Método para fabricar una pala.
Método para fabricar una pala,
- en el que se proporciona y se usa un molde para portar capas de componentes de la pala,
- en el que se aplica un polvo seco al menos a una superficie interior del molde, antes de disponer las capas sobre la superficie interior del molde, por lo que el molde comprende un recubrimiento de polvo seco como capa de fondo,
- en el que se disponen los componentes de la pala en capas encima del recubrimiento de polvo seco para construir una estructura en sándwich de la pala,
- en el que se aplica calor al molde para licuar el polvo seco,
- en el que la pala se fabrica mediante la ayuda de un procedimiento de "moldeo por transferencia de resina asistido por vacío, VARTM", por lo que se aplica resina al molde y a los componentes de la pala para conectar todas las capas en sándwich mientras la resina se cura, y
- en el que el polvo licuado se consolida para lograr una superficie dura de la pala fabricada.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10190002.
Solicitante: SIEMENS AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: WITTELSBACHERPLATZ 2 80333 MUNCHEN ALEMANIA.
Inventor/es: SCHIBSBYE,KARSTEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C37/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
- B29C70/60 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › con una combinación de distintos tipos de cargas incorporados en una matriz, formando una o más capas, y con o sin capas no cargadas.
- F03D1/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F03 MAQUINAS O MOTORES DE LIQUIDOS; MOTORES DE VIENTO, DE RESORTES, O DE PESOS; PRODUCCION DE ENERGIA MECANICA O DE EMPUJE PROPULSIVO O POR REACCION, NO PREVISTA EN OTRO LUGAR. › F03D MOTORES DE VIENTO. › F03D 1/00 Motores de viento con el eje de rotación dispuesto sustancialmente paralelo al flujo de aire que entra al rotor (su control F03D 7/02). › Rotores.
PDF original: ES-2445708_T3.pdf
Fragmento de la descripción:
Método para fabricar una pala
Campo de la invención La invención se refiere a un método para fabricar una pala, especialmente para fabricar una pala de una turbina eólica.
Una pala, como una pala de una turbina eólica, se expone a numerosas influencias medioambientales como luz ultravioleta, lluvia, hielo, granizo y abrasión, que se origina por las micropartículas en el viento que pasa. Incluso el viento, que está actuando sobre la pala, produce cargas mecánicas en la pala.
La pala, especialmente la superficie de la pala, tiene que resistir los impactos, por tanto la superficie de la pala se trata y se procesa en consecuencia.
Se conoce el uso de una pintura en la superficie para hacer frente a los impactos abordados anteriormente.
Preferiblemente, se lleva un recubrimiento hacia la superficie de la pala mediante la ayuda de una pistola pulverizadora. La pistola pulverizadora puede ser parte de un procedimiento de pintado automático o puede usarse incluso como elemento portátil en un procedimiento manual. Se usa un gas comprimido como aire para dirigir partículas de pintura a la superficie de la pala. Como resultado, se origina un recubrimiento uniforme de líquido en la superficie de la pala.
Sin embargo, este método muestra la desventaja de que todo el procedimiento de pintado lleva mucho tiempo y requiere instalaciones de pintado separadas con ventilación, calefacción, ... etc. Por tanto, el método es bastante caro con respecto a los costes.
También se conoce el uso de un denominado “recubrimiento de gel” para proteger la superficie de una pala, que está compuesto por un material compuesto. Los recubrimientos de gel más comunes comprenden una resina “a base de estireno”.
El recubrimiento de gel es líquido y se aplica habitualmente al interior de un molde en una capa de fondo. Encima de las capas adicionales de recubrimiento de gel de material compuesto, se dispone madera de balsa..., etc. en una estructura en sándwich para construir la pala. Todas las capas se curan juntas por la resina, que se aplica al interior del molde y a las capas.
Como resultado de este método, la superficie visible del material compuesto o la pala muestra un acabado de alta calidad.
Sin embargo, el recubrimiento de gel a base de estireno tiene un olor muy malo e incluso supone un riesgo para la salud para el personal que maneja el recubrimiento de gel durante la fabricación de la pala. Como resultado, son necesarias etapas adicionales para la protección del personal mientras que los costes están incluso subiendo.
El documento DE 103 48 262 A1 describe un método para producir un recubrimiento de una superficie.
Por tanto, el objetivo de la invención es proporcionar un método y una disposición mejorados para fabricar una pala, que sean menos caros y menos críticos con respecto al medioambiente.
Este objetivo se alcanza mediante las características según la reivindicación 1.
Las configuraciones preferidas son objeto de las reivindicaciones dependientes.
Según la invención se fabrica una pala mediante la ayuda de un molde. Se aplica un polvo seco como un recubrimiento a la superficie interior del molde.
El molde se dispone para usarse más tarde para construir la estructura de la pala. Por tanto, el molde porta diferentes capas de componentes de la pala, mientras que el recubrimiento de polvo seco es la capa de fondo de la estructura de la pala.
A continuación se disponen los componentes de la pala en capas encima del recubrimiento de polvo seco y encima del molde para construir la estructura en sándwich de la pala. La pala se fabrica mediante la ayuda de un procedimiento de “moldeo por transferencia de resina asistido por vacío, VARTM”.
Finalmente, se aplica resina al molde y a los componentes de la pala. Cuando la resina se cura, se conectan todas las capas en sándwich.
Preferiblemente, el polvo seco está compuesto por una cantidad de o incluso contiene una cantidad de polímeros como poliéster, poliuretano, poliéster-resina epoxídica (que también se conoce como “híbrido”) , resina epoxídica lineal (que es una denominada “resina epoxídica unida por fusión” y también componentes acrílicos. Incluso podría usarse polvo seco “a base de estireno”.
El polvo seco podría ser de cualquier material, que puede servir como un recubrimiento de pala más tarde para lograr un revestimiento fuerte de la pala fabricada.
Preferiblemente, el material usado permite un procesamiento posterior fácil del revestimiento de la pala si es necesario.
Por ejemplo, el material para el polvo seco podría elegirse de manera que se genere una superficie optimizada de la pala para un pintado adicional.
El recubrimiento de polvo seco se usa como capa de fondo dentro del molde. Puesto que el polvo está seco, no hay necesidad adicional de proteger al personal que trabaja al lado del molde, ya no es necesario usar ningún disolvente peligroso con respecto a la técnica anterior citada anteriormente.
Preferiblemente, el polvo seco se aplica mediante el uso de un campo electroestático a la superficie interior del molde. Por tanto, se reduce el tiempo de trabajo y se ahorra dinero.
Preferiblemente, se emplea pintura o está contenida dentro del polvo seco. La pintura contiene preferiblemente partículas en polvo. La mezcla de pintura y polvo se aplica a la superficie interior del molde tal como se describió anteriormente para cubrir al menos la superficie interior del molde.
Preferiblemente, se usa un campo electrostático cuando el polvo seco o la mezcla se aplica al molde. El campo electrostático se aplica de manera que se logra una distribución uniforme del polvo / mezcla al menos al lado de la superficie interior del molde.
Preferiblemente, al menos la superficie interior del molde se conecta eléctricamente con “tierra”.
Debido al campo electrostático, el polvo / mezcla se acelera hacia el molde. Todo el método es bastante limpio, ya que no se desperdicia polvo ni mezcla.
Preferiblemente, se recoge polvo seco en exceso para su reutilización dentro del método. Por tanto, el método es bastante económico con respecto al uso de material.
Preferiblemente, el polvo / mezcla se proyecta hacia el molde mediante un método de pulverización.
Preferiblemente, se usa una pistola electrostática o una pistola de corona para este fin.
Preferiblemente, se aplican recubrimientos de polvo adicionales gradualmente hasta alcanzar un grosor predeterminado. Por tanto, se alcanza un recubrimiento resultante bastante grueso.
Preferiblemente, el polvo seco / mezcla se calienta para su curado. Debido al calor, el polvo / mezcla se licua, por lo que pueden cubrirse incluso estructuras complicadas de la superficie interior del molde mediante el fluido. Cuando el fluido se consolida, se logra una superficie dura de la pala fabricada. Por tanto, se consigue un revestimiento fuerte y muy procesable de la pala.
Se aplica calor al molde.
Preferiblemente, el calor se aplica antes de proporcionar la resina a la estructura de la pala (la resina se proporciona usando el procedimiento de “moldeo por transferencia de resina asistido por vacío, VARTM”) .
Incluso es posible usar al menos una parte del calor, que se libera mientras la resina se cura.
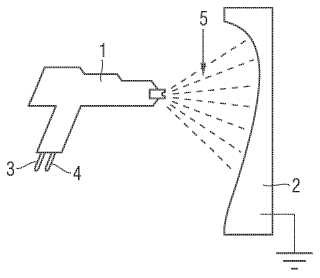
La invención se muestra en más detalle mediante la ayuda de la figura 1.
Un molde 2, que se usa para construir la estructura de una pala, se acopla de manera eléctricamente neutra con tierra.
Se usa una pistola 1 electrostática para pulverizar polvo 5 seco hacia el molde 2.
Preferiblemente (pero no mostrado en detalle aquí) , se proporciona pintura adicionalmente como partículas en polvo al polvo seco.
La pistola 1 electrostática también está conectada con un cable 4, que se usa para producir un campo electrostático.
Tras el procedimiento de aplicación de polvo, las capas de los componentes de la pala (como material compuesto, material de fibra de vidrio, madera de balsa, ..., etc.) se disponen en el molde para obtener la estructura tridimensional de la pala. Esto se realiza según un procedimiento de “moldeo por transferencia de resina asistido por vacío, VARTM” para obtener la estructura de la pala.
El molde, y por tanto el polvo seco aplicado, se calientan. El polvo se licua por el calor. Por tanto, se cubren estructuras incluso complicadas de la superficie interior del molde por el polvo licuado.
El polvo licuado se consolida y se logra una superficie dura para la pala.
Preferiblemente, el calor... [Seguir leyendo]
Reivindicaciones:
1. Método para fabricar una pala,
- en el que se proporciona y se usa un molde para portar capas de componentes de la pala,
- en el que se aplica un polvo seco al menos a una superficie interior del molde, antes de disponer las capas sobre la superficie interior del molde, por lo que el molde comprende un recubrimiento de polvo seco como capa de fondo,
- en el que se disponen los componentes de la pala en capas encima del recubrimiento de polvo seco para construir una estructura en sándwich de la pala,
- en el que se aplica calor al molde para licuar el polvo seco,
- en el que la pala se fabrica mediante la ayuda de un procedimiento de “moldeo por transferencia de resina asistido por vacío, VARTM”, por lo que se aplica resina al molde y a los componentes de la pala para conectar todas las capas en sándwich mientras la resina se cura, y
-en el que el polvo licuado se consolida para lograr una superficie dura de la pala fabricada.
2. Método según la reivindicación 1, en el que el polvo seco se aplica mediante la ayuda de un campo electrostático a la superficie interior del molde para una distribución uniforme del polvo.
3. Método según la reivindicación 1 o la reivindicación 2, en el que el polvo seco se calienta para su curado de manera que el polvo seco se licua y cubre estructuras de la superficie interior del molde.
4. Método según una de las reivindicaciones 1 a 3,
- en el que se emplea pintura en el polvo seco como partículas en polvo secas, y
- en el que la mezcla de pintura y polvo se aplica a la superficie interior del molde.
5. Método según la reivindicación 4, en el que la mezcla se calienta para su curado de manera que la mezcla se licua y cubre estructuras de la superficie interior del molde.
6. Método según una de las reivindicaciones 1 a 5, en el que al menos la superficie interior del molde se conecta con puesta a tierra eléctrica para una distribución uniforme del polvo o la mezcla.
7. Método según una de las reivindicaciones 1 a 6, en el que se aplican gradualmente recubrimientos adicionales de polvo seco o mezcla para un recubrimiento resultante grueso.
8. Método según una de las reivindicaciones anteriores, en el que el polvo seco contiene una cantidad de polímeros como poliéster, poliuretano, poliéster-resina epoxídica, resina epoxídica lineal o componentes acrílicos.
9. Método según una de las reivindicaciones anteriores, en el que el calor se aplica antes de proporcionar la resina a la estructura de la pala.
10. Método según una de las reivindicaciones anteriores, en el que una parte del calor, que se libera mientras la resina se cura, se usa para licuar el polvo.
Patentes similares o relacionadas:
Aparato y método de separación de guantes, así como también una línea de producción y proceso de producción mediante el uso del aparato y método de separación de guantes, del 8 de Julio de 2020, de SAFEDON LIMITED: Un aparato de separación de guantes para separar por completo de una serie de moldeadores por inmersión una serie correspondiente […]
Procedimiento para fabricar un sustrato eléctricamente no conductor pintado, del 3 de Junio de 2020, de Airbus Helicopters: Procedimiento para fabricar un sustrato pintado mediante una pintura en polvo , siendo dicho sustrato eléctricamente aislante, durante el cual […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Textiles compuestos, que incluyen filamentos extendidos, del 15 de Abril de 2020, de THE BOEING COMPANY: Un artículo que comprende un textil multidireccional de primeras estopas de fibra de refuerzo que se extienden en una primera dirección y segundas […]
Combinación de una pieza compuesta y un conducto de ventilación, y método de fabricación de una pieza compuesta, del 8 de Abril de 2020, de THE BOEING COMPANY: La combinación de una pieza compuesta y un conducto de ventilación para usar en una bolsa de vacío que procesa la pieza compuesta, en donde: el conducto […]
Montante compuesto tubular que presenta refuerzo interno y método para realizar los mismos, del 4 de Diciembre de 2019, de THE BOEING COMPANY: Montante que comprende: un tubo compuesto laminado que presenta un interior sustancialmente hueco; un primer par de refuerzos longitudinales […]
 Método y sistema para el aislamiento de tubos reforzados, del 30 de Octubre de 2019, de Rilco Manufacturing Company, Inc: Un material de aislamiento reforzado que comprende:
a) una pluralidad de láminas flexibles de material de aislamiento, y cada lámina tiene una pluralidad de huecos […]
Método y sistema para el aislamiento de tubos reforzados, del 30 de Octubre de 2019, de Rilco Manufacturing Company, Inc: Un material de aislamiento reforzado que comprende:
a) una pluralidad de láminas flexibles de material de aislamiento, y cada lámina tiene una pluralidad de huecos […]
Extracción de un guante moldeado por inmersión de un formador, del 19 de Junio de 2019, de SAFEDON LIMITED: Un aparato (20, 20', 120) de extracción de guantes para extraer completamente un guante elastomérico moldeado por inmersión parcialmente extraído de un formador […]