Parte unida con miembro laminado de goma y método para hacerlo.
Una parte unida que comprende un miembro de goma vulcanizada que reside en la compresión entre dos miembros rígidos y unidos al mismo,
donde el miembro de goma es un laminado que comprende una capa central de goma intercalada entre y unidas a las dos capas de goma con auto-unión.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2010/039917.
Solicitante: THE GATES CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: (A DELAWARE U.S.A. CORPORATION) 1551 WEWATTA STREET DENVER, CO 80202 ESTADOS UNIDOS DE AMERICA.
Inventor/es: HODJAT, YAHYA, DUNLAP,PAUL,N, FENG,YUDING, ZHU,LIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B15/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 15/00 Productos estratificados compuestos esencialmente de metal. › de caucho.
- C08J5/12 QUIMICA; METALURGIA. › C08 COMPUESTOS MACROMOLECULARES ORGANICOS; SU PREPARACION O PRODUCCION QUIMICA; COMPOSICIONES BASADAS EN COMPUESTOS MACROMOLECULARES. › C08J PRODUCCION; PROCESOS GENERALES PARA FORMAR MEZCLAS; TRATAMIENTO POSTERIOR NO CUBIERTO POR LAS SUBCLASES C08B, C08C, C08F, C08G o C08H (trabajo, p. ej. conformado, de plásticos B29). › C08J 5/00 Fabricación de artículos o modelado de materiales que contienen sustancias macromoleculares (fabricación de membranas semipermeables B01D 67/00 - B01D 71/00). › Unión de un material macromolecular preformado a uno igual a él o a otro material sólido tal como metal, vidrio, cuero, p. ej. utilizando adhesivos.
PDF original: ES-2523447_T3.pdf
Fragmento de la descripción:
Parte unida con miembro laminado de goma y método para hacerlo.
Antecedentes de la invención Campo de la invención
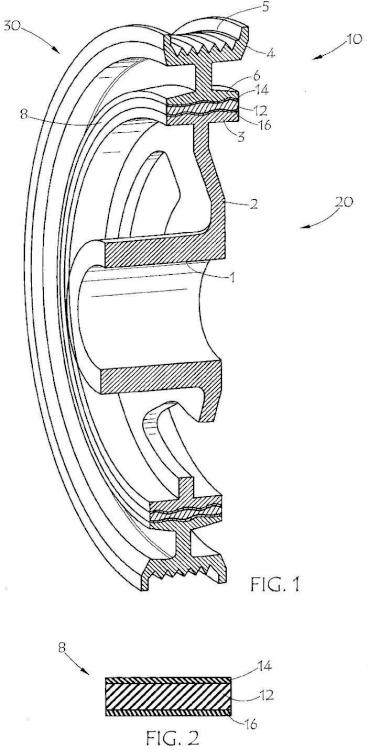
Esta invención se refiere generalmente a un método para hacer un artículo unido de goma-metal con un miembro laminado de goma bajo compresión, más particularmente para dispositivos de control de vibración con una miembro laminado de goma unido entre dos miembro rígidos, y específicamente a un amortiguador de vibración torsional con miembro laminado anular de goma directamente unido a los miembros rígidos o metálicos interiores o exteriores y bajo compresión.
Descripción de la técnica anterior
A medida que se desarrolla la tecnología de motores para vehículo, los motores están produciendo pares de torsión de gran impulso y requisitos más exigentes para los amortiguadores de cigüeñal que tienen un miembro de goma que conecta dos miembros rígidos, por ejemplo de metal. Como consecuencia, la dependencia en la fricción no es suficiente, y el miembro de goma debe unirse a las superficies de metal para mantener el par de torsión de gran impulso y mejorar la durabilidad. Las técnicas actuales para unir la goma con el metal incluyen un adhesivo goma-metal aplicado a los miembros rígidos o metálicos para la posterior unión mediante vulcanización, o moldeo por inyección de una composición de goma con auto-unión. Estas técnicas generalmente permiten que la goma llegue a un estado de tensión después del enfriamiento de la temperatura de vulcanización, dando como resultado una menor durabilidad y fallos prematuros en piezas a bajas temperaturas. Para evitar que la goma esté en tensión y para mantener la goma en un estado de compresión, la unión post-vulcanización puede usarse con varios adhesivos goma-metal aplicados a las superficies metálicas de unión. Estas tecnologías de unión generalmente requieren un número de etapas caras de procesos para preparar las superficies de mestal y/o goma para su unión, para aplicar adhesivos, para tratar con sustancias químicas o emisiones y etcétera. Un método de curado de dos etapas se ha desvelado en las patentes de Estados Unidos números 7.78.14 y 7.291.241 que desvelan formulaciones de goma con auto-unión que eliminan los adhesivos convencionales y un método de curado de dos etapas para formar el miembro de goma y unirlo al metal, manteniendo así algo del grado de compresión sobre la goma. Sin embargo, en la práctico, dadas las limitaciones competitivas en la formulación y procesamiento de la goma para optimizar una compensación entre la unión y la compresión mantenida mientras se mejora el módulo, amortiguación, resistencia al calor, etc. de la goma, todavía sigue siendo difícil mantener la suficiente compresión para conseguir objetivos deseados de durabilidad para los amortiguadores de cigüeñal. Aparecen los mismos problemas para cualquier tipo de artículo compuesto con goma unidad o parte del cual el miembro de goma está unido entre miembros rígidos y se mantienen bajo compresión para mejorar la durabilidad.
Lo que se necesita es un proceso para unir goma a partes rígidas con un mayor grado de flexibilidad para conseguir estados más altos de compresión durante la vida de la parte compuesta sin sacrificar la adhesión o cualquier mejora deseada de las propiedades de la goma y sin usar adhesivos convencionales con sus requisitos exigentes de preparación de superficie.
Se hace mención de la solicitudes co-pendientes del N° de serie 12/34.864 y N° de serie 11/89.163. Resumen
La presente invención está dirigida a sistemas y métodos que proporcionan un proceso para unir goma a partes rígidas con el proceso de flexibilidad para conseguir estados altos de compresión druante la vida de la parte compuesta sin sacrificar la adhesión o la habilidad para mejorar las propiedades de la goma y sin usar adhesivos convencionales.
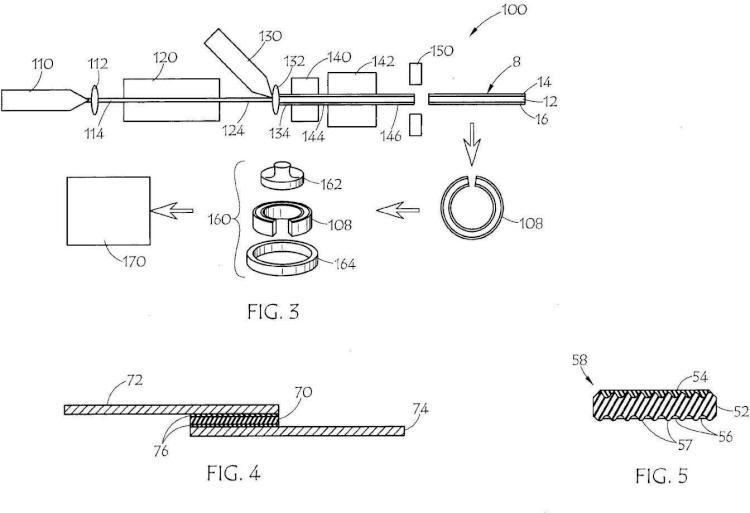
La invención está dirigida a una parte unidad con un miembro de goma vulcanizada con ajuste a presión que reside en la compresión entre dos miembro rígidos y unidos a la misma, donde el miembro de goma es una lámina con una capa central intercalada entre y unida a dos capas de goma con auto-unión. La parte unida puede ser, por ejemplo, un amortiguador, aislante o absorbente de amortiguación, o cualquier parte que mantenga una capa de goma unida en compresión. La capa central y las capas con auto-unión pueden tener el mismo elastómero primario y el mismo tipo de curado y las capas con auto-unión tienen un promotor de adhesión no presente en la capa central. Las capas adhesivas pueden tener un grosor de ,5 a 1 mm o de 5% a 1% del grosor de laminado. Los miembros rígidos pueden ser metálicos. La cantidad de dicha comprensión puede ser de 1% a 5%.
En una realización de la invención la capa central de goma puede ser una composición curada de elastómero de peróxido y las capas de goma con auto-unión pueden ser una composición curada de elastómero de peróxido con un promotor de adhesión. El tipo de elastómero primario puede ser un elastómero de etileno-alfa- olefina y el promotor de adhesión puede ser una sal metálica de un ácido orgánico no saturado alfa-beta.
En otra realización de la invención el centro puede tener al menos una superficie con colinas y valles, y la capa adhesiva puede residir o llenar los valles.
La invención también está dirigida a un método que Incluye la formación de una capa central de goma, curar la capa central, aplicar una capa adhesiva de goma sobre cada lado de la capa central para formar el miembro laminado de goma, Insertar el laminado entre dos miembro rígidos bajo compresión, y post-curar el montaje para formar una parte unida. Las capas adhesivas pueden estar parcialmente curadas antes de la Inserción. El curado de la capa central puede ser del 8% al 1% de curado total de acuerdo con ASTM D-5289 o un método equivalente de test. La extensión de curado de la capa central puede ser sustanclalmente completamente curada.
En una realización de la invención la capa adhesiva puede aplicarse bajo presión y después curarse parcialmente del 3% al 8% de curado completo. La etapa de aplicación puede ser mediante cubierta por extrusión. Las etapas de formación y aplicación pueden ser mediante co-extruslón. La aplicación puese ser mediante moldeo de inserción (bien Inyección, compresión o transferencia) y puede Incluir parcialmente curado de las capas adhesivas. La aplicación puede ser mediante cubierta de solución con una etapa de secado que parcialmente puede también curar la capa adhesiva de goma.
En realizaciones de la Invención los elastómeros primarlos de las capas centrales y adhesivas pueden ser del mismo tipo y pueden seleccionarse el grupo consistente en elastómero etlleno-alfa-oleflna, EPM, EPDM, SBR, NBR, NR, EVM, EAM, ECO y mezclas de los mismos. Los sistemas de curado de las capas de goma pueden ser compatibles y co-curar la adhesión entre ellas; y las capas adhesivas pueden tener un promotor de adhesión no presente en la capa central. La capa central puede tener EPDM como el elastómero primarlo y un sistema de curado de peróxido; y la capa adhesiva puede tener EPDM como elastómero primarlo, un sistema de curado de peróxido y una sal de metal de un ácido orgánico no saturado como un promotor de adhesión. La capa adhesiva puede incluir dos peróxidos con diferentes temperaturas de activación de curado, con una separación de al menos 5 °C.
Lo anterior ha resumido de manera bastante amplia las características y ventajas técnicas de la presente invención con el fin de que la descripción detallada de la invención que sigue se entienda mejor. Las características y ventajas adicionales de la Invención se describirán a partir de entonces.
Los rasgos nuevos que son característicos de la Invención como la definen las reivindicaciones, junto con objetos y ventajas adicionales se entenderán mejor a partir de la siguiente descripción cuando se consideren junto con las figuras acompañantes. Sin embargo, se entenderá expresamente que cada una de las figuras se proporciona con fines únicos de ilustración y descripción y no pretenden definir los límites de la presente invención.
Breve descripción de los dibujos
Los dibujos acompañantes, que se incorporan y forman parte de la especificación en la que los números ¡guales designan partes iguales, ilustran realizaciones de la presente invención y junto con la descripción, sirven para explicar los principios de la invención. En los dibujos:
La FIG. 1 es una vista en perspectiva parcialmente fragmentada de un amortiguador de vibración torsional construido de acuerdo con la presente invención;
La FIG. 2 es una sección transversal de un laminado de goma de acuerdo con una realización... [Seguir leyendo]
Reivindicaciones:
1. Una parte unida que comprende un miembro de goma vulcanizada que reside en la compresión entre dos miembros rígidos y unidos al mismo, donde el miembro de goma es un laminado que comprende una capa central de goma intercalada entre y unidas a las dos capas de goma con auto-unión.
2. La parte unida de la reivindicación 1 en forma de amortiguador de vibración, aislante o absorbente.
3. La parte unida de la reivindicación 1 donde los miembros rígidos son miembros metálicos, y la cantidad de dicha compresión es de 1% a 5%.
4. La parte unida de la reivindicación 3 donde la capa central y las capas con auto-unión comprende el mismo tipo de elastómero primario y el mismo tipo de sistema de curado, y dichas capas con auto-unión comprenden un promotor de adhesión que no está presente en dicha capa central.
5. La parte unida de la reivindicación 4 donde la capa central de goma comprende una composición de elastómero curada con peróxido y las capas de goma con auto-unión comprende una composición de elastómero curada con peróxido que comprende un promotor de adhesión.
6. La parte unida de la reivindicación 5 donde el tipo de elastómero primario es un elastómero etileno-alfa-olefina y el promotor de adhesión es una sal de metal de un ácido orgánico no saturado de alfa-beta.
7. La parte unida de la reivindicación 1 donde las capas con auto-unión tiene cada una un grosor de ,5 mm a 1 mm.
8. La parte unida de la reivindicación 1 donde las capas con auto-unión tiene cada una del 5% al 1% del grosor total
del laminado.
9. La parte unida de la reivindicación 1 donde el centro comprende la menos una superficie con colinas y valles, y la capa con auto-unión llena los valles.
1. Un método que comprende:
a) formar una capa central de goma a partir de una composición de elastómero que comprende una elastómero primario y un sistema de curado;
b) curar dicha capa central al menos parcialmente;
c) aplicar una capa adhesiva de goma sobre cada lado de dicha capa central para formar un lamiando de goma;
d) insertar dicho laminado de goma entre dos miembros rígidos donde reside bajo compresión para formar un artículo compuesto;
e) post-curar dicho artículo compuesto para efectuar una unión entre las capas adhesivas de goma y los miembros rígidos para formar una parte unida.
11. El método de la reivindicación 1 donde además comprende:
f) curar dicha capa adhesiva de goma no más del 7% del curado completo de acuerdo con ASTM D-5289 o un método equivalente antes de dicha inserción.
12. El método de la reivindicación 1 donde la extensión de dicho curado de dicha capa central es del 8% al 1% del curado completo de acuerdo con ASTM D-5289 o un método de test equivalente.
13. El método de la reivindicación 1 donde la extensión de dicho curado de dicha capa central es sustancialmente completamente curada.
14. El método de la reivindicación 1 donde cada capa adhesiva tiene un grosor de ,5 mm a 1, mm.
15. El método de la reivindicación 1 donde las capas adhesivas es cada una del 5% al 1% del grosor total del laminado.
16. El método de la reivindicación 1 donde la capa adhesiva se aplica bajo presión y después se cura parcialmente desde 3% a 8% del curado total.
17. El método de la reivindicación 1 donde dicha aplicación es mediante cubierta por extrusión con una composición de goma con auto-unión.
18. El método de la reivindicación 1 donde dicha formación y dicha aplicación es mediante co-extrusión.
19. El método de la reivindicación 1 donde dicha aplicación es mediante moldeo con inserto (bien inyección, compresión o transferencia) e incluye curar parcialmente las capas adhesivas no más del 7% del curado total.
2. El método de la reivindicación 1 donde dicha aplicación es mediante cubierta con solución con una etapa de secado que también cura parcialmente la capa adhesiva de goma no más del 7% del curado total.
21. El método de la reivindicación 1 donde los elastómeros primarios de la capas centrales y de goma adhesiva son
del mismo tipo y se seleccionan del grupo consistente en elastómero de etileno-alfa-olefina, EPM, EPDM, SBR, NBR, NR, EVM, EAM, ECO y mezclas de las mismos; y donde los sistemas de cura de las capas de goma son compatibles y co-curan para que haya adhesión entre ellas; y donde las capas adhesivas comprende un promotor de adhesión no presente en la capa central.
22. El método de la reivindicación 21 donde
la capa central comprende EPDM como el elastómero primario y un sistema de curado con peróxido; y la capa adhesiva comprende EPDM como el elastómero primario, un sistema de cura con peróxido y una sal de metal de un ácido orgánico no saturado como el promotor de adhesión;
23. El método de la reivindicación 22 donde los miembros rígidos son miembros metálicos.
24. El método de la reivindicación 23 donde dicha capa adhesiva incluye dos peróxidos con diferentes temperaturas de activación de curado con una separación de al menos 5 °C.
Patentes similares o relacionadas:
Cemento solvente para unir artículos de resina termoplástica, del 15 de Julio de 2020, de IPS, Corporation - Weld-On Division: Un cemento solvente para unir artículos hechos de una resina termoplástica en el que el cemento solvente comprende a) una resina termoplástica disuelta, […]
Membranas para cromatografía formadas por reacciones de polimerización clic de tiol-eno o tiol-ino, del 10 de Junio de 2020, de Merck Millipore Ltd: Un material compuesto, que comprende: un miembro de soporte, que comprende una pluralidad de poros que se extienden a través del miembro de […]
UN ADHESIVO UREA-FORMALDEHÍDO DE BAJA EMISIÓN DE FORMALDEHÍDO, ÚTIL PARA LA FABRICACIÓN DE TABLEROS DE MADERA, QUE COMPRENDE NANOFIBRAS DE CELULOSA Y NANOPARTÍCULAS DE COBRE; PROCESO PARA OBTENCIÓN DEL MISMO, del 2 de Enero de 2020, de UNIVERSIDAD DEL BIO BIO: Un adhesivo Urea-formaldehído de baja emisión de formaldehído, con propiedades mecánicas superiores y alta durabilidad, útil para la fabricación de tableros […]
Procedimiento para pegar con capas adhesivas finas, del 17 de Julio de 2019, de HENKEL AG & CO. KGAA: Un procedimiento para pegar dos sustratos en el que a un sustrato se le aplica un adhesivo con un peso de capa por debajo de 2 g/m2, este […]
Artículo que comprende partículas tubulares, del 10 de Julio de 2019, de BASF SE: Un articulo que tiene una densidad de 0,03 a 0,45 g/cc y que comprende una pluralidad de particulas tubulares anisotropicas que estan orientadas aleatoriamente […]
Artículo que comprende partículas tubulares, del 10 de Julio de 2019, de BASF SE: Un artículo que tiene una densidad de 0.03 a 0.45 g/cc y que comprende una pluralidad de partículas tubulares anisotrópicas que están orientadas aleatoriamente […]
Estructuras de tejido sintético para entrenamiento y estimulación electroquirúrgica, del 18 de Junio de 2019, de APPLIED MEDICAL RESOURCES CORPORATION: Un método para elaborar un simulador quirúrgico , caracterizado por comprender las etapas de: proporcionar un polímero de acrilamida; […]
Procedimiento para soldar un plástico de poliolefina con otro plástico con el uso de una imprimación, objeto producido según este procedimiento, del 1 de Mayo de 2019, de HENKEL AG & CO. KGAA: Procedimiento para soldar un plástico de poliolefina con un segundo plástico que contiene un polímero con al menos una unidad aromática en la estructura principal de polímero […]