también cuchillas defectuosas conducen respectivamente a un resultado de corte insatisfactorio.
Actualmente se verifican la posición de la cuchilla, es decir, en particular la longitud de la cuchilla que sobresale del 50 portacuchillas, y por consiguiente el avance de cuchilla en base a valores empíricos y por inspección y eventualmente se reajustan mediante el dispositivo de ajuste. No obstante, este modo de proceder es, por un lado, inexacto y, por otro lado, poco fiable dado que el avance de cuchilla se realiza de forma incontrolada y no se pueden reconocer, por ejemplo, los defectos en la cuchilla en el caso de velocidades de rotación elevadas de los portacuchillas. Por lo demás el ajuste / reajuste de las cuchillas requiere una amplio bagaje de experiencia, por lo 55 que el resultado del ajuste / reajuste en la calidad en el avance de cuchilla depende del operario correspondiente y no se puede reproducir.
La invención tiene por ello el objetivo de crear un dispositivo de corte mejorado con respecto al avance de cuchilla y la capacidad de manejo. El otro objetivo consiste en proponer un procedimiento correspondiente.
Este objetivo se resuelve mediante un dispositivo de corte del tipo mencionado al inicio, dado que el dispositivo de corte comprende un medio de medición para la emisión de una señal al pasar una cuchilla junto al medio de medición, un encoder de posición angular para la indicación de la posición angular de la cuchilla, así como una 5 unidad de evaluación para la asociación de la posición anguiara la señal del medio de medición. Con el avance se considera en este contexto la posición de la cuchilla en relación al portacuchillas. Dicho de otra forma, mediante el avance de cuchilla no se designa la velocidad del desplazamiento, sino el valor, es decir, la modificación de longitud del saliente de la cuchilla o de la hoja de la cuchilla más allá del portacuchillas tanto para el aumento de la longitud, como también para la reducción de la longitud. Mediante la unidad de regulación para la regulación automática del 10 avance de cuchilla, éste se puede realizar Independientemente de los operarios y ante todo de forma reproducible. Mediante la regulación automática, el avance de cuchilla puede reaccionar de forma controlada e inmediata casi Online a longitudes de cuchilla incorrectas y/o cuchillas defectuosas durante el funcionamiento del dispositivo de corte. Según la Invención, el medio de medición está configurado y preparado para reconocer la o cada cuchilla al pasar por delante e Indicar en forma de una señal de salida con un flanco positivo y uno negativo. La unidad de evaluación 15 recibe la señal de entrada del medio de medición, así como la indicación del encoder de posición angular y procesa estas informaciones. Con el flanco positivo de la señal de salida se puede determinar la longitud de la cuchilla. Mas en general se puede decir que cuanto más tarde se reconoce la cuchilla tanto mayor es el ángulo y tanto más corta es la cuchilla. Como conclusión inversa esto significa que cuanto antes se reconoce la cuchilla, tanto menor es el ángulo y tanto más larga es la cuchilla. Con el flanco negativo de la señal de salida se puede determinar el estado 20 de la cuchilla. SI, por ejemplo, una cuchilla se ha roto en el extremo posterior, el flanco negativo de la señal de salida se detecta antes, es decir, con un ángulo menor. En otras palabras, la solución crea una asociación entre la señal de salida (flanco positivo y/o negativo) del medio de medición y el ángulo de la cuchilla, por lo que debido a la geometría de las cuchillas se puede deducir la longitud de la cuchilla, es decir, la longitud de la sección que sobresale del portacuchillas, así como el estado de la cuchilla. La unidad de evaluación emite a continuación una 25 señal de regulación.
Un perfeccionamiento preferido del dispositivo de corte según la invención está caracterizado porque la unidad de evaluación está configurada y preparada para el cálculo de la longitud real efectiva de la hoja de cuchilla de la cuchilla que sobresale del portacuchillas y/o del estado de la cuchilla mediante la asociación de la posición anguiara 30 la señal del medio de medición. Dado que las cuchillas están afiladas de forma oblicua, la unidad de evaluación puede calcular a partir de las Informaciones detalladas gracias al flanco positivo de la señal de salida la longitud con la que sobresale la cuchilla o la hoja de cuchilla del portacuchillas, y gracias al flanco negativo de la señal de salida los puntos de rotura... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de corte (10) para una máquina de fabricación de barras de la industria de procesamiento de tabaco, que comprende un portacuchillas (11) con al menos un soporte de cuchillas en el que está dispuesta una
cuchilla (12) desplazable radialmente mediante un dispositivo de ajuste, en el que al portacuchillas (11) se le asocia un accionamiento (13) para el accionamiento rotativo, de manera que la o cada cuchilla (12) puede atacar en una barra gracias a la hoja de cuchilla (14) que sobresale del portacuchillas (11) mediante la rotación del portacuchillas
(11) para el corte de al menos una barra (15), en el que el dispositivo de corte (10) comprende una unidad de regulación (16) para la regulación automática del avance de cuchilla, caracterizado porque el dispositivo de corte 10 (10) comprende un medio de medición (17) para la emisión de una señal al pasar una cuchilla (12) junto al medio de medición (17), un encoder de posición angular (18) para la indicación de la posición angular de la cuchilla (12), así como una unidad de evaluación (19) para la asociación de la posición angular a la señal del medio de medición (17).
2. Dispositivo de corte según la reivindicación 1, caracterizado porque la unidad de evaluación (19) está 15 configurada y preparada para el cálculo de la longitud real efectiva de la hoja de cuchilla (14) de la cuchilla (12) que
sobresale del portacuchillas (11) y/o del estado de la cuchilla mediante la asociación de la posición angular a la señal del medio de medición (17).
3. Dispositivo de corte según la reivindicación 2, caracterizado porque la unidad de regulación (16) está
configurada y preparada para la determinación de una señal de control para el dispositivo de ajuste de la cuchilla
(12) a partir de una longitud de consigna predeterminable y/o de un estado de consigna predeterminable y de la longitud real y/o del estado real.
4. Dispositivo de corte según una de las reivindicaciones 1 a 3, caracterizado porque el medio de 25 medición (17) comprende al menos un sensor.
5. Dispositivo de corte según una de las reivindicaciones 1 a 4, caracterizado porque el medio de medición (17) comprende al menos dos sensores.
6. Dispositivo de corte según una de las reivindicaciones 1 a 5, caracterizado porque el medio de
medición (17) comprende al menos tres sensores.
7. Dispositivo de corte según una de las reivindicaciones 1 a 6, caracterizado porque medición (17) está configurado como barrera de luz en horquilla.
8. Dispositivo de corte según una de las reivindicaciones 1 a 6, caracterizado porque
medición (17) está dispuesto en el lado del portacuchillas (11) opuesto a la o a cada barra (15).
9. Dispositivo de corte según una de las reivindicaciones 1 a 8, caracterizado porque el medio de
medición (17) está dispuesto a una distancia del centro M del portacuchillas (11) que se corresponde con la distancia
entre el centro M de portacuchillas (11) y el eje central de la barra a cortar.
el medio de el medio de
10. Procedimiento para la regulación del avance de cuchilla en un dispositivo de corte (10) para una
máquina de fabricación de barras de la industria de procesamiento de tabaco, en el que el dispositivo de corte (10) 45 comprende un portacuchillas (11) con al menos un soporte de cuchillas en el que está dispuesta una cuchilla (12) desplazable radialmente mediante un dispositivo de ajuste, y al portacuchillas (11) se le asocia un accionamiento
(13) para el accionamiento rotativo, de manera que la o cada cuchilla (12) ataca en una barra gracias a la hoja de cuchilla (14) que sobresale del portacuchillas (11) mediante la rotación del portacuchillas (11) para el corte de al menos una barra (15), que comprende las etapas:
- supervisión de la o de cada cuchilla (12), y
- desplazamiento radial de la o de cada cuchilla (12) mediante el dispositivo de ajuste en el caso de que la supervisión dé como resultado un valor real que se desvía de un valor de consigna predeterminado, en el que
- el avance de cuchilla se regula automáticamente mediante una unidad de regulación (16),
caracterizado porque a partir de una asociación de una señal de un medio de medición (17), que emite una señal 55 al pasar una cuchilla (12) junto al medio de medición (17), a una posición angular de la cuchilla (12) se calcula o determina una posición real efectiva de la hoja de cuchilla de la cuchilla que sobresale del portacuchillas y/o un estado real efectivo, la cual / el cual se compara con una longitud de consigna y/o un estado de consigna para generar de ello una señal de control para el dispositivo de ajuste.
Patentes similares o relacionadas:
Procedimiento para la formación de marcas de registro sobre papel de envoltura para artículos de fumar, del 29 de Abril de 2020, de Delfortgroup AG: Procedimiento para marcar un papel de envoltura para artículos de fumar que comprende las siguientes etapas: (A) proporcionar un papel de envoltura […]
Cigarrillo con filtro, del 26 de Septiembre de 2018, de REEMTSMA CIGARETTENFABRIKEN GMBH: Cigarrillo con filtro, - que comprende una barra de tabaco envuelta en un papel de cigarrillo, que presenta una porosidad básica y - que comprende […]
Dispositivo para guiar y sujetar una varilla de la industria tabacalera, transportada continuamente en dirección de transporte T, así como juego de rueda de tubo, del 20 de Mayo de 2015, de HAUNI MASCHINENBAU AG: Dispositivo para guiar y sujetar al menos una varilla de la industria tabacalera, transportada continuamente en dirección de transporte T, durante un […]
Dispositivo de corte para separar productos de la industria tabacalera de una varilla continua alimentada, del 31 de Diciembre de 2014, de HAUNI MASCHINENBAU AG: Dispositivo de corte para separar productos de la industria tabacalera de una varilla continua alimentada con - un portacuchillas , accionable […]
Cigarrillo que tiene extremo de encendido configurado, del 14 de Octubre de 2013, de R.J. REYNOLDS TOBACCO COMPANY: Un artículo para fumar plasmado como un cigarrillo, que comprende una forma cilíndrica alargada con un eje longitudinal , un extremo […]
PERFECCIONAMIENTOS EN UN DISPOSITIVO DE CORTE DE CILINDROS CONTINUOS DE CIGARRILLOS., del 1 de Marzo de 1984, de G.D SOCIETA' PER AZIONI: DISPOSITIVO DE CORTE DE CILINDROS CONTINUOS DE CIGARRILLOS.COMPRENDE UNA CABEZA DE CORTE PRACTICAMENTE CILINDRICA Y MONTADA GIRATORIA ALREDEDOR DE SU PROPIO EJE A UN […]
MAQUINA PARA TROCEAR ELEMENTOS BARRA DE MATERIAL NO CONSISTENTE., del 16 de Abril de 1979, de THE WIGGINS TEAPE GROUP LIMITED: Máquina para trocear elementos barra de material no consistente, del tipo de las que el troceado se lleva a efecto, durante un movimiento axial a lo largo de un recorrido […]