Aparato y método para aplicar etiquetas.
Una cabeza (702) de troquel giratoria para cortar o perforar etiquetas que comprenden adhesivo sobre el suministro de etiquetas,
la cabeza (702) del troquel que comprende una superficie exterior que comprende las áreas planas (706) y los bordes de corte elevados (708) sobre las áreas planas (706), teniendo la cabeza (702) del troquel:
a) al menos el 80% de su superficie exterior que comprende las áreas planas (706) entre los bordes de corte elevados (708),
b) múltiples bordes de corte elevados (708) sobre la superficie exterior, y
c) un volumen interno en la cabeza (702) del troquel, la cabeza (702) del troquel giratorio caracterizada por que el volumen interno en la cabeza (702) del troquel giratorio permite el transporte de líquido refrigerante hacia y desde el volumen de forma que se refrigera la superficie exterior de la cabeza (702) del troquel cuando la temperatura del refrigerante es de al menos 10ºC más fría que la superficie exterior de la cabeza (702) del troquel.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/024911.
Solicitante: AVERY DENNISON CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 150 NORTH ORANGE GROVE BOULEVARD PASADENA, CA 91103-3596 ESTADOS UNIDOS DE AMERICA.
Inventor/es: PHILLIPS, ROBERT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31D1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31D FABRICACION DE OTROS ARTICULOS DE PAPEL, CARTON O MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL NO PREVISTOS EN LAS SUBCLASES B31B O B31C (fabricación de objetos por procedimientos en seco a partir de partículas o fibras de madera u otras materias lignocelulósicas o sustancias orgánicas análogas B27N; fabricación de productos estratificados no compuestos solo a base de papel o de cartón B32B; fabricación de artículos a partir de suspensiones fibrosas de celulosa, p.ej. pasta de madera D21J). › B31D 1/00 Procesos de varias fases para la fabricación de artículos planos. › siendo los artículos etiquetas.
- B32B37/12 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › caracterizado por la utilización de adhesivos.
- B32B38/04 B32B […] › B32B 38/00 Operaciones auxiliares relacionadas con los procesos de estratificación. › Punzonado, corte o perforación.
- B65C9/18 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65C MAQUINAS, APARATOS O PROCEDIMIENTOS DE ETIQUETADO (clavado o grapado en general B25C, B27F; procedimientos para aplicar calcomanías B44C 1/16; aplicación de etiquetas para embalaje B65B; etiquetas, placas de identificación G09F). › B65C 9/00 Partes constitutivas o detalles de las máquinas o aparatos de etiquetar. › Alimentación de etiquetas a partir de banda, p. ej. de rodillos.
- G09F3/10 FISICA. › G09 ENSEÑANZA; CRIPTOGRAFIA; PRESENTACION; PUBLICIDAD; PRECINTOS. › G09F PRESENTACION; PUBLICIDAD; CARTELES; ETIQUETAS O PLACAS DE IDENTIFICACION; PRECINTOS. › G09F 3/00 Etiquetas, fichas o medios análogos de identificación o de indicación; Precintos; Sellos de franqueo o sellos análogos. › por una capa adhesiva.
PDF original: ES-2548098_T3.pdf
Fragmento de la descripción:
Aparato y método para aplicar etiquetas Antecedentes de la invención Campo de la invención La presente invención se refiere al campo de las etiquetas que se proporcionan, bien sobre revestimientos o bien sin revestimientos de separación entre las etiquetas. La presente tecnología se refiere también a una herramienta de corte de troquel único para aplicación de etiquetas que tiene en cuenta un corte por troquel giratorio de alta velocidad, de sustratos de etiquetas expuestos a adhesivo en los que el borde de corte del troquel realmente entra en contacto con el adhesivo.
Antecedentes de la técnica Las etiquetas se pueden proporcionar en muchos formatos diferentes. El formato más significativo de etiquetas es un material para etiquetas (a menudo denominado como suministro frontal, por ejemplo, papel de fibra natural o sintética, película de polímero, lámina de metal, o combinaciones de estos materiales) con un adhesivo en la parte trasera (por ejemplo, ya sea un adhesivo sensible a la presión, que para algunos usos también puede incluir adhesivo recolocable o de microesferas, o bien un adhesivo activado por disolvente y un adhesivo activado térmicamente) , y un revestimiento de material de liberación en contacto con el adhesivo. Las etiquetas se forman a partir del suministro para etiquetas en el que la forma de las etiquetas se corta en el material para etiquetas, lo que deja una parte restante del material para etiquetas llamada la matriz. El proceso de cortar las formas de las etiquetas a partir del material para etiquetas (y que a veces incluye la eliminación de la matriz, dejando una etiqueta sobre un revestimiento y/o separar etiquetas de varias anchuras sobre una red en redes de etiquetas de anchura única) se llama conversión.
Las etiquetas que no se proporcionan al comercio (ya sea a los usuarios intermedios o a los usuarios finales) con revestimientos encima de una cara adhesiva, a las que se hace referencia en la técnica como etiquetas sin revestimiento, son menos costosas que las etiquetas revestidas, se pueden proporcionar más etiquetas en una rollo de un diámetro dado que las etiquetas convencionales con revestimientos de liberación y son más respetuosas con el medio ambiente, ya que no requieren la eliminación de los residuos de los revestimientos después de su uso. (Por ejemplo, cualquier suministro de revestimiento recubierto con adhesivo que se proporciona en forma de rollo sin ningún revestimiento entre una superficie adhesiva y la superficie de exposición de una etiqueta es un ejemplo de una etiqueta sin revestimiento. Las etiquetas sin revestimiento también deberían ser menos costosas ya que se puede retirar por completo un elemento (el revestimiento) del coste de fabricación de la etiqueta. Los revestimientos pueden constituir del 35% al 50% del coste total de una construcción de etiqueta revestida. Por estas y otras razones, las etiquetas sin revestimiento están logrando una popularidad creciente. El equipo para aplicar sin revestimiento, con adhesivos sensibles al calor o rehumidificables, a una amplia variedad de elementos en movimiento (tales como sustratos, botellas o paquetes) es bastante común, como se muestra en las Patentes de los Estados Unidos Nos. 2.492.908 y 4.468.274. Sin embargo, la aplicación de etiquetas adhesivas sensibles a la presión sin revestimiento a elementos en movimiento, aunque conocida en la técnica, es poco común (por ejemplo, la Patente de Estados Unidos Nº 4.978.415) , y no tiene la versatilidad para aplicar las etiquetas a todo tipo de elementos en movimiento, tales como sobres, bandas, botellas, latas y paquetes.
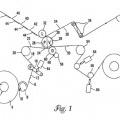
Según la Patente de Estados Unidos No. 5.674.345, se proporcionan un método y un aparato que rápidamente, positivamente y de una manera versátil aplica etiquetas adhesivas sensibles a la presión sin revestimiento a elementos en movimiento. El equipo y el método son versátiles ya que se pueden utilizar con sobres, paquetes, sustratos, botellas, latas, paquetes y una amplia variedad de otros elementos en movimiento, y el método y el aparato normalmente se practican de modo que no dejan ninguna red esquelético después de que se forman las etiquetas, evitando así cualquier necesidad de eliminar residuos de cualquier material de la etiqueta residual. Según el aparato de esa invención, los medios para montar un suministro de cinta de etiquetas sin revestimiento que tiene una cara con recubrimiento de liberación y una cara adhesiva (típicamente con adhesivo sensible a la presión) se asocian con una serie de nuevos elementos del aparato según la invención. Estos nuevos elementos incluyen un rodillo de alimentación de superficie circunferencial antiadherente, un cilindro de vacío de yunque endurecido que coopera con un cilindro de corte que tiene una hoja de cuchilla que se extiende radialmente, que a su vez coopera con un rodillo limpiador que aplica material de liberación líquido a la hoja después de cada corte, y medios de transporte que tienen muchas características únicas. Los medios de transporte incluyen una multitud de cintas transportadoras que se separan en una dirección transversal a la dirección de transporte de las etiquetas así, y una cámara de vacío que ayuda al adhesivo de las etiquetas a mantener las etiquetas en posición sobre las cintas transportadoras durante el transporte. Las cintas transportadoras típicamente son substancialmente circulares en sección transversal de manera que presentan un área mínima para el acoplamiento con el adhesivo de la etiqueta, y las etiquetas se separan de las cintas transportadoras mediante una multitud de anillos desprendedores de superficie antiadherente que se extienden hacia arriba por encima de la superficie superior de las cintas transportadoras y se asocian con un rodillo pelador que se dobla hacia arriba, cuando las etiquetas se desvían mediante los anillos desprendedores. Desde el rodillo pelador y los anillos desprendedores las etiquetas se mueven
directamente a entrar en contacto con un elemento en movimiento. Cuando, como es típico, las etiquetas se mueven a entrar en contacto con los sobres que se mueven, las etiquetas y los sobres pasan a través de rodillos de contacto por lo que se activa el adhesivo sensible a la presión.
Las etiquetas sin revestimiento también se han vuelto cada vez más populares debido a las muchas ventajas asociadas con las mismas. Cuando se utilizan cualesquiera etiquetas (incluyendo etiquetas sin revestimiento) , también es necesario ser capaz de imprimir automáticamente las etiquetas de una manera rentable. Una forma en que esto se puede conseguir fácilmente es mediante el uso de una impresora térmica, bien una impresora térmica que tiene un cabezal de impresión térmica con un sistema de desenrollado y rebobinado de cinta térmica, o bien con una impresora térmica con un cabezal de impresión térmica directa. Sin embargo, las impresoras térmicas convencionales no son capaces de imprimir etiquetas sin revestimiento, ya que habrá superficies de las mismas que necesariamente entran en contacto con la cara adhesiva descubierta de las etiquetas sin revestimiento, durante la impresión, o después, como las etiquetas que se van a alimentar al cabezal de impresión. Según la Patente de Estados Unidos No. 5.560.293, se proporcionan una variedad de impresoras térmicas que superan este problema y son eminentemente adecuados para la impresión efectiva de etiquetas sin revestimiento. Las etiquetas sin revestimiento impresas según la presente invención pueden ser casi de cualquier tipo de etiquetas sin revestimiento, tales como por ejemplo, las realizaciones de cintas térmicas mostradas en la Patente de Estados Unidos Nº
5.354.588 y las realizaciones de impresoras térmicas directas tal como se muestran en la patente de Estados Unidos No. 5.292.713.
La Patente de Estados Unidos No. 5.560.293 describe una impresora térmica que imprime etiquetas sin revestimiento de tal manera que los componentes de la impresora no se pegarán a la cara adhesiva de las etiquetas sin revestimiento. Los componentes de la impresora sustancialmente estacionarios, como una guía de etiquetas, una placa de transporte, un panel frontal y una hoja desprendedora, preferentemente tienen las superficies de acoplamiento de la cara adhesiva de los mismos recubiertas de plasma, de tal manera que el adhesivo no se pegará a ellos. También tiene las superficies recubiertas de plasma un cortador opcional proporcionado aguas abajo de la hoja del desprendedora. Un rodillo de platina de impulsión tiene una superficie del mismo revestida con o cubierta por una silicona de alta liberación, que no se pega al adhesivo, pero tiene características de alta fricción para facilitar impulsar las etiquetas. En una impresora térmica directa, aguas abajo del rodillo de platina de... [Seguir leyendo]
Reivindicaciones:
1. Una cabeza (702) de troquel giratoria para cortar o perforar etiquetas que comprenden adhesivo sobre el suministro de etiquetas, la cabeza (702) del troquel que comprende una superficie exterior que comprende las áreas planas (706) y los bordes de corte elevados (708) sobre las áreas planas (706) , teniendo la cabeza (702) del troquel:
a) al menos el 80% de su superficie exterior que comprende las áreas planas (706) entre los bordes de corte elevados (708) , b) múltiples bordes de corte elevados (708) sobre la superficie exterior, y c) un volumen interno en la cabeza (702) del troquel, la cabeza (702) del troquel giratorio caracterizada por que el volumen interno en la cabeza (702) del troquel giratorio permite el transporte de líquido refrigerante hacia y desde el volumen de forma que se refrigera la superficie exterior de la cabeza (702) del troquel cuando la temperatura del refrigerante es de al menos 10ºC más fría que la superficie exterior de la cabeza (702) del troquel.
2. La cabeza (702) del troquel de la reivindicación 1 en la que el refrigerante pasa al volumen interno de la cabeza (702) del troquel en una dirección de flujo, el refrigerante pasa a través de una zona de corte en la cabeza (702) del troquel y el refrigerante invierte la dirección de flujo del refrigerante para salir de la cabeza (702) del troquel o continua en una dirección de flujo para salir de la cabeza (702) del troquel.
3. La cabeza (702) del troquel de la reivindicación 1 en la que la cabeza (702) del troquel tiene al menos el 90% de su superficie exterior que comprende las áreas (706) planas entre los bordes de (708) de corte.
4. La cabeza (702) del troquel de la reivindicación 1 o 2 en la que una distancia entre un punto más cercano del flujo entre el refrigerante en el volumen interno y la superficie exterior está entre 2 y 50 mm.
5. La cabeza (702) del troquel de la reivindicación 2 en la que una distancia entre un punto más cercano del flujo entre el refrigerante en el volumen interno y la superficie exterior está entre 2 y 10 mm.
6. Un método para formar una etiqueta cortada sobre un revestimiento que comprende:
alimentar una red de material para etiquetas a una estación de corte que comprende la cabeza (702) de corte del troquel giratorio de la reivindicación 1 y formar un material para etiquetas cortadas que tienen una cara adhesiva sobre el material para etiquetas cortadas;
cortar el material para etiquetas para proporcionar una matriz (50; 144; 524; 622) adyacente a un borde de entrada de la etiqueta cortada y a un borde de salida de la etiqueta cortada, definiendo la distancia entre el borde de entrada de la etiqueta y el borde de salida de la etiqueta una longitud para la etiqueta cortada;
refrigerar la cabeza (702) del troquel al pasar refrigerante a través del volumen interno de la cabeza (702) del troquel para impedir que se pegue adhesivo a los bordes (708) de corte;
estabilizar el borde de entrada del material para etiquetas con respecto a la matriz (50; 144; 524; 622) adyacente al borde de entrada antes de que el borde de salida del material para etiquetas deje la estación de corte, efectuándose la estabilización sin vacío que se distribuye sobre un área que comprende al menos el 50% del área superficial de la etiqueta cortada;
alimentar el borde de entrada del material para etiquetas y la matriz (50; 144; 524; 622) adyacente a un borde de entrada del material para etiquetas a una línea de contacto formada entre un conjunto de rodillos, mientras el borde de salida de la etiqueta se estabiliza sin vacío;
alimentar una red de revestimiento en el conjunto de rodillos contra la cara adhesiva.
7. El método de la reivindicación 6, en el que estabilizar el borde de entrada se realiza sin ningún vacío que se aplica al material para etiquetas cortadas y refrigerar la cabeza (702) del troquel es a una temperatura por debajo de la Tg del adhesivo de la cara adhesiva en la etiqueta.
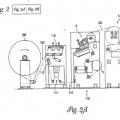
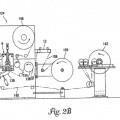
8. El método de la reivindicación 6, en el que la estación de corte comprende un rodillo de yunque (24; 512; 612) y un cortador (48) del troquel con la mencionada cabeza (702) del troquel.
9. El método de las reivindicaciones 6, 7 u 8, en el que se aplica una fuerza de estabilización mediante un elemento físico que presiona el borde de entrada contra una superficie de un rodillo.
10. El método de las reivindicaciones 6, 7, 8 o 9, en el que estabilizar el borde de entrada se realiza con vacío que se aplica al material para etiquetas cortadas después que se cortan mediante la cabeza (702) del troquel.
11. El método de las reivindicaciones 6, 7, 8 o 9, en el que hay una distancia, entre una ubicación sobre el rodillo de yunque (24; 512; 612) en el que el borde de salida se corta y una línea de contacto de estabilización para
estabilizar el movimiento relativo entre la etiqueta cortada y la matriz (50; 144; 524; 622) , que es aproximadamente menor que o igual a la longitud de la etiqueta.
12. Un método para formar una etiqueta cortada sobre un revestimiento que comprende:
alimentar una red de material para etiquetas a una estación de corte que comprende la cabeza (702) del troquel de la reivindicación 1 y formar un material para etiquetas cortadas que tiene una cara adhesiva sobre el material para etiquetas cortadas;
cortar el material para etiquetas para proporcionar una matriz (50; 144; 524; 622) adyacente a un borde de entrada de la etiqueta cortada y a un borde de salida de la etiqueta cortada, definiendo la distancia entre el borde de entrada y el borde de salida una longitud para la etiqueta cortada;
refrigerar la cabeza (702) del troquel a una temperatura igual a o por debajo de la Tg del adhesivo sobre la etiqueta adhesiva para impedir que se pegue el adhesivo a los bordes (708) de corte;
estabilizar el borde de entrada del material para etiquetas con respecto a la matriz (50; 144; 524; 622) adyacente al borde de entrada antes de que el borde de salida del material para etiquetas deje la estación de corte, efectuándose la estabilización sin vacío que se distribuya sobre un área que comprende al menos el 50% del área superficial de la etiqueta cortada;
alimentar el borde de entrada del material para etiquetas y la matriz (50; 144; 524; 622) adyacente al borde de entrada del material para etiquetas a una línea de contacto formada entre un conjunto de rodillos, mientras el borde de salida de la etiqueta se estabiliza sin vacío;
alimentar una red de revestimiento al conjunto de rodillos contra la cara adhesiva.
13. Un método para formar una etiqueta cortada sobre un revestimiento que comprende alimentar una red de material para etiquetas a una estación de corte que comprende la cabeza (702) del troquel de la reivindicación 1 y formar una primera línea de contacto entre un rodillo de yunque (24; 512; 612) y un rodillo (510; 610) de corte del troquel, refrigerar el rodillo (510; 610) de corte del troquel para impedir que se pegue el adhesivo a los bordes (708) de corte;
cortar el material para etiquetas para proporcionar un borde de entrada de la etiqueta cortada y un borde de salida de la etiqueta cortada, definiendo la distancia entre el borde de entrada y el borde de salida una longitud para la etiqueta cortada, alimentar la etiqueta cortada a una segunda línea de contacto formada mediante rodillos, y alimentar una red de revestimiento a una segunda línea de contacto formada mediante rodillos, en la que la distancia entre la primera línea de contacto y la segunda línea de contacto es igual o aproximadamente menor que la longitud de la etiqueta.
14. Un método para formar una etiqueta cortada sobre un revestimiento que comprende:
alimentar una red de material para etiquetas a una estación de corte que comprende la cabeza (702) del troquel de la reivindicación 1 y formar un material para etiquetas cortadas que tiene una cara adhesiva sobre el material para etiquetas cortadas;
cortar el material para etiquetas para proporcionar una matriz (50; 144; 524; 622) adyacente a un borde de entrada de la etiqueta cortada y a un borde de salida de la etiqueta cortada, definiendo la distancia entre el borde de entrada y el borde de salida una longitud para la etiqueta cortada;
refrigera la cabeza (702) del troquel al pasar refrigerante a través del volumen interno de la cabeza (702) del troquel para impedir que se pegue el adhesivo a los bordes (708) de corte; y alimentar una red de revestimiento al conjunto de rodillos contra la cara adhesiva.
15. El método de la reivindicación 14 en el que la cabeza (702) del troquel se estructura para proporcionar microperforaciones en el material para etiquetas cortadas con menos del 1% del corte completo que retiene material de conexión a través del corte con al menos cuatro cortes consecutivos que definen una etiqueta completa y en el que la etiqueta cortada y una matriz (50; 144; 524; 622) están flexionadas, las microperforaciones se rompen y la etiqueta cortada se retira de la matriz (50; 144; 524; 622) .
Patentes similares o relacionadas:
ALIMENTADOR PARA ETIQUETADORA DE BOBINA, del 6 de Febrero de 2020, de CARLOS BACIGALUPE, S.L.U: Alimentación para etiquetadora de bobina ; del tipo que comprenden una bobina de etiquetas despegadles o una bobina de […]
Impresión y corte de etiquetas, del 20 de Noviembre de 2019, de DATALASE LIMITED: Procedimiento para imprimir y cortar etiquetas para su colocación en un producto, el procedimiento comprende las etapas de: proporcionar una tira con el sustrato de las etiquetas […]
Dispositivo y procedimiento para el etiquetado de paquetes individuales, del 23 de Octubre de 2019, de ESPERA-WERKE GMBH: Dispositivo para el etiquetado de paquetes individuales - con un dispositivo de avance para el transporte del respectivo paquete en una dirección de transporte […]
Dispositivo y procedimiento para unir bandas con etiquetas autoadhesivas que se suministrarán a una máquina de etiquetado, del 21 de Agosto de 2019, de Kosme S.r.l. Unipersonale: Un dispositivo para unir bandas con etiquetas autoadhesivas que se suministrarán a una máquina de etiquetado, que comprende: una estructura de […]
Método y dispositivo para colocar una etiqueta en un objeto, del 14 de Agosto de 2019, de Alevax AB: Un método de aplicación de una etiqueta a un objeto , que comprende: en un primer paso, mover el objeto (5, 55, 65, 75, 85, 95, […]
Sistema de manipulación de etiquetas y máquina de etiquetado en el molde, del 26 de Febrero de 2019, de Rollquett Patent AB: Un dispositivo de transferencia con dispositivo de desenrollado destinado para proporcionar un sistema de manipulación de etiquetas IML, máquina de etiquetado […]
Dispositivo para soportar carretes de bandas con etiquetas autoadhesivas, del 9 de Enero de 2019, de Kosme S.r.l. Unipersonale: Un dispositivo para soportar carretes de bandas con etiquetas autoadhesivas para etiquetadoras que comprende: una estructura de soporte ; […]
SISTEMA DESMALLADOR DE ETIQUETAS, del 20 de Diciembre de 2018, de TECNOCUT, S.L: Los sistemas de desmallado convencionales incorporan un rodillo , a partir del cual se separa la malla obtenida en el proceso de troquelado de la lámina de papel siliconado […]