Procedimiento de acoplamiento de un componente de frasco para un producto cosmético o de perfumería y componente correspondiente.
Procedimiento de acoplamiento de un componente (1) de frasco para un producto cosmético o de perfumería y componente correspondiente.
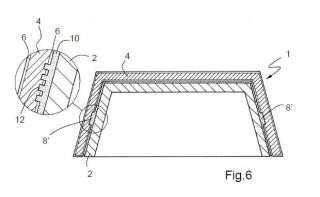
El componente comprende una pieza de soporte (2) interior y una pieza exterior (4) laminar, vista y configurada para ocultar, la pieza de soporte (2). La pieza de soporte (2) y/o la pieza exterior (4) tienen un revestimiento (6). El procedimiento presenta las etapas de: [a] formar una zona de acoplamiento (8, 8') en una superficie de contacto entre las piezas de soporte (2) interior y/o exterior (4), erosionando mediante aportación puntual de calor sobre la superficie de contacto para retirar parcialmente el revestimiento (6) junto con una capa superficial del material, [b] aplicar unos medios adhesivos (10) sobre la zona de acoplamiento (8, 8'), y [c] unir dichas piezas de soporte (2) y exterior (4) laminar de manera que los medios adhesivos (10) entren en contacto con ambas piezas. Además la invención se refiere a un componente de frasco correspondiente.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201431437.
Solicitante: TÈCNIQUES D'ESTAMPACIÓ I EMBUTICIÓ DE METALLS S.A.
Nacionalidad solicitante: España.
Inventor/es: SALA PUJOL,ALBERT, SERRAT BASSAS,Guillem.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C09J5/02 QUIMICA; METALURGIA. › C09 COLORANTES; PINTURAS; PULIMENTOS; RESINAS NATURALES; ADHESIVOS; COMPOSICIONES NO PREVISTAS EN OTRO LUGAR; APLICACIONES DE LOS MATERIALES NO PREVISTAS EN OTRO LUGAR. › C09J ADHESIVOS; ASPECTOS NO MECANICOS DE LOS PROCEDIMIENTOS DE PEGADO EN GENERAL; PROCEDIMIENTOS DE PEGADO NO PREVISTOS EN OTRO LUGAR; EMPLEO DE MATERIALES COMO ADHESIVOS (preparación de cola o gelatina C09H). › C09J 5/00 Procedimientos de pegado en general; Procedimientos de pegado no previstos en otro lugar , p.ej. relativos a la imprimación. › que comprende un tratamiento previo de las superficies a unir.
- F16B11/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › Unión de elementos estructurales o partes de máquina por pegado u oprimiéndolas las unas contra las otras, p. ej. soldadura bajo presión en frío (soldadura no eléctrica en general B23K; procedimientos que utilizan adhesivos independientemente de la forma de las superficies unidas C09J 5/00).
Fragmento de la descripción:
Procedimiento de acoplamiento de un componente de frasco para un producto cosmético o de perfumería y componente correspondiente Campo de la invención La invención se refiere a un procedimiento de acoplamiento de un componente de frasco para un producto cosmético o de perfumería que comprende una pieza de soporte interior y una pieza exterior laminar, vista y configurada para ocultar, porlo menos parcialmente, dicha pieza de soporte, presentando porlo menos dicha pieza de soporte y/o dicha pieza exterior un revestimiento.
Asimismo la invención se refiere a un componente de frasco para producto cosmético o de perfumería fabricado a partir de dicho procedimiento.
Estado de la técnica En el sector de la cosmética y perfumería, especialmente en el ámbito de los perfumes y colonias, los frascos son un elemento esencial en la estrategia de comunicación con los consumidores. Además, estos participan de forma relevante en eléxito decomercialización del producto.Por ello, los frascos enesta industriason mucho más queun simple contenedor y sus exigencias en cuanto a apariencia son muy elevadas.
A menudo, las piezas vistas son piezas laminares metálicas o de plástico que, ya sea en parte o en su totalidad, están acabadas con revestimientos tales como lacados que simulan metales nobles. En otras ocasiones, los revestimientos son simplemente una capa de pintura de color. Finalmente, a veces los frascos o los tapones de los mismos están fabricados a partir de láminas metálicas también revestidas mediante procesos electrolíticos para evitar su oxidación. Por ejemplo, es común fabricar tapones para frascos de perfume en los que la pieza exterior del tapón, vista por el consumidor, está fabricada a partir de chapa de aluminio revestida mediante una capa de anodizado.
Evidentemente estas piezas exteriores de los frascos son las partes vistas y por sus procesos de producción son las más costosas. Por ello, para evitar fabricar todo el tapón o todo el frasco a partir de estas piezas, las piezas exteriores se montan sobre piezas de soporte interiores más simples y que habitualmente se fabrican en plástico. Así, para formar el componente del frasco correspondiente, sea el tapón o el cuerpo de la botella, estas piezas exteriores e interiores deben estar unidas entre sí de forma sólida. Otro tipo de piezas interiores pueden ser cuerpo del propio frasco, siendo este de plástico o de vidrio, mientras que las piezas exteriores pueden ser bases decorativas en el fondo de la botella o placas metálicas o de plástico que contienen una inscripción.
Una forma de unión especialmente deseable por su sencillez es la unión por adhesivo. No obstante, la unión por adhesivo de este tipo de piezas presenta el problema de que las piezas pueden desmontarse pasado un cierto tiempo. Este efecto es especialmente acusado cuando las piezas, ya sean exteriores o interiores, están revestidas, ya que las piezas revestidasson muy lisas y el adhesivo no puede adherirse correctamente a su superficie.
Otro problema añadido a este efecto reside en que el desprendimiento entre piezas no es nunca instantáneo, sino que puede ocurrir pasadas unas semanas o unos meses. Es decir que al salir de la línea de producción o en la tienda los componentes del frasco están perfectamente unidos. Luego, al pasar el tiempo, cuando el frasco ya está en casa del consumidor, se pueden desprender estas piezas exteriores. Esto puede no ser funcionalmente grave, pero si representa un perjuicio para la imagen del producto cosmético o de perfumería.
Una forma de evitar este problema cuando las piezas exteriores son gruesas consiste en marcar las superficies interiores por estampación o mecanizado. No obstante, esta solución es poco satisfactoria para este sector. Por un lado no es económica y tampoco es aplicable a piezas laminares, es decir de pared delgada. En este tipo de piezas, de grosores inferiores a aproximadamente 3 mm, las marcas interiores son fácilmente visibles por la parte externa de la pieza. Este efecto de marcaje por la cara exterior de la pieza vista es altamente indeseable ya que compromete seriamente el aspecto del producto final.
Cuando la pieza presenta un revestimiento superpuesto a la superficie de la pieza exterior, en el caso de que el marcaje se realice por estampación, las marcas no llegan realmente a la superficie de la pieza exterior, ya que se interpone el revestimiento.Porello, eladhesivo tampoco llega a entraren contacto con la pieza exterior, sino quese adhiere sólo al revestimiento.
Otro problema ocurre en el caso de que las piezas de soporte interiores también sean demasiado lisas para que el adhesivo se pueda adherir correctamente a su superficie. A menudo resulta complicado lograr una rugosidad de forma simple para lograr una buena adhesión. En otras ocasiones, las piezas interiores también pueden presentar un revestimiento que es un subproducto del proceso productivo de la propia pieza, como por ejemplo sustancias que Sumario de la invención La invención tiene como finalidad proporcionar un procedimiento de acoplamiento de un componente de frasco para un producto cosmético o de perfumería que estando formado por una pieza laminar exterior vista y una pieza interior de soporteunidasentresíporadhesivo, y presentando por lo menosuna de ambaspiezasunrevestimiento, evite la separación de ambas piezas a medio y largo plazo y en especial cuando el producto cosmético ya está en manos del consumidor final.
Esta finalidad se consigue mediante un procedimiento de acoplamiento del tipo indicado al principio, caracterizado por que comprende las etapas siguientes:
[a] formar una zona de acoplamiento en por lo menos una superficie de contacto entre dicha pieza de soporte interior y/o dicha pieza exterior, erosionando mediante aportación puntual de calor sobre dicha por lo menos una superficie de contacto de manera que se retira parcialmente dicho revestimiento junto con una capa superficial delmaterial que constituye dicha por lo menos una superficie de contacto, [b] aplicar unos medios adhesivos sobre dicha zona de acoplamiento, y [c] unir dicha pieza de soporte con dicha pieza exterior laminar de manera que dichos medios adhesivos entren en contacto con ambas piezas en dicha zona de acoplamiento.
En lainvención, elrevestimientodelaspiezaspuedeestarprevisto sobre laspiezas de soporteinteriores, laspiezas vistas exteriores o hasta sobre ambas piezas de forma simultánea. Precisamente suele ser la pieza que presenta el revestimiento la que produce más problemas con la adhesión de la cola.
Por otra parte, es importante destacar que el revestimiento no tiene por qué ser definitivo, es decir que forme parte del producto acabado. En particular, dentro del concepto de revestimiento caben no sólo los acabados metálicos o de colores aplicadosal producto medianteprocesos físico-químicos, sinotambién pueden serresiduos derivadosde los procesos de fabricación de la pieza interior y/o exterior y que terminan por eliminarse por sí solos después un tiempo. No obstante, en estesegundo caso puede ocurrirque en elmomentodeunirla pieza exteriorcon la interior, el revestimiento todavía no se haya absorbido o evaporado y dificulte la adhesión. Por ejemplo, en algunas piezas moldeadas no es extraño que se apliquen siliconas o jabones para facilitar el desmoldeo durante su conformación. Estos subproductos forman en sí un revestimiento que dificulta la adhesión de la cola. Una primera solución pasaría por limpiar una por una las piezas, pero esto puede resultar costoso y obliga a introducir etapas intermedias, por ejemplo, de lavado, enjuagado y posteriorsecado que no aportan realmente valor añadido al producto. En cambio, la invención logra evitar estas etapas.
En el procedimiento según la invención, la zona de acoplamiento se forma mediante el proceso de erosionado por aportación puntual de calor. Este calor puntual retira no sólo el revestimiento sino también una capa superficial del material de las piezas interior y/o exterior. Gracias a este procedimiento, se logran un efecto especialmente ventajoso. En primer lugar, se garantiza que el revestimiento se elimine en la zona tratada. Esto hace que el adhesivo pueda penetrar a través del revestimiento y se pueda adherir directamente a la superficie del material que constituye la propia pieza, lo cualgarantiza unabuenasujeción.Porotraparte, yya aplicadoa laspiezas exteriores vistas, apesardequese produzca uncalentamiento localen la zona de acoplamiento, esto no deja ningunamarca sobre la superficie vista de la pieza, de manera que no se perjudica el aspecto externo del producto.
Además, la invención abarca una serie de características preferentes que son objeto de las reivindicaciones dependientes y cuya utilidad se...
Reivindicaciones:
1. Procedimiento de acoplamiento de un componente (1) de frasco para un producto cosmético o de perfumería que comprende una pieza de soporte (2) interior y una pieza exterior (4) laminar, vista y configurada para ocultar, por lo menos parcialmente, dicha pieza desoporte (2) , presentando dicha pieza de soporte (2) y/o dicha pieza exterior (4) un revestimiento (6) , caracterizado por que comprende las etapas siguientes:
[a] formar una zona de acoplamiento (8, 8â?) en por lo menos una superficie de contacto entre dicha pieza de soporte (2) interior y/o dicha pieza exterior (4) , erosionando mediante aportación puntual de calor sobre dichaporlomenosunasuperficiedecontactode manera que seretiraparcialmente dicho revestimiento (6) junto con una capa superficial del material que constituye dicha por lo menos una superficie de contacto, [b] aplicar unos medios adhesivos (10) sobre dicha zona de acoplamiento (8, 8â?) , y [c] unir dicha pieza de soporte (2) con dicha pieza exterior (4) laminar de manera que dichos medios adhesivos (10) entren en contacto con ambas piezas en dicha zona de acoplamiento (8, 8â?) .
2. Procedimiento de acoplamiento según la reivindicación 1, caracterizado por que dicha pieza exterior (4) laminar es metálica y el procedimiento además comprende una etapa previa de formación de dicho revestimiento (6) mediante aplicación de dicho revestimiento (6) por medios electrolíticos.
3. Procedimiento de acoplamiento según la reivindicación 1, caracterizado por que dicha pieza exterior (4) laminar es de plástico y el procedimiento además comprende una etapa previa de formación de dicho revestimiento (6) mediante lacado.
4. Procedimiento de acoplamiento según cualquiera de las reivindicaciones 1 a 3, caracterizado por que dicha pieza de soporte (2) es metálica y el procedimiento además comprende una etapa previa de formación de dicho revestimiento (6) mediante aplicación de dicho revestimiento (6) pormedios electrolíticos.
5. Procedimiento de acoplamiento según cualquiera de las reivindicaciones 1 a 3, caracterizado por que dicha pieza de soporte (2) es metálica, de vidrio o plástico y el procedimiento además comprende una etapa previa de formación de dicho revestimiento (6) mediante lacado.
6. Procedimiento de acoplamiento según cualquiera de las reivindicaciones 1 a 3, caracterizado por que dicha pieza de soporte (2) es metálica, de vidrio o plástico y dicho revestimiento (6) es un subproducto derivado del procedimiento de fabricación de dicha pieza de soporte (2) .
7. Procedimiento de acoplamiento según cualquiera de las reivindicaciones 1 a 6, caracterizado por que dicha etapa de formación de una zona de acoplamiento (8, 8â?) se realiza mediante un hazláser.
8. Procedimiento de acoplamiento según la reivindicación 7, caracterizado por que dicho haz láser presenta una potencia comprendida entre 10 y 50 W y una frecuencia entr.
2. 100 kHz.
9. Procedimiento de acoplamiento según cualquiera de las reivindicaciones 1 a 8, caracterizado por que dicha etapa de formación de dicha zona de acoplamiento (8, 8â?) consiste en realizar un surco (12) continuo, cambiante de dirección sin que dicho surco (12) interseque sobre sí mismo.
10. Procedimiento de acoplamiento según cualquiera de las reivindicaciones 1 a 8, caracterizado por que dicha etapa de formación de dicha zona de acoplamiento (8, 8â?) consiste en realizar una pluralidad de surcos (12) , intersecando dicha pluralidad de surcos (12) entre sí.
11. Procedimiento de acoplamiento según cualquiera de las reivindicaciones 1 a 8, caracterizado por que dicha etapa de formación de dicha zona de acoplamiento (8, 8â?) consiste en realizar por lo menos un surco (12) , cambiante de dirección, intersecando dicho surco (12) sobre símismo.
12. Componente (1) de frasco para un producto cosmético o de perfumería que comprende una pieza de soporte (2) interior y una pieza exterior (4) laminar configurada para ocultar, por lo menos parcialmente, dicha pieza de soporte (2) , presentando dicha pieza de soporte (2) y/o dicha pieza exterior (4) un revestimiento (6) , caracterizado por que comprende [a] una zona de acoplamiento (8, 8â?) en por lo menos una superficie de contacto entre dicha pieza de soporte (2) interior y/o dicha pieza exterior (4) , a modo de surco (12) realizado mediante erosión por 7
aportación puntual de calor sobre dicha por lo menos una superficie de contacto de manera que se retira parcialmente dicho revestimiento (6) junto con una capa superficial del material que constituye dicha por lo menos una superficie de contacto, presentando dicho surco (12) una profundidad superior a la de dicho revestimiento (6) , y [b] unos medios adhesivos (10) previstos en dicha zona de acoplamiento (8, 8â?) de tal forma que unen dicha pieza de soporte (2) y dicha pieza exterior (4) laminar a través de dicha por lo menos una superficie de contacto.
13. Componente (1) de frasco para un producto cosmético según la reivindicación 12, caracterizado por que dicho surco (12) está realizado mediante un haz láser.
14. Componente (1) de frasco para un producto cosmético según la reivindicación 12 o 13, caracterizado por que dicho surco (12) presenta una profundidad comprendida entre 3 y 20 μm.
Patentes similares o relacionadas:
Panel de ventana con dispositivo de sujeción para unir piezas de accesorio y método de ensamblaje, del 15 de Julio de 2020, de SAINT-GOBAIN GLASS FRANCE: Una unidad de acristalamiento de vehículo que tiene un elemento acristalado y al menos una base para la fijación reversible de un accesorio a dicho […]
Soporte para fijar un componente sanitario a una pared, del 1 de Julio de 2020, de GROHE AG: Soporte para fijar un componente sanitario a una pared , que presenta una carcasa con al menos una cámara para al menos un componente adhesivo, donde […]
SISTEMA DE CONEXION OCULTO CON CHAPA DE ACERO ENCOLADA EN ESTRUCTURAS DE MADERA, del 22 de Junio de 2020, de KOTO1998 SLU: 1. Herraje metálico con superficie rugosa para ser introducido dentro de los ranurados o cajeados practicados en los elementos estructurales […]
Procedimiento para la puesta a disposición de espaciadores, del 26 de Febrero de 2020, de Airbus Defence and Space GmbH: Un procedimiento para la puesta a disposición de espaciadores en un componente a pegar , que comprende los siguientes pasos: - colocación […]
Procedimiento para el montaje de un generador de vórtice, así como un dispositivo de montaje para realizar el procedimiento, del 15 de Enero de 2020, de Senvion GmbH: Procedimiento para la fijación de una pieza de montaje , donde la pieza de montaje es provista de una superficie de adhesión , un componente […]
Elemento de parcheo unido estructural con diseño adhesivo cónico, del 20 de Noviembre de 2019, de THE BOEING COMPANY: Aparato para reprocesar una estructura, por ejemplo, una estructura de aeronave, comprendiendo el aparato: un elemento de parcheo de reprocesado compuesto, en el que […]
Procedimiento de duración reducida para el ensamblaje de paneles de estructura sándwich de materiales compuestos, del 14 de Agosto de 2019, de Gazelle Tech: Estructura autoportante formada mediante el ensamblaje de al menos dos paneles de estructura sándwich de materiales compuestos, presentando dichos dos paneles, respectivamente, […]
Estratificado de capas adhesivas y láminas metálicas mutuamente unidas, y métodos para obtener tal laminado, del 14 de Agosto de 2019, de GTM-Advanced Products B.V: Un estratificado que comprende un apilamiento de capas adhesivas y láminas metálicas mutualmente unidas, comprendiendo el estratificado bordes […]