Bolsa de plástico con lado interior imprimible.
Bolsa de plástico (1) con al menos dos paredes (2, 3) unidas mediante costuras (4,
12) de una mono- lámina de polietileno o una lámina de capa con una capa de polietileno sobre el lado interior de la bolsa (1), estando variado el lado interior mediante un tratamiento corona o similar pre-tratamiento con presión de la superficie para la mejor imprimibilidad, que se caracteriza por que al menos una costura entre los lados interiores de las paredes (2, 3) pretratadas está formada como costura de sellado (12) con una capa intermedia (14) como lámina de una poliolefina no alterada en la superficie, cuyo punto de fusión no está sobre aquél de la lámina de la bolsa de plástico.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2013/000681.
Solicitante: BISCHOF + KLEIN GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: RAHESTRASSE 47 49525 LENGERICH ALEMANIA.
Inventor/es: HAIMERL,Rudolf, STAHL,ALFONS, RETHSCHULTE,THOMAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65D33/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › Partes constitutivas, detalles o accesorios para sacos o bolsas.
PDF original: ES-2550235_T3.pdf
Fragmento de la descripción:
Bolsa de plástico con lado interior imprimible (0001) La invención hace referencia a una bolsa de material de plástico según el concepto general de la reivindicación 1ª.
(0002) Bolsas de plástico de este tipo están usualmente formadas por bandas o trozos de láminas planas, que logran una forma de bolsa, al menos parcialmente, cerrada, con ayuda de costuras, en las que las láminas a ser unidas se someten a una temperatura de reblandecimiento y luego se sellan conjuntamente con presión. Debido al calentamiento rápido y sencillo, se hace uso en gran medida del material de polietileno de bajo punto de fusión, que está conformado como lámina uniforme (mono-lámina) o como lámina de capa con al menos una capa de polietileno descubierta. También la lámina de capa puede favorecer el buen termosellado del polietileno, cuando éste debe ser unido con otra lámina de capa a través de capas de polietileno.
(0003) Efectivamente, el polietileno es un material, que de fábrica, no se puede imprimir bien. Cuando la monolámina de polietileno o una superficie de polietileno de una lámina de capa deben ser imprimidas, usualmente se prevé un tratamiento previo de presión con un tratamiento corona. La superficie así modificada se puede entonces imprimir bien, en efecto, es más difícil de sellar.
(0004) Aumenta el deseo de realizar la impresión del material de embalaje, como la bolsa de plástico observada aquí, sobre el lado interior de la bolsa, para proteger la imagen de la impresión ante la abrasión, los arañazos o la suciedad durante la entrega, el almacenamiento o el consumo del producto empaquetado. Además, se consigue con una lámina de plástico clara un efecto de brillo para la imagen de impresión, que sino solo se consigue en una "tirada en blanco" sobre el lado exterior con un revestimiento de laca. Una impresión sobre el lado interior de la bolsa o también un tratamiento de superficie que prepara la impresión del lado interior conlleva problemas para la formación de la costura de las paredes de la bolsa, que regularmente se sellan con el lado interior superpuesto.
(0005) Los problemas al termosellar superficies de polietileno pre-tratadas con presión surgen especialmente durante las costuras de sellado en la superficie, o sea, cuando la lámina no debe ser dividida. Las costuras de borde se ejecutan como costuras de separación de forma fiable, dividiéndose todo el espesor de la lámina con una herramienta caliente. Un pre-tratamiento de presión no es crítico, habida cuenta que las láminas están integradas por todo el espesor en el proceso de sellado. Es más crítica la unión con una costura en semejantes costuras, que se prolongan en la superficie y que sólo reciben una unión superficial de las láminas.
(0006) Convencionalmente, se ha intentado considerar este problema, en tanto que las costuras se ejecutan con una aumentada temperatura de sellado, una prolongada duración de sellado, una aumentada presión y/o repetido, como se menciona en el documento EP 2 324 992 A1 como soldadura de varias etapas. Estas medidas son críticas, en efecto, respecto a los ajustes necesarios y pueden fácilmente fundir térmicamente la lámina o sobrecargarla mecánicamente. Especialmente, en láminas finas, y también en capas finas se consigue un tratamiento problemático de las láminas, aunque se debe observar también un desarrollo general de las láminas de embalajes a espesores de pared siempre menores de, por ejemplo, 40 µm. Esto es un desarrollo que se procura en el sentido del ahorro de material y de una reducción de los residuos de embalaje, que dificultan el tratamiento.
(0007) Es objeto de la invención, según lo mencionado, mejorar y simplificar una formación de costura mediante termosellado en láminas de polietileno o láminas de capas con una capa de polietileno, aún cuando éstas presentan en la zona de costura, para la mejor imprimibilidad, superficies que se sellan mal, y están modificadas, teniendo que considerarse la importancia del tratamiento mecánico y del ciclo de trabajo rápido en la fabricación de semejantes elementos de plástico con un recorte de la lámina y una formación de costura.
(0008) Según la invención, este objetivo se cumple con una bolsa de plástico partiendo del concepto general de la reivindicación 1ª, con las características de la reivindicación 1ª.
(0009) Una capa intermedia de un polietileno no modificado (no pre-tratado con presión) en la superficie reduce 55 notablemente los problemas de sellado de superficies de polietileno pre-tratadas con presión y/o imprimidas, mediante que ahora no se tienen que unir, unas con otras y de manera superpuesta, dos superficies pre-tratadas con presión y/o imprimidas, sino que respectivamente sobre un lado de la unión de costura se proporciona un polietileno que regularmente se puede sellar bien para la combinación del material. Aparte de esto, la capa intermedia logra una ventaja mediante la introducción de material adicional respecto a la robustez de las láminas en la zona de costura, que también son menos susceptibles ante una sobrecarga al aplicar al material de láminas mayor calor, duración de actuación o fuerza de presión de las herramientas de sellado. Ello es válido sobre todo en láminas de un espesor minimizado de hasta ahora aprox. 40 µm, que ahora incluso se puede reducir más, de manera que, a pesar de la banda de lámina adicional, se puede ahorrar material.
(0010) Ventajosamente, el polietileno de la capa intermedia puede presentar un punto de fusión de la cristalita por debajo de 120ºC. En conjunto, es ventajoso, cuando el material de la capa intermedia presenta un punto de fusión relativamente bajo, especialmente, un punto de fusión más bajo que el material de polietileno de la lámina que forma la pared. La capa intermedia se puede fundir incluso más fácilmente en la superficie determinada para la formación 2
de la costura, sobre todo ya que su calentamiento en el termosellado tiene que llevarse a cabo desde el exterior a través de la lámina que forma la pared.
(0011) En el documento EP 2 188 438 B1 se manifiesta una capa intermedia para la unión de una capa de sellado de polietileno con una capa de tejido de cintas de lámina polimérica estirada, sin embargo, la capa intermedia no sirve para el sellado del tejido, sino sólo para la unión de la capa de sellado y el tejido. La fabricación de láminas o tejidos tampoco es una etapa de trabajo del final de la fabricación de bolsas de plástico mediante termosellado, plegado, corte y similares, especialmente de la fabricación mecánica, sino que es una etapa de trabajo que se realiza previamente. Puede ser ventajoso seleccionar el polietileno de las posiciones intermedias con un índice de fusión, el así denominado valor MFR, de más de 2 g/10 min., para simplificar la formación de la costura frente a la capa intermedia de ambos lados.
(0012) Como material para la capa intermedia es preferible un polibuteno.
(0013) Para la unión de láminas y similares son ampliamente conocidos materiales que se aplican en forma fundida como pegamento. En el documento DE 72 28 831 U encontramos costuras longitudinales de solapado para la formación de tubo para bolsas, formadas con material de unión calentado extrusionado. También el documento DE 2 263 624 A prevé la aplicación de hilo de refuerzo y de pegado para reforzamientos de los bordes en bolsas. Una capa intermedia sellable es más sencilla de emplear regularmente en la fabricación de bolsas que una aplicación líquida de material fundido.
(0014) Preferiblemente, la lámina de polietileno para las paredes se predetermina de forma ahorrativa del material con un espesor de lámina de como máximo 40 µm, mientras que la capa intermedia tiene un espesor de lámina de más de 40 µm. Bajo el aspecto de la fabricación de sellado más sencilla pueden predeterminarse también para la capa intermedia espesores notablemente mayores, siendo el empleo de material aceptable, cuando la capa intermedia se reduce en las zonas más estrechas de la/s costura/s a ser fabricada/s.
(0015) Una reducción de la capa intermedia a la necesidad requerida para el sellado es considerada ventajosa con una forma de banda, en la que la banda de sellado está conformada con una anchura que solapa la anchura de la costura de sellado. Para la anchura solapante hay que tener en consideración en primer lugar las tolerancias mecánicas, o bien, las tolerancias de trabajo durante la fabricación. A causa de desplazamientos mínimos entre las bandas de sellado y la lámina, o bien, las zonas de colocación de las herramientas de sellado, la anchura de la banda de sellado debe prefijarse suficientemente sobre la anchura de la costura de sellado.
... [Seguir leyendo]
Reivindicaciones:
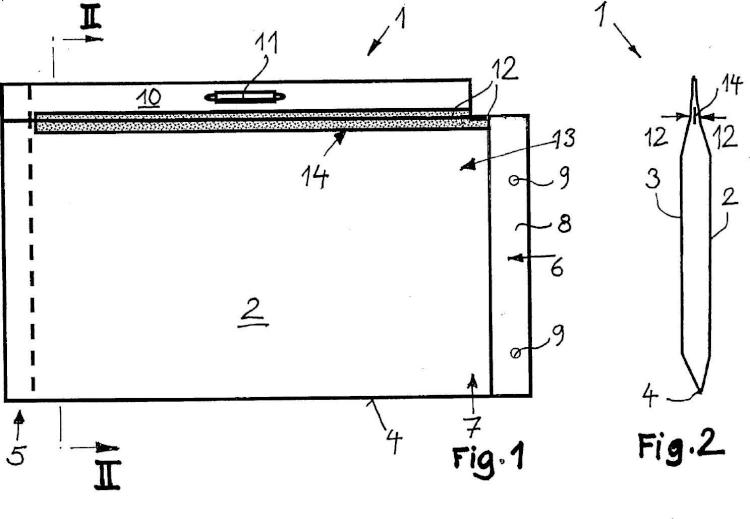
1ª. Bolsa de plástico (1) con al menos dos paredes (2, 3) unidas mediante costuras (4, 12) de una mono-lámina de polietileno o una lámina de capa con una capa de polietileno sobre el lado interior de la bolsa (1) , estando variado el lado interior mediante un tratamiento corona o similar pre-tratamiento con presión de la superficie para la mejor imprimibilidad, que se caracteriza por que al menos una costura entre los lados interiores de las paredes (2, 3) pretratadas está formada como costura de sellado (12) con una capa intermedia (14) como lámina de una poliolefina no alterada en la superficie, cuyo punto de fusión no está sobre aquél de la lámina de la bolsa de plástico.
2ª. Bolsa de plástico según la reivindicación 1ª, que se caracteriza por que la poliolefina de la capa intermedia (14) presenta un punto de fusión de cristalita por debajo de 120ºC.
3ª. Bolsa de plástico según la reivindicación 1ª o 2ª, que se caracteriza por que el polietileno de la capa intermedia (14) presenta un índice de fusión (valor MFR) de más de 2 g/10 min.
4ª. Bolsa de plástico según la reivindicación 1ª, 2ª o 3ª, que se caracteriza por que la capa intermedia (14) consiste en un polietileno, un polibuteno o un polietileno-copolímero (por ejemplo, EVA) .
5ª. Bolsa de plástico según una de las reivindicaciones 1ª hasta 3ª, que se caracteriza por que la capa intermedia 20 está conformada como banda de sellado (14) con una anchura que solapa de la anchura de la costura de sellado (12) .
6ª. Bolsa de plástico según una de las reivindicaciones 1ª hasta 5ª, que se caracteriza por que la capa intermedia (14) presenta un espesor de lámina que es esencialmente mayor que la de la lámina de la pared (2, 3) .
7ª. Bolsa de plástico según una de las reivindicaciones 1ª hasta 6ª, que se caracteriza por que está conformada por una zona de llenado (13) y una zona de asidero (10) , que están limitadas entre sí mediante una costura de sellado (12) con una capa intermedia (14) sellada entre las paredes (2, 3) .
8ª. Bolsa de plástico según la reivindicación 7ª, que se caracteriza por que la capa intermedia (14) se extiende sobre la costura de sellado (12) hasta la zona del asidero (10) , de manera que rodea el asa (11) .
Patentes similares o relacionadas:
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Bolsa de transporte de un artículo y procedimiento de fabricación, del 13 de Mayo de 2020, de Banoun, Benjamin: Bolsa (B1; B2) de transporte de un artículo, en especial del tipo de venta para llevar en restauración rápida, formada a partir de una lámina plana, que comprende un fondo […]
Película de envasado resellable, del 8 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Una construcción de película para unir a un elemento base , combinándose la película y el elemento de base para definir un envase , […]
Bolsa suspendida con elemento de sustitución, del 1 de Abril de 2020, de RSL LOGISTIK GMBH & CO. KG: Bolsa suspendida como recipiente de productos trasladados para transportar productos trasladados en un dispositivo de traslado suspendido, […]
BOLSA PARA EL ENVASADO DE PRENDAS TEXTILES, del 26 de Marzo de 2020, de PLASTICOS HIDROSOLUBLES, S.L.: Bolsa para el envasado de prendas textiles que comprende: 40%-90% de una mezcla de resinas poliméricas, donde al menos una de ellas es polivinil […]
Embalaje y procedimiento de fabricación del mismo, del 11 de Marzo de 2020, de Morofuji Inc: Un embalaje (P3) que comprende: un cuerpo principal de bolsa plegado plano, que tiene una porción de refuerzo en una porción inferior y una porción de abertura […]
Sistema para optimizar la recogida selectiva de residuos mediante uso de contenedores y otros dispositivos añadidos y procedimiento para su utilización, del 11 de Noviembre de 2019, de IÑIGO LIZARI ILLARRAMENDI S.L: Sistema para optimizar la recogida selectiva de residuos mediante uso de contenedores y otros dispositivos añadidos, caracterizado por que […]
Embalaje reutilizable para transportar una o varias baguettes, del 23 de Octubre de 2019, de Buntinx, Michèle: Embalaje reutilizable para transportar producto(s) alimenticio(s) , que comprende una envoltura que se extiende siguiendo una dirección […]