Válvula de moldeo por soplado para un bloque de válvula de moldeo por soplado.
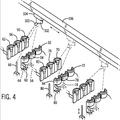
Un bloque (401) de válvula de moldeo por soplado que incluye una válvula (400) de moldeo por soplado posicionada dentro del bloque (401) de válvula de moldeo por soplado,
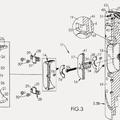
con la válvula (400) de moldeo por soplado comprendiendo:
una cámara (408) de presión de control,
una cámara (450) de gas de proceso,
un vano (413) de pistón,
un pistón (402) de control móvil dentro de la cámara (408) de presión y una porción del vano (413) de pistón, estando el pistón (402) de control en comunicación de fluido con un suministro de presión de control,
un diafragma (405) posicionado entre la cámara (450) de gas de proceso y el pistón (402) de control de manera que el diafragma proporciona una barrera estanca al fluido entre la cámara (450) de gas de proceso y el pistón (402) de control;
caracterizado por:
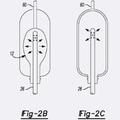
un pistón auxiliar (404) móvil dentro del vano (413) de pistón y la cámara (450) de gas de proceso, en el que el diafragma (405) está posicionado entre el pistón auxiliar (404) y el pistón (402) de control, y
una pluralidad de lengüetas espaciadas (461) que se extienden radialmente fuera del pistón auxiliar (404) y se aplican al vano (413) de pistón, en el que la pluralidad de lengüetas espaciadas (461) forman una pluralidad de huecos (562) que proporcionan comunicación de fluido entre la cámara (450) de gas de proceso y un segundo lado (405b) del diafragma (405).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/006131.
Solicitante: Norgren AG.
Nacionalidad solicitante: Suiza.
Dirección: Itaslenstrasse 9 8362 Balterswil SUIZA.
Inventor/es: ELBS,CHRISTIAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/78 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Medida, control o regulación.
PDF original: ES-2498192_T3.pdf
Fragmento de la descripción:
Válvula de moldeo por soplado para un bloque de válvula de moldeo por soplado Campo técnico La presente invención se refiere al campo del moldeo por soplado y, más particularmente, a una válvula de moldeo por soplado que utiliza un diafragma.
Antecedentes de la invención El moldeo por soplado es un proceso generalmente conocido para moldear una parte de preforma en un producto deseado. La preforma tiene en general la forma de un tubo con una abertura en un extremo para la introducción de gas presurizado, típicamente aire. Un tipo específico de moldeo por soplado es moldeo por soplado de estiramiento (SBM) . En las aplicaciones de SBM, un bloque de válvula proporciona gas de presión tanto bajo como alto para expandir la preforma en una cavidad de molde. La cavidad de molde comprende la forma exterior del producto deseado. El SBM puede ser usado en una amplia variedad de aplicaciones; sin embargo, una de las aplicaciones más ampliamente usadas es en la producción de productos de polietileno tereftalato (PET) , tal como botellas de bebida. Típicamente, el proceso de SBM usa un suministro de baja presión junto con un vástago de estiramiento para estirar la preforma en una dirección longitudinal y radialmente hacia fuera y después usa un suministro de alta presión para expandir la preforma en la cavidad de molde. El producto resultante es generalmente hueco con una forma exterior conforme a la forma de la cavidad de molde. El gas en la preforma se expulsa entonces a través de una o más válvulas de escape. Este proceso se repite durante cada ciclo de moldeo por soplado.
Por las altas presiones que fluyen en la preforma, las válvulas que controlan que el flujo de aire incluyen típicamente juntas de alta presión anulares. Tal diseño de válvula de moldeo por soplado se divulga en la publicación internacional de patente WO 2008/046433. Mientras este diseño de válvula puede generalmente proporcionar características de obturación adecuadas, las válvulas se enfrentan a un número de problemas. Un problema encontrado es durante un proceso de limpieza. Debido a varios químicos e impurezas que fluyen a través de las válvulas, las válvulas necesitan ser limpiadas periódicamente. No solo la cara de la válvula expuesta necesita ser limpiada, sino que el hueco obturado que la válvula desliza debe ser limpiado también. Esto es porque cuando la válvula se mueve desde una posición cerrada a una posición abierta, los contaminantes son arrastrados junto con las juntas de válvula contaminando así el vano del pistón de válvula. Como resultado, las válvulas de soplado existentes no pueden ser limpiadas adecuadamente en línea. Por lo tanto, se requiera que los bloques de válvula de moldeo por soplado existentes sean cerrados y desmontados para la limpieza. Como se puede apreciar, este proceso consume tiempo y es costoso.
La presente invención supera este y otros problemas y se logra un avance en la técnica. La presente invención remplaza las válvulas de asiento estándar típicamente usadas en los bloques de válvula de moldeo por soplado por una válvula de diafragma que aísla substancialmente el lado de proceso de la válvula del lado de control de la válvula. Las válvulas de diafragma son conocidas en la técnica y han sido usadas en varias aplicaciones. Por ejemplo, el documento US 5941503 divulga una válvula tipo diafragma con un miembro de válvula separado que obtura un orificio. Otro ejemplo es provisto por el documento US 6685164, que divulga una válvula de diafragma con un miembro de cierre de cerámica que reduce la corrosión del diafragma. El documento US 2006/0081807 divulga otro ejemplo en el que el diafragma se conforma para formar el miembro de cierre de válvula. El documento JP 2004-058057 divulga todavía otro ejemplo de una válvula de diafragma que incluye un sistema de detección de fuga. El documento JP 2009-058057 divulga además otro ejemplo de una válvula de diafragma donde las condiciones sanitarias deben ser conocidas. Por lo tanto, las válvulas de diafragma son conocidas, incluso válvulas de diafragma incorporadas al bloque de válvula de moldeo por soplado no han sido usadas en el pasado. La presente aplicación utiliza una válvula de diafragma en un bloque de válvula de moldeo por soplado. Como resultado, el bloqueo de válvula puede ser limpiado en línea sin requerir que el sistema sea desmontado. Las válvulas pueden ser limpiadas mucho más rápido, en algunos casos las válvulas pueden ser limpiadas en tan poco como 10 minutos.
Sumario de la invención Se proporciona un bloque de válvula de moldeo por soplado y un método de formar un bloque de válvula de moldeo por soplado de acuerdo con las reivindicaciones 1 y 6.
Aspectos De acuerdo con un aspecto de la invención, es provisto un bloque de válvula de moldeo por soplado incluida una válvula de moldeo por soplado posicionada dentro del bloque de válvula de moldeo por soplado e incluyendo una cámara de presión de control, una cámara de gas de proceso, un vano de pistón, un pistón de control móvil dentro de la cámara de presión de control y una porción del vano de pistón, el pistón de control estando en comunicación de fluido con un suministro de presión de control; un diafragma posicionado entre la cámara de gas de proceso y el pistón de control de manera que el diafragma proporciona una barrera estanca al fluido entre la cámara de gas de
proceso y el pistón de control, un pistón auxiliar móvil dentro del vano de pistón y la cámara de gas de proceso, en el que el diafragma está posicionado entre el pistón auxiliar y el pistón de control, y una pluralidad de lengüetas espaciadas se extienden radialmente desde el pistón auxiliar y se aplican al vano de pistón auxiliar, en el que la pluralidad de lengüetas espaciadas forman una pluralidad de huecos que proporcionan comunicación de fluido entre la cámara de gas de proceso y el segundo lado del diafragma.
Preferiblemente, la válvula de moldeo por soplado comprende además un miembro de abrazadera adaptado para recibir una porción del diafragma y proporcionar una junta substancialmente estanca al fluido con el diafragma.
Preferiblemente, el miembro de abrazadera forma al menos una porción del vano de pistón auxiliar.
Preferiblemente, la válvula de moldeo por soplado comprende además:
una primera lumbrera de fluido formada en la cámara de gas de proceso, y una segunda lumbrera de fluido formada en la cámara de gas de proceso;
en la que el pistón auxiliar se adapta para formar una junta substancialmente estanca al fluido con un asiento de pistón aproximado a la primera lumbrera de fluido.
Preferiblemente, la válvula de moldeo por soplado comprende además una lumbrera de control formada en la cámara de control y adaptada para comunicar un suministro de presión de control con un primer lado del pistón de control.
Preferiblemente, la válvula de moldeo por soplado comprende además una lumbrera de orificio de purga formada en la cámara de presión de control y en comunicación de fluido con un segundo lado del pistón de control.
Preferiblemente, el diafragma está posicionado dentro del vano de pistón de manera que una porción del vano de pistón está en comunicación de fluido con la cámara de gas de proceso y en el que el diafragma forma una barrera substancialmente estanca al fluido entre la porción del vano de pistón en comunicación de fluido con la cámara de gas de proceso y el pistón de control.
De acuerdo con otro aspecto de la invención, un método para formar un bloque de válvula de moldeo por soplado con una válvula de moldeo por soplado posicionado dentro de la válvula de moldeo por soplado incluida una cámara de presión de control, una cámara de gas de proceso, y un vano de pistón comprende los pasos de:
posicionar un pistón de control dentro de la cámara de control de manera que el pistón de control es móvil dentro de la cámara de presión de control y móvil dentro de una porción del vano de pistón, y posicionar un diafragma entre la cámara de gas de proceso y el pistón de control de manera que el diafragma proporciona una barrera estanca al fluido entre la cámara de gas de proceso y el pistón de control, posicionar un pistón auxiliar de manera móvil dentro del vano de pistón;
en el que el diafragma está posicionado entre el pistón auxiliar y el pistón de control, y en el que una pluralidad de lengüetas espaciadas se extiende radialmente desde el pistón auxiliar y se aplica al vano de pistón auxiliar, y en el que una pluralidad de lengüetas espaciadas forma una pluralidad de huecos que proporcionan comunicación de fluido entre la cámara de gas de proceso y el segundo lado del diafragma.
Preferiblemente,... [Seguir leyendo]
Reivindicaciones:
1. Un bloque (401) de válvula de moldeo por soplado que incluye una válvula (400) de moldeo por soplado posicionada dentro del bloque (401) de válvula de moldeo por soplado, con la válvula (400) de moldeo por soplado comprendiendo:
una cámara (408) de presión de control, una cámara (450) de gas de proceso, un vano (413) de pistón, un pistón (402) de control móvil dentro de la cámara (408) de presión y una porción del vano (413) de pistón, estando el pistón (402) de control en comunicación de fluido con un suministro de presión de control, un diafragma (405) posicionado entre la cámara (450) de gas de proceso y el pistón (402) de control de manera que el diafragma proporciona una barrera estanca al fluido entre la cámara (450) de gas de proceso y el pistón (402) de control; caracterizado por: un pistón auxiliar (404) móvil dentro del vano (413) de pistón y la cámara (450) de gas de proceso, en el que el diafragma (405) está posicionado entre el pistón auxiliar (404) y el pistón (402) de control, y una pluralidad de lengüetas espaciadas (461) que se extienden radialmente fuera del pistón auxiliar (404) y se aplican al vano (413) de pistón, en el que la pluralidad de lengüetas espaciadas (461) forman una pluralidad de huecos (562) que proporcionan comunicación de fluido entre la cámara (450) de gas de proceso y un segundo lado (405b) del diafragma (405) .
2. El bloque (401) de válvula de moldeo por soplado de la reivindicación 1, que comprende además: una primera lumbrera (421) de fluido formada en la cámara (450) de gas de proceso; y una segunda lumbrera (422) de fluido formada en la cámara (450) de gas de proceso; en la que el pistón auxiliar (404) es adaptado para formar una junta substancialmente estanca al fluido con un asiento (420) de pistón próximo a la primera lumbrera (421) de fluido.
3. El bloque (401) de válvula de moldeo por soplado de la reivindicación 1, que comprende además un miembro (411) de abrazadera adaptado para recibir una porción del diafragma (405) y proporcionar una junta substancialmente estanca al fluido con el diafragma (405) .
4. El bloque (401) de válvula de moldeo por soplado de la reivindicación 1, que comprende además una lumbrera (407) de control formada en la cámara (408) de control y adaptada para comunicar el suministro de presión de control con un primer lado (402a) del pistón (402) de control.
5. El bloque (401) de válvula de moldeo por soplado de la reivindicación 1, que comprende además un orificio (409) de purga formado en la cámara (408) de presión de control y en comunicación de fluido con un segundo lado (402a) del pistón (402) de control.
6. Un método para formar un bloque de válvula de moldeo por soplado con una válvula de moldeo por soplado posicionada dentro del bloque de válvula de moldeo por soplado que comprende los pasos de:
posicionar un pistón de control dentro de una cámara de control de manera que el pistón de control es móvil dentro de la cámara de presión de control y móvil dentro de una porción un vano de pistón, posicionar un diafragma entre una cámara de gas de proceso y el pistón de control de manera que el diafragma proporciona una barrera estanca al fluido entre la cámara de gas de proceso y el pistón de control;
caracterizado por:
posicionar un pistón auxiliar de manera móvil dentro del vano de pistón, en el que el diafragma está posicionado entre el pistón auxiliar y el pistón de control; y en el que una pluralidad de lengüetas espaciadas se extiende radialmente desde el pistón auxiliar y se aplica al vano de pistón auxiliar, y en el que una pluralidad de lengüetas espaciadas forma una pluralidad de huecos que
proporcionan comunicación de fluido entre la cámara de gas de proceso y el segundo lado del diafragma.
7. El método de la reivindicación 6, que comprende además los pasos de:
formar una primera lumbrera de fluido en la cámara de gas de proceso; formar una segunda lumbrera de fluido en la cámara de gas de proceso; y posicionar un asiento de pistón próximo a la primera lumbrera de fluido adaptada para formar una junta estanca al fluido con el pistón auxiliar.
8. El método de la reivindicación 6, que comprende adicionalmente un paso de posicionar una porción del diafragma en un miembro de abrazadera para formar una junta estanca al fluido. 1.
9. El método de la reivindicación 6, que comprende además un paso de formar una lumbrera de control en la cámara de control que está adaptada para comunicar un suministro de presión de control con un primer lado del pistón de control.
10. El método de la reivindicación 6, que comprende además un paso de formar una lumbrera de orificio de purga en la cámara de control que está adaptada para comunicarse con un segundo lado del pistón de control.
Patentes similares o relacionadas:
Procedimiento y dispositivo para producir un tubo corrugado de doble capa con casquillo de tubo, del 3 de Marzo de 2020, de UNICOR GMBH: Procedimiento para producir un tubo sin fin de doble pared hecho preferentemente de material termoplástico con tramos de tubo corrugado y tramos de tubo con casquillo, por […]
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]
 Método y sistema de control de temperatura del molde en bucle cerrado, del 25 de Septiembre de 2019, de EMHART GLASS S.A.: Un sistema de control del tiempo del ciclo de enfriamiento del molde en blanco para una máquina I. S. que tiene un ciclo de máquina, que comprende:
[…]
Método y sistema de control de temperatura del molde en bucle cerrado, del 25 de Septiembre de 2019, de EMHART GLASS S.A.: Un sistema de control del tiempo del ciclo de enfriamiento del molde en blanco para una máquina I. S. que tiene un ciclo de máquina, que comprende:
[…]
Unidad de moldeado de recipientes, equipada con circuitos fluídico y neumático que desembocan en una superficie superior, del 3 de Julio de 2019, de SIDEL PARTICIPATIONS: Unidad de moldeado para la formación de un recipiente , comprendiendo esta unidad de formación: - un molde provisto de […]
 Unidad de moldeado de recipientes, equipada con un dispositivo de cajeado de compacidad incrementada, del 26 de Junio de 2019, de SIDEL PARTICIPATIONS: Unidad de moldeado para la formación de un recipiente , provisto de un espacio en hueco hacia el interior del recipiente , comprendiendo esta […]
Unidad de moldeado de recipientes, equipada con un dispositivo de cajeado de compacidad incrementada, del 26 de Junio de 2019, de SIDEL PARTICIPATIONS: Unidad de moldeado para la formación de un recipiente , provisto de un espacio en hueco hacia el interior del recipiente , comprendiendo esta […]
Procedimiento de fabricación por estirado soplado de un recipiente con velocidad de estirado elevada, del 27 de Febrero de 2019, de SIDEL PARTICIPATIONS: Un procedimiento de fabricación de un recipiente mediante estirado soplado a partir de una preforma de materia plástica dentro de una unidad […]
 Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]
Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]
Instalación para medir el grosor de la pared de recipientes, del 18 de Abril de 2018, de TIAMA: Instalación para medir el grosor de la pared de recipientes transparentes o traslúcidos , delimitada entre una superficie exterior y una superficie interior […]