Procedimiento y dispositivo para cerrar el extremo final de un rollizo de material en banda y rollizo obtenido.
Procedimiento para cerrar el extremo final (L) de un rollizo (R) de material en banda,
que comprende las etapas siguientes:
proporcionar un dispositivo de plegado (55; 205; 223) para formar un pliegue transversal (F) en una parte de material en banda desbobinado del rollizo;
proporcionar un elemento de unión mecánica de capas (91; 215), dispuesto y controlado para unir mecánicamente el extremo final (L) a una parte del material en banda de dicho rollizo (R);
desbobinar una longitud de material en banda de un rollizo;
formar un pliegue en el material en banda a una distancia del extremo final aproximadamente igual que la extensión circunferencial de dicho rollizo, por medio de dicho dispositivo de plegado (55; 205, 223), sobresaliendo dicho pliegue (F) desde la superficie del rollizo;
sujetar dicho extremo final a dicho pliegue mediante dicho elemento de unión mecánica de capas (91; 215).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2008/000236.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PER MUGNANO 55100 LUCCA ITALIA.
Inventor/es: GELLI, MAURO, MADDALENI,ROMANO, MAZZACCHERINI,GRAZIANO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H19/29 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › Fijación del extremo libre de la banda enrollada a la bobina (núcleos, gálibos, soportes o piezas de sujeción, p. ej. carretes, con disposiciones para fijar las extremidades de material B65H 75/28).
PDF original: ES-2546760_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para cerrar el extremo final de un rollizo de material en banda y rollizo obtenido.
Descripción
Campo técnico
La presente invención se refiere a procedimientos y a máquinas para tratar materiales en banda. Más en particular, la presente invención se refiere a procedimientos y a máquinas concebidas para cerrar, es decir sujetar al rollizo, el extremo o borde final de un rollizo de material en banda, como papel, en particular papel tisú, plástico, material no tejido o de otro tipo concebido para su embalaje en rollos.
Estado de la técnica
En la industria de conversión de papel, en particular pero no exclusivamente en la industria de conversión de papel tisú, para la producción de rollos de papel higiénico, papel de cocina y similares, los rollizos que contienen una cantidad predeterminada de un material en banda bobinado se producen en secuencia rápida mediante máquinas rebobinadoras. Dichos rollizos normalmente presentan una longitud axial mucho mayor que la longitud de los productos acabados, típicamente rollos de papel higiénico o de papel de cocina. Por lo tanto, los rollizos producidos de este modo se deben manipular adicionalmente parta su corte en rollos de longitud menor y, a continuación, se deben embalar en paquetes de película de plástico, papel, cartón o similares. Estas operaciones de manipulación requieren que el extremo final del rollizo se sujete de manera estable al rollizo, para evitar el desbobinado accidental del material en banda, tanto durante las etapas de su corte en rollos como durante las etapas de embalaje posteriores.
Para este propósito, se han desarrollado diferentes máquinas, cuya función es cerrar el extremo final de los rollizos. En las máquinas más modernas, para realizar esta operación, los rollizos suministrados desde la máquina rebobinadora se hacen girar por una superficie provista de una ranura, por la que se dispensa un adhesivo en una porción de la superficie sustancialmente cilíndrica del rollizo, habiendo desbobinado con anterioridad un tramo o porción de material en banda. Continuando el giro a lo largo de dicha superficie, el rollo se rebobina y el extremo final cubre la línea de adhesivo aplicada como resultado de giro sobre la ranura dispensadora. En los documentos US-A-5242525, US-A-5259910, US-A-5716489, US-A-5681421 se describen máquinas de este tipo.
El documento US-A-6050519 da a conocer una máquina rebobinadora en la que el sistema para pegar el extremo final descrito anteriormente se incorpora en dicha máquina rebobinadora.
El documento US-A-6682623 da a conocer una máquina para pegar el extremo final adecuada para funcionar de acuerdo con diferentes principios dependiendo de las dimensiones del rollizo que se va a pegar.
El documento WO-A-2006/070431 da a conocer una máquina para pegar el extremo final de un rollizo, en la que se pliega el extremo final para mejorar el agarre de la misma por parte del usuario final que desea abrir un rollo nuevo.
El documento US-A-2005/258298 da a conocer una máquina rebobinadora en la que se utiliza un sistema para 45 distribuir el adhesivo en los núcleos de bobinado, para transferir una parte del adhesivo aplicado al núcleo del material en banda en la zona en la que se generará el extremo final del rollizo bobinado con anterioridad.
El documento WO-A-2004/046006 da a conocer otro tipo de máquina de rebobinado en la que se puede aplicar un adhesivo al área final del material en banda que, una vez completado el bobinado del rollizo, formará el extremo final 50 del mismo.
Todos los sistemas conocidos en la actualidad y descritos anteriormente, así como muchos otros conocidos por los expertos en la materia de conversión de papel, implican el uso de un adhesivo para cerrar o sellar el extremo final del material en banda de los rollizos.
El uso de adhesivos en dichas máquinas representa un coste y es el origen de considerables desventajas en las líneas de producción, debido al hecho de que el adhesivo ensucia las máquinas y, cuando se detienen, tiende a secarse, haciendo que resulten frecuentes las operaciones de mantenimiento y limpieza.
Además, el pegado del extremo final con frecuencia provoca el filtrado del adhesivo hacia las vueltas internas del rollizo, de manera que, cuando un usuario final abre un rollo, una cierta cantidad de vueltas, en ocasiones una cantidad considerable, se rompe y, como consecuencia, se desperdicia. Para evitar esta desventaja, resulta necesario regular cuidadosamente los dispositivos de pegado y utilizar adhesivos de una calidad adecuada, pero estas circunstancias no siempre tienen lugar y, en cualquier caso, afectan negativamente el coste del producto final.
El documento GB-A-1.009.697 da a conocer un procedimiento y un dispositivo que sujetan el extremo final de un rollizo de material en banda sin adhesivo. Este sistema proporciona la aplicación de un líquido, por ejemplo agua, al rollizo bobinado y el gofrado con un punzón que actúa ortogonalmente con respecto al rollizo, en el extremo final en el área en la que se ha aplicado el líquido. La combinación de la presión de gofrado y del líquido provoca la unión de las hojas entre el extremo final y una pluralidad de capas subyacentes, es decir, vueltas, de material en banda. Este sistema resulta ineficaz ya que la sujeción no es fiable, debido a que resulta imposible aplicar la presión suficiente al material en banda sin dañar el rollizo. Además, requiere un dispositivo complejo que, aparte de precisar un aplicador de líquido, también debe estar provisto de un sistema de calefacción para secar el material después del gofrado. Asimismo, debido a que el punzón ejerce una determinada presión para afianzar las hojas, los rollizos experimentan deformación e incluso se colapsa el núcleo de soporte central, con la consecuente pérdida de la forma cilíndrica de dichos rollizos. La técnica anterior más próxima se considera representada por el procedimiento y el dispositivo que se da a conocer en el documento DE 19528264 A1.
Objetivos y sumario de la invención De acuerdo con un aspecto, la presente invención propone un procedimiento y un dispositivo que permite solucionar completa o parcialmente las desventajas descritas anteriormente.
De acuerdo con un aspecto particular, la invención sugiere un procedimiento según la reivindicación 1 y un dispositivo según la reivindicación 11 que permiten el cierre del extremo final de un rollizo de material en banda bobinado, típica y preferentemente, pero no exclusivamente, papel tisú, sin el uso de adhesivo.
Sustancialmente, en una forma de realización, la invención proporciona un procedimiento para cerrar el extremo final de un rollizo de material en banda en el que dicho extremo final se afianza al rollizo mediante unión mecánica de hojas. En una forma de realización, el extremo final se sujeta mecánicamente a una porción de material en banda de la vuelta más exterior del rollizo.
La sujeción mecánica está concebida como una sujeción obtenida principalmente por elementos mecánicos.
Es conocida la unión mecánica de capas de las capas o láminas u hojas de papel. Esta técnica se basa en el hecho de que mediante la superposición de dos hojas o capas de material en banda, realizado en particular en material fibroso, como papel tisú o similar, y sometiendo dichas dos capas a una fuerza de compresión localizada elevada, se juntan mediante una especie de unión de fibras. Se da a conocer un sistema de unión de hojas mecánica de hojas, por ejemplo, en el documento EP-A-0592375. El documento WO-A-2006/092818 da a conocer un sistema de unión mecánica de capas en el que la unión de hojas se simplifica y se hace más efectiva humedeciendo previamente las hojas que se van a unir.
Sin embargo, hasta la fecha, la técnica de unión mecánica de capas solo se ha utilizado para juntar mutuamente dos hojas de material en banda alimentado de manera continua por una máquina, por ejemplo mediante una máquina de rebobinado o mediante una unidad de gofrado. En sustancia, la unión mecánica de capas se ha utilizado para formar un producto multicapas continuo.
Al contrario, la presente invención se basa en la idea innovadora de utilizar la unión mecánica de capas para sujetar el extremo final de un rollizo a una porción de material bobinado en dicho rollizo, de manera que dicho extremo final no se desbobine en las operaciones de procesado siguientes, preferentemente hasta el embalaje del producto acabado.
En una forma de realización ventajosa de la invención, el extremo final se sujeta de forma mecánica a una porción de la vuelta más exterior del material en banda, habiéndose plegado dicha porción con... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para cerrar el extremo final (L) de un rollizo (R) de material en banda, que comprende las etapas siguientes:
proporcionar un dispositivo de plegado (55; 205; 223) para formar un pliegue transversal (F) en una parte de material en banda desbobinado del rollizo;
proporcionar un elemento de unión mecánica de capas (91; 215) , dispuesto y controlado para unir mecánicamente el extremo final (L) a una parte del material en banda de dicho rollizo (R) ;
desbobinar una longitud de material en banda de un rollizo;
formar un pliegue en el material en banda a una distancia del extremo final aproximadamente igual que la extensión circunferencial de dicho rollizo, por medio de dicho dispositivo de plegado (55; 205, 223) , sobresaliendo dicho pliegue (F) desde la superficie del rollizo;
sujetar dicho extremo final a dicho pliegue mediante dicho elemento de unión mecánica de capas (91; 215) .
2. Procedimiento según la reivindicación 1, caracterizado por que presenta la sujeción del extremo final de dicho rollizo a dicho pliegue aplicando una presión al material en banda o mediante perforación.
3. Procedimiento según la reivindicación 1 o 2, caracterizado por que dicho pliegue (F) es formado y estabilizado mediante la unión mecánica de dos partes transversales adyacentes de material en banda, con anterioridad a la unión de dicho extremo final (F) a dicho pliegue.
4. Procedimiento según la reivindicación 3, caracterizado por que dichas dos partes transversales se unen mediante presión aplicada a dichas partes.
5. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado por que presenta las etapas de: a) desbobinar dicha longitud de material en banda a lo largo de una superficie de desbobinado (207, 208) ; b) bajo dicha superficie de desbobinado formar dicho pliegue (F) de material en banda en dicha longitud de
material en banda desbobinado;
c) hacer girar dicho rollizo a lo largo de la superficie de desbobinado para rebobinar dicha longitud de material en banda alrededor de dicho rollizo, con el pliegue sobresaliendo desde el rollizo; d) ubicar el extremo final del material en banda lado a lado con dicho pliegue; e) unir el extremo final al pliegue.
6. Procedimiento según la reivindicación 5, caracterizado por que dicha longitud de material en banda desbobinado del rollizo se retiene sobre la superficie de desbobinado mediante succión.
7. Procedimiento según la reivindicación 5 o 6, caracterizado por que dicho pliegue se forma de manera neumática.
8. Procedimiento según una o más de las reivindicaciones 5 a 7, caracterizado por que presenta una inserción neumática de dicho pliegue (F) y dicho extremo final (L) en una cavidad transversal (211) bajo la superficie de desbobinado (207, 208) , después de que dicha longitud de material en banda haya sido rebobinada alrededor del rollizo (R) .
9. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado por que presenta las etapas de: a) desbobinar dicha longitud de material en banda a lo largo de una superficie de desbobinado (207, 208) ; b) formar dicho pliegue (F) de material en banda que sobresale de la superficie del rollizo y ubicar dicho pliegue
bajo dicha superficie de desbobinado adyacente a dicho extremo final (L) ; c) unir el extremo final al pliegue con una unión mecánica de capas.
10. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado por que dicho material en banda es papel y, en particular, papel tisú.
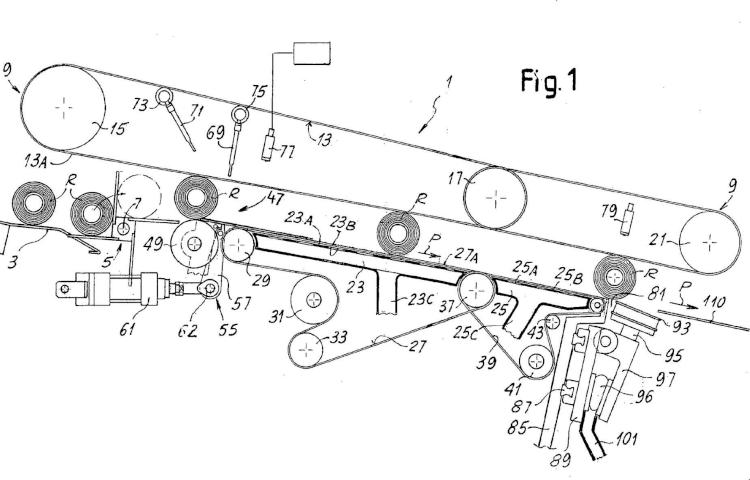
11. Dispositivo para el cierre del extremo final (L) de un rollizo (R) de material en banda bobinado, que comprende:
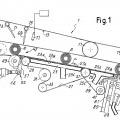
- un dispositivo de desbobinado (13, 49; 201, 205) para desbobinar una longitud de material en banda de dicho rollizo (R) ;
- un dispositivo de plegado (55; 205, 223) para formar un pliegue transversal (F) en una parte de material en banda desbobinado del rollizo (R) ;
- un elemento de unión mecánica de capas (91; 215) dispuesto y controlado para unir de manera mecánica dicho extremo final (L) a una parte (F) del material en banda de dicho rollizo;
en el que dicho dispositivo de plegado (55; 205, 223) y dicho elemento de unión de capas (91; 215) están dispuestos para unir recíprocamente, mediante unión mecánica de capas, el extremo final (L) y dicho pliegue transversal (F) de material en banda, sobresaliendo dicho pliegue desde la superficie del rollizo.
12. Dispositivo según la reivindicación 11, caracterizado por que el elemento de unión mecánica de capas comprende por lo menos un elemento de presión.
13. Dispositivo según las reivindicaciones 11 o 12, caracterizado por que dicho dispositivo de plegado (205, 223)
está dispuesto para formar dicho pliegue transversal (F) en una parte del material en banda que forma la vuelta más 20 exterior del rollizo.
14. Dispositivo según una o más de las reivindicaciones 11 a 13, caracterizado por que presenta un elemento para estabilizar dicho pliegue.
15. Dispositivo según una o más de las reivindicaciones 11 a 14, caracterizado por que dicho dispositivo de plegado comprende un elemento de acoplamiento (57) para acoplar mecánicamente dos partes transversales adyacentes de material en banda, formando dicho pliegue transversal.
16. Dispositivo según la reivindicación 15, caracterizado por que dicho elemento de acoplamiento comprende un 30 elemento de presión (57A) .
17. Dispositivo según una o más de las reivindicaciones 11 a 16, caracterizado por que comprende una cavidad transversal en cuyo interior se inserta dicho pliegue.
18. Dispositivo según una o más de las reivindicaciones 11 a 17, caracterizado por que dicho dispositivo de plegado comprende un sistema neumático (223) para formar dicho pliegue transversal.
19. Dispositivo según una o más de las reivindicaciones 11 a 18, caracterizado por que: comprende una cavidad transversal (211) y unos elementos para formar un pliegue transversal de material en banda en dicha cavidad transversal; y por que dicho elemento de unión de capas (215) está asociado con dicha cavidad para unir recíprocamente, mediante unión mecánica de capas, el extremo final (L) y dicho pliegue transversal (F) del material en banda.
20. Dispositivo según una o más de las reivindicaciones 11 a 19, caracterizado por que: comprende una superficie 45 de desbobinado (27; 207) de material en banda dispuesta debajo de un paso de alimentación de los rollizos (R) ; por que aguas arriba de dicha superficie de desbobinado está ubicado por lo menos un dispositivo de giro (49, 13; 205, 201, M) para hacer girar dicho rollizo de una manera controlada; y por que dicho elemento de unión de capas se dispone aguas abajo de dicha superficie de desbobinado (27; 207) con respecto al sentido de avance del rollizo.
21. Dispositivo según la reivindicación 20, caracterizado por que dicha superficie de desbobinado (27; 207) de material en banda es una superficie de succión.
22. Dispositivo según la reivindicación 20 o 21, caracterizado por que dicho dispositivo de giro comprende: un rodillo giratorio (49; 205, 201) y/o un husillo giratorio (M) , adecuado para acoplar axialmente dicho rollizo y/o dos husillos 55 giratorios opuestos y sustancialmente opuestos para acoplar axialmente dicho rollizo.
23. Dispositivo según una o más de las reivindicaciones 20 a 22, caracterizado por que comprende una pluralidad de boquillas (223) dispuestas en una pluralidad de posiciones diferentes angularmente alrededor de una posición de giro del rollizo, orientadas hacia el rollizo situado en dicha posición de giro.
24. Dispositivo según una o más de las reivindicaciones 11 a 23, caracterizado por que dicho elemento de unión mecánica de capas comprende un elemento oscilante (215) y un accionador de activación (221) que controla la oscilación de dicho elemento oscilante y la compresión del extremo final contra dicha parte de material en banda, o una rueda a presión (91) , provista de un movimiento transversal, sustancialmente paralelo al eje de dicho rollizo.
Patentes similares o relacionadas:
Grupo de encolado para una máquina rebobinadora para aplicar cola a un borde de extremo de un tronco, máquina rebobinadora que soporta dicho grupo y método de encolado relacionado, del 8 de Abril de 2020, de GAMBINI S.p.A: Grupo de encolado para una máquina rebobinadora para aplicar cola a un borde de extremo de un tronco, que comprende un rodillo de suministro soportado de manera […]
Dispositivo para cerrar el extremo de la cola de un rodillo de material en banda y procedimiento, del 4 de Septiembre de 2019, de Mtorres Tissue S.r.l: Un dispositivo para cerrar el extremo posterior de un rodillo de material en banda que comprende: - una ruta de alimentación (P) de los rodillos (R) […]
 Sello de cola con separación de capas reducida, del 26 de Junio de 2019, de GPCP IP Holdings LLC: Método de sellado de cola de un rollo de producto de papel tisú que comprende las etapas de:
a) formar un rollo de producto […]
Sello de cola con separación de capas reducida, del 26 de Junio de 2019, de GPCP IP Holdings LLC: Método de sellado de cola de un rollo de producto de papel tisú que comprende las etapas de:
a) formar un rollo de producto […]
Máquina para cerrar el extremo final de un rollo de material en banda, del 20 de Febrero de 2019, de FABIO PERINI S.P.A.: Máquina para cerrar el extremo final (L) de un rollo (R) de material en banda (N), que comprende un primer dispositivo de aplicación de cola para […]
Método y dispositivo para aplicar adhesivo sobre núcleos tubulares para la producción de troncos de papel, del 27 de Noviembre de 2018, de FUTURA S.P.A: Método para aplicar adhesivo sobre núcleos tubulares para la producción de troncos de material de papel, que comprende el paso de suministrar en secuencia más núcleos tubulares […]
Método y aparato de cierre de cola de rollo ultrasónico de material en banda no tejido, del 20 de Noviembre de 2018, de ELSNER ENGINEERING WORKS INC: Aparato para fijar un extremo de cola de un rollo bobinado en espiral de material en banda no tejido, caracterizado porque el aparato es para fijar el […]
Rollo de papel higiénico/de cocina, del 13 de Noviembre de 2018, de Industrie Cartarie Tronchetti S.p.A: Un rollo de papel, particularmente de tipo papel higiénico o papel de cocina, que comprende una faldilla terminal que está pegada […]
Sistema de relleno con enrollador, aparato y método automatizados de encintado y de eyección, del 26 de Abril de 2017, de RANPAK CORP.: Un mecanismo automático de eyección de bobina en combinación con una máquina de conversión de relleno capaz de producir una tira de relleno y […]