Procedimiento para aplicar una marca de proceso duradera sobre un producto, en especial sobre vidrio.
Procedimiento para aplicar una marca de proceso duradera a un producto,
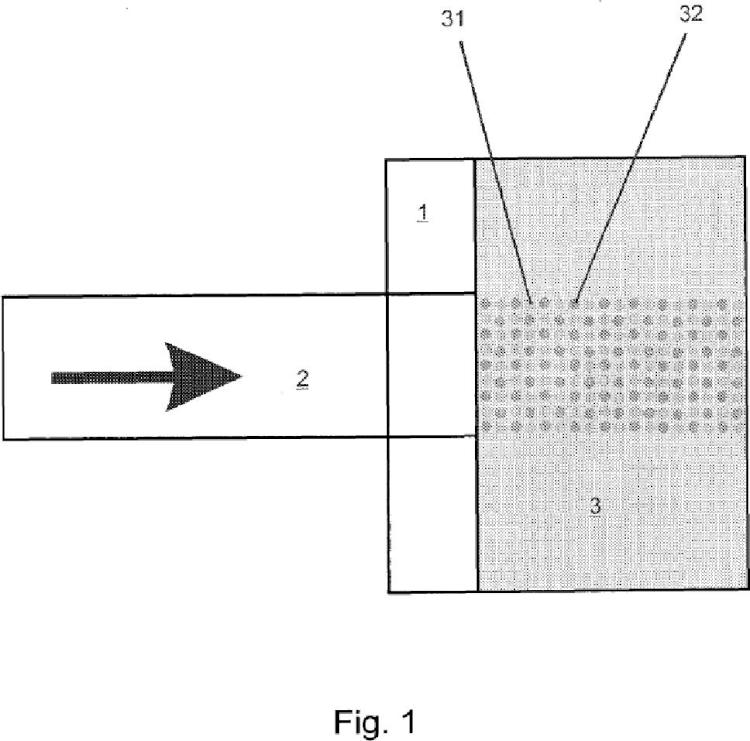
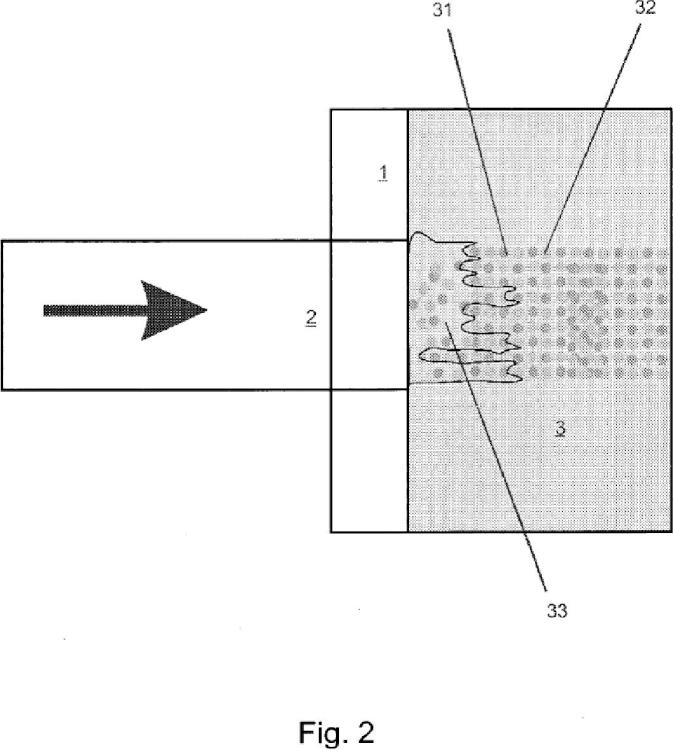
en especial de vidrio, empleando un láser, caracterizado porque con el láser se irradia una capa pigmentada, basada en una matriz polimérica, que al recibir los rayos láser reacciona en su mayor parte con una pulverización, que contiene por lo menos una fuente de titanio y una fuente de carbono, que entrega carbono libre cuando se somete a la radiación láser, eventualmente dicha capa pigmentada está recubierta total o parcialmente con una masa adhesiva, en especial sensible a la presión.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10164869.
Solicitante: TESA SE.
Nacionalidad solicitante: Alemania.
Dirección: QUICKBORNSTRASSE 24 20253 HAMBURG ALEMANIA.
Inventor/es: KOOPS, ARNE, REITER, SVEN, BUNDE, BERND, POSTEL,OLAF.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B41M5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41M PROCESOS DE IMPRESION, DE REPRODUCCION, DE MARCADO O COPIADO; IMPRESION EN COLOR (corrección de errores tipográficos B41J; procedimientos para aplicar imágenes transferencia o similares B44C 1/16; productos fluidos para corregir errores tipográficos C09D 10/00; impresión de textiles D06P). › Procesos de reproducción o de marcado; Materiales en hojas utilizadas con este fin (por empleo de materias fotosensibles G03; electrografía, magnetografía G03G).
- B41M5/382 B41M […] › B41M 5/00 Procesos de reproducción o de marcado; Materiales en hojas utilizadas con este fin (por empleo de materias fotosensibles G03; electrografía, magnetografía G03G). › Procedimientos de transferencia o de sublimación por contacto (impresión subliestática B41M 5/035; recubrimientos para mejorar la receptividad a las tintas, los colorantes o los pigmentos B41M 5/50).
- C03C17/00 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03C COMPOSICIÓN QUÍMICA DE LOS VIDRIOS, VIDRIADOS O ESMALTES VÍTREOS; TRATAMIENTO DE LA SUPERFICIE DEL VIDRIO; TRATAMIENTO DE LA SUPERFICIE DE FIBRAS O FILAMENTOS DE VIDRIO, SUSTANCIAS INORGÁNICAS O ESCORIAS; UNIÓN DE VIDRIO A VIDRIO O A OTROS MATERIALES. › Tratamiento de la superficie del vidrio, p. ej. de vidrio desvitrificado, que no sea en forma de fibras o filamentos, por recubrimiento.
- C03C17/22 C03C […] › C03C 17/00 Tratamiento de la superficie del vidrio, p. ej. de vidrio desvitrificado, que no sea en forma de fibras o filamentos, por recubrimiento. › con otras materias inorgánicas (C03C 17/34, C03C 17/44 tienen prioridad).
PDF original: ES-2549482_T3.pdf

Fragmento de la descripción:
Procedimiento para aplicar una marca de proceso duradera sobre un producto, en especial sobre vidrio
La invención se refiere a un procedimiento para aplicar una marca de proceso duradera sobre un producto, en 5 especial sobre vidrio.
En el sentido de la invención se entiende por marca de proceso aquella marca, que se aplica sobre un producto y dicha marca de proceso existente sobre el producto se lee o detecta en otro procedimiento con sensores, en especial con sensores ópticos, y gracias a las informaciones contenidas en la marca de proceso se coloca el 10 producto exactamente en una posición predeterminada.
La aplicación de tales marcas de proceso es imprescindible en casi todas las operaciones de producción. En procesos automatizados, las marcas insertadas sobre el producto permiten asegurar que los sensores ópticos realicen un control y una regulación continuos del curso del proceso de producción. 15
Por diversos motivos, estas marcas de proceso son difíciles de colocar en una posición definida. Hasta el presente se recurre en muchos casos a levas, protuberancias, ranuras y marcas por ejemplo impresas, que después se detectan por medios mecánicos u ópticos y sirven para la colocación del producto en la posición deseada.
Las marcas se aplican a menudo por procedimientos que se basan en la reproducción o multicopiado de una figura o patrón individual. Pertenecen a ellos los procesos de marcado rotativos e intermitentes, de modo que las marcas guarden la misma distancia entre sí.
Las marcas de proceso se emplean para control y regulación, por ejemplo para el posicionado automático de las 25 planchas de impresión. En la impresión de en color (cromotipia) para colocar los distintos colores en una posición exacta entre sí se imprime sobre el sustrato una marca de cada plancha de impresión. Se detectan y se comparan entre sí las posiciones de las marcas de proceso de los distintos colores, también llamadas marcas de registro. Esto aporta información sobre la posición de la plancha de impresión con respecto al sustrato y se toma como base para la colocación exacta de las planchas de impresión. 30
Las marcas de proceso se emplean a menudo para poder unir las distintas piezas de producción en una colocación u ordenamiento determinados. Para ello se emplean sistemas computerizados de detección y ordenamiento, en los que el proceso se aplica repetidamente en base a las tomas de las marcas de proceso que realizan las cámaras en continuo, hasta conseguir que las piezas de producción queden colocadas en la posición correcta. 35
El inconveniente de las marcas de proceso ya conocidas consiste en que se suelen generar por un proceso intermitente, por ejemplo un proceso de impresión, y por lo tanto solo permiten aplicar contenidos idénticos. Por ejemplo se imprimen a intervalos regulares sobre una cinta sin fin marcas de control en forma de rectángulos. Estas marcas de control se identifican con un sistema de detección y a continuación desencadenan operaciones distintas, 40 por ejemplo se dobla la cinta o se corta.
También para el montaje de máquinas se emplean marcas de proceso para detectar que los distintos componentes se hallan en una posición correcta. También en este caso hay un aparato óptico que detecta que la marca de control. Si este aparato detecta que hay diferencias entre la posición actual del objetivo y la posición deseada, 45 entonces se continúa el posicionado del objeto hasta el punto deseado. La marca de proceso contiene solo información de la posición. No se conocen otras informaciones imaginables de la marca de control, por ejemplo tolerancias y calidad de los componentes, que pudieran tenerse en cuenta para los procesos posteriores.
Normalmente, las marcas de proceso deberían ser de un material idóneo, de manera que esté descartado que 50
• la marca aplicada se borre del objeto de modo fortuito,
• la inscripción se deforme, se difumine o quede ilegible por culpa del desgaste o del blanqueo y/o • se limite la idoneidad funcional del objeto.
En el documento WO 03/080334 A1 se describe una lámina multicapa de transferencia láser para el rotulado duradero de componentes, formada por lo menos por una capa de soporte, en cuyo caso la cara inferior de la capa de soporte está recubierta por lo menos parcialmente por una capa adhesiva. Sobre la cara de la capa soporte de la lámina de transferencia láser, sobre la que se halla la primera capa adhesiva, existen por lo menos dos capas pigmentadas, con preferencia una primera capa pigmentada que recubre por lo menos una parte de la superficie y 60 que contiene por lo menos un pigmento fundente y una segunda capa pigmentada, que recubre por lo menos una parte de la superficie y contiene por lo menos un pigmento sensible al láser.
En WO 03/080335 A1 se describe una lámina multicapa similar de transferencia láser para el rotulado duradero de componentes, formada por lo menos por una capa soporte, la cara inferior de la capa soporte está recubierta por lo 65 menos parcialmente por una primera capa adhesiva. La cara de la capa soporte de la lámina de transferencia láser, en la que se halla la primera capa adhesiva, está recubierta por menos parcialmente por dos capas pigmentadas que contienen un pigmento sensible al láser. Las concentraciones del pigmento sensible al láser en dichas capas pigmentadas son diversas.
En WO 03/035411 A1 se describe una lámina de transferencia láser para el rotulado duradero de componentes, formada por lo menos por una capa soporte, la cara inferior de la capa soporte está recubierta por lo menos parcialmente por una capa adhesiva. La capa soporte y/o la capa adhesiva están recubiertas por lo menos parcialmente por una capa pigmentada que contiene por lo menos un pigmento sensible al láser.
En la patente EP 2 078 614 A1 publicada posteriormente (este documento pertenece al estado de la técnica según el art. 54 (3) EPÜ) se describe una capa pigmentada para el marcado permanente de un sustrato, en especial de vidrio, que se basa en una matriz polimérica, que reacciona a una irradiación rica en energía, en especial a una radiación láser, principalmente con pulverización. La capa pigmentada contiene como componentes una fuente de titanio y una fuente de carbono que libera carbono libre por la incidencia de una radiación de energía. 15
Es, pues, objeto de la presente invención el desarrollo de un procedimiento de aplicación de una marca de proceso duradera sobre un producto, en especial de vidrio, que permita la rotulación rápida, precisa y, en especial, individualizada. La rotulación tiene que llevarse a cabo además de modo que los componentes queden protegidos, que no pueda soltarse o borrarse sin destruir el objeto y con todo que presente un gran contraste, una gran 20 capacidad de resolución y una gran resistencia a la temperatura. Por lo demás, el procedimiento debe permitir que la marca de proceso contenga también información individual y que no se emplee únicamente como marca de posición.
Este objeto de colocar una marca de proceso duradera de proceso sobre un producto, en especial sobre vidrio, se 25 alcanza con un procedimiento, que se define en la reivindicación principal. Otras formas ventajosas de ejecución y desarrollos posteriores son objeto de las reivindicaciones secundarias correspondientes.
La invención se refiere, pues, a un procedimiento, en el que un láser aplica una marca de proceso sobre un producto. 30
Esto se lleva a cabo por ejemplo haciendo que un láser rotule directamente el producto con una marca de proceso. Se ha generalizado el uso de láseres potentes controlables para grabar marcas, por ejemplo signos alfanuméricos, códigos y similares. El material a rotular o el material empleado para la rotulación y el procedimiento de rotulado tendrán con ventaja las propiedades siguientes: 35
• el material podrá rotularse con rapidez
• se conseguirá un gran poder de resolución espacial
• el material y el procedimiento de rotulación serán lo más simples posibles para la aplicación
• los productos de descomposición eventualmente generados durante la rotulación no deberán ser corrosivos 40
• el procedimiento de rotulación no ejerce ningún efecto, o si lo ejerce es escaso, sobre la estabilidad mecánica del componente.
La marca de proceso puede generarse con ventaja especial mediante una capa pigmentada basada en una matriz polimérica. Además de la matriz polimérica, la capa pigmentada contiene como componente adicional una fuente de 45 titanio. Como fuente de titanio se entiende el titanio puro o un compuesto de titanio, que tenga la afinidad de aportar... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para aplicar una marca de proceso duradera a un producto, en especial de vidrio, empleando un láser, caracterizado porque con el láser se irradia una capa pigmentada, basada en una matriz polimérica, que al recibir los rayos láser reacciona en su mayor parte con una pulverización, que contiene por lo menos una fuente de 5 titanio y una fuente de carbono, que entrega carbono libre cuando se somete a la radiación láser, eventualmente dicha capa pigmentada está recubierta total o parcialmente con una masa adhesiva, en especial sensible a la presión.
2. Procedimiento según la reivindicación 1, caracterizado porque la matriz polimérica no contiene plásticos que 10 puedan fundir por exposición a la radiación energética y/o no contiene una frita de vidrio.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque como fuente de titanio está previsto el dióxido de titanio.
4. Procedimiento según por lo menos una de las reivindicaciones anteriores de 1 a 3, caracterizado porque como fuente de carbono está previsto el negro de humo y/o la matriz polimérica; el carbono libre se genera por exposición del negro de humo a la radiación y/o proviene de la matriz polimérica descompuesta, evaporada, oxidada, despolimerizada y/o pirolizada por acción de la radiación, caracterizado con preferencia porque como fuente de carbono está previsto exclusivamente el negro de humo y/o la matriz polimérica. 20
5. Procedimiento según por lo menos una de las reivindicaciones anteriores de 1 a 4, caracterizado porque la zona quemada pulverizada generada por la radiación de energía presenta un tamaño medio de partícula numérico comprendido aprox. entre 0, 5 µm y 2, 0 µm.
6. Procedimiento según por lo menos una de las reivindicaciones anteriores de 1 a 5, caracterizado porque la capa pigmentada se desactiva con una capa de pasivado que la recubre parcialmente, el pasivo se lleva a cabo por la cara de la capa pigmentada que, durante el proceso de marcado, se halla en contacto con el sustrato.
7. Procedimiento según por lo menos una de las reivindicaciones anteriores de 1 a 6, caracterizado porque la capa 30 pigmentada se pone en contacto directo con el sustrato a rotular por compresión, dicha capa pigmentada se somete a la radiación láser, con lo cual se pulveriza la matriz polimérica, se forma carbono libre y gracias a la radiación se genera una marca sobre el sustrato.
8. Procedimiento según por lo menos una de las reivindicaciones anteriores, caracterizado porque la marca de 35 proceso se realiza con exclusión de una frita de vidrio y/o con exclusión de un plástico que pueda fundir cuando se somete a una radiación de energía.
9. Procedimiento según por lo menos una de las reivindicaciones anteriores, caracterizado porque se marca un sustrato transparente, en especial de vidrio, la irradiación se lleva a cabo a través del sustrato, atravesándolo, y la 40 marca se forma en la cara de sustrato más alejada de la fuente de radiación.
10. Procedimiento según por lo menos una de las reivindicaciones anteriores, caracterizado porque la marca de proceso se graba como marca difractiva de control en forma de estructura superficial, como holograma computerizado o como holograma de interferencias, en forma de estructuras de difracción, en forma de diagramas 45 cinemáticos y/o similares y puede leerse con aparatos especiales de lectura en forma de capa ópticamente activa.
11. Procedimiento según por lo menos una de las reivindicaciones anteriores, caracterizado porque, aparte de la característica de posición, la marca de proceso contiene un conjunto de datos específicos del componente que aporta información individualizada para la transformación posterior. 50
12. Procedimiento según por lo menos una de las reivindicaciones anteriores, caracterizado porque las marcas se graban con una precisión de posición de +/-0, 1 µm y presentan una altura de 0, 1 a 5 µm.
13. Objetos de vidrio, en especial lunas (discos) , recipientes o tubos, que se marcan empleando una capa 55 pigmentada según una de las reivindicaciones anteriores.
14. Objetos de vidrio según la reivindicación 13, caracterizados porque en su superficie tienen carburo de titanio.
Patentes similares o relacionadas:
Placa de base para soportar ladrillos de construcción de interconexión, del 22 de Julio de 2020, de SLAB DREAM LAB, LLC: Placa de base para soportar una pluralidad de ladrillos de construcción de interconexión, que comprende: una lámina plana que tiene una superficie superior […]
Método para producir un recubrimiento decorativo impreso digitalmente sobre una superficie sólida, del 15 de Julio de 2020, de Jetronica Limited: Método para producir un revestimiento decorativo impreso digitalmente sobre una superficie sólida, que comprende las etapas de aplicar partículas […]
Cuero natural decorado, del 17 de Junio de 2020, de AGFA NV: Procedimiento de fabricación de cuero natural decorado que comprende los pasos de: - aplicar una capa base sobre cuero en crust , […]
Método y planta para fabricar productos cerámicos, del 13 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para fabricar productos cerámicos (C) que comprende: un paso de alimentación para alimentar una mezcla de al menos dos polvos cerámicos […]
Aparato de impresión de latas, del 29 de Abril de 2020, de I. Mer Co., Ltd: Aparato de impresión de latas que comprende: una impresora principal que tiene múltiples cilindros de placa para la impresión de diferentes colores y la […]
Panel con capa decorativa así como procedimiento para la impresión de placas, del 29 de Abril de 2020, de Xylo Technologies AG: Panel , en particular panel de pared, cubierta o suelos, que comprende una placa soporte , placa soporte que está provista al menos sobre […]
Sistema y método de impresión, del 22 de Abril de 2020, de Actega Metal Print GmbH: Un método de impresión sobre una superficie de un sustrato, que comprende proporcionar una superficie donante , pasar la superficie donante […]
Composición de tinta para recubrimientos cerámicos transparentes brillantes, del 15 de Abril de 2020, de SOCIEDAD ANONIMA MINERA CATALANO-ARAGONESA: Tinta para recubrimientos cerámicos transparentes, preparada por molturación a partir de una composición de esmalte cerámico exenta de frita que comprente borato de cinc con […]