Máquina para desbarbar y procedimiento para su ajuste.
Máquina para desbarbar piezas de trabajo (36), especialmente piezas de trabajo (36) fabricadas a partir de chapa plana,
mediante cepillado o lijado, que comprende:
un bastidor de máquina (2) estacionario;
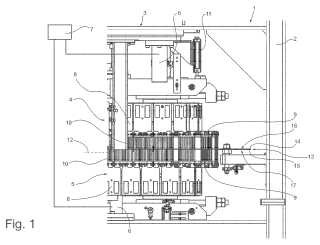
al menos una unidad de cepillos (4,5) que está dispuesta de forma desplazable verticalmente con respecto al bastidor de máquina (2), que comprende:
una correa de accionamiento (8) rotatoria sinfín;
una multiplicidad de portacepillos (9) fijados a la correa de accionamiento (8);
cepillos (10) para desbarbar las piezas de trabajo (36), especialmente en forma de capas dispuestas a modo de paquetes de papel de lija o tela no tejida de lija, que están asentadas sobre los portacepillos (9),
caracterizada por
un disco giratorio de referencia (13) montado de forma giratoria que se puede desplazar a la zona de trabajo de los cepillos (10), formando una cara superior (14) y/o una cara inferior (15) del disco giratorio de referencia (13) un plano de referencia (16;17) para los cepillos (10);
un dispositivo (6,7) para el desplazamiento vertical de la unidad de cepillos (4,5) a una posición de referencia en la que los cepillos (10) tocan el plano de referencia (16,17) y ejercen una determinada presión sobre el disco giratorio de referencia (13), por lo que se genera una fuerza de rozamiento entre el disco giratorio de referencia (13) y los cepillos (10) que hace girar el disco giratorio de referencia (13);
un dispositivo de medición (11) que registra la posición de referencia de la unidad de cepillos (4,5).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E13191614.
Solicitante: Arku Maschinenbau GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Siemensstr. 11 76532 Baden-Baden ALEMANIA.
Inventor/es: SAUERBECK,SEBASTIAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B27/033 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 27/00 Otras máquinas o dispositivos para el trabajo con muela. › para trabajar con muela una superficie con el fin de limpiarla, p. ej. para decalaminar o corregir con muela los defectos de la superficie.
- B24B29/00 B24B […] › Máquinas o dispositivos para pulir superficies de piezas por medio de herramientas hechas de materiales blandos o flexibles con o sin aplicación de productos de pulido sólidos o líquidos (para trabajar con muela o pulir por medio de cintas B24B 21/00).
- B24B49/16 B24B […] › B24B 49/00 Aparatos de medida o de calibrado para el control del movimiento de avance del útil de amolar o de la pieza que va a ser amolada; Disposición de los aparatos de indicación o de medida, p. ej. para indicar el comienzo de la operación de amolado (B24B 33/06, B24B 37/005 tienen prioridad; si el aparato es utilizado entre otras máquinas-herramientas B23Q 15/00 - B23Q 17/00 tienen prioridad). › tomando en consideración la presión de trabajo.
PDF original: ES-2543602_T3.pdf
Fragmento de la descripción:
Máquina para desbarbar y procedimiento para su ajuste
La invención se refiere a una máquina para desbarbar piezas de trabajo que preferentemente están hechas de chapa de acero plana. El espesor de las piezas de trabajo puede ser de unos milímetros o incluso más.
Al realizar agujeros, cavidades y similares en chapa de acero, especialmente mediante punzonado, se producen rebabas molestas. Estas se pueden eliminar lijando mediante cepillos especiales.
Las desbarbadoras conocidas, por ejemplo en el documento EP-A2-1175961, tienen correas de propulsión rotatorias horizontalmente que llevan una multiplicidad de cepillos dispuestos unos al lado de otros. Estos cepillos se componen habitualmente de un paquete en forma de abanico de papel de lija o tela no tejida de lija. La pieza de trabajo que ha de ser desbarbada se hace pasar por debajo o encima de los cepillos, siendo la dirección de movimiento de los cepillos transversal con respecto a la dirección de avance de la pieza de trabajo. Los bordes expuestos de los papeles de lija o telas no tejidas de lija pasan sobre el lado superior o el lado inferior de la pieza de trabajo eliminando las rebabas salientes. Es importante cierta presión con la que los cepillos flexibles pasan sobre la superficie de la pieza de trabajo, de manera que los cepillos ejercen cierta fuerza de rozamiento sobre la pieza de trabajo y en especial sobre las rebabas que han de ser eliminadas.
A causa de la elevada abrasión mecánica, los cepillos se desgastan de forma relativamente rápida. Esto hace que se quedan más cortos. Por lo tanto, existe el peligro de que a medida que aumenta el desgaste disminuye cada vez más la presión de apriete de los cepillos, hasta que finalmente ya no existe ningún contacto entre el cepillo y la pieza de trabajo. Por ello, los cepillos no sólo han de renovarse en intervalos periódicos; sobre todo, durante el funcionamiento se ha de garantizar que la presión de apriete de los cepillos se mantenga a ser posible constante.
Para determinar y compensar el creciente desgaste y especialmente la creciente reducción de los cepillos, la invención propone un método especial así como una máquina realizada de manera correspondiente que permiten registrar el desgaste por tecnología de medición y mantener constante la presión de apriete de los cepillos mediante el reajuste de estos.
Una máquina según la invención para desbarbar piezas de trabajo especialmente piezas de trabajo fabricadas a partir de chapa plana, mediante cepillado o lijado, según la reivindicación 1, comprende las siguientes piezas:
un bastidor de máquina al que están fijados los componentes móviles de la máquina;
al menos una unidad de cepillos que está dispuesta de forma desplazable verticalmente con respecto al bastidor de máquina, que comprende: una correa de accionamiento accionable, rotatoria sinfín y una multiplicidad de portacepillos fijados a la correa de accionamiento y cepillos para desbarbar las piezas de trabajo, especialmente en forma de capas dispuestas a modo de paquetes de papel de lija o tela no tejida de lija que están asentadas sobre los portacepillos, así como
un disco giratorio de referencia montado de forma giratoria que se puede desplazar a la zona de trabajo de los cepillos, formando una cara superior y/o una cara inferior del disco giratorio de referencia un plano de referencia para los cepillos;
un dispositivo para el desplazamiento vertical de la unidad de cepillos a una posición de referencia en la que los cepillos tocan el plano de referencia y ejercen una determinada presión sobre el disco giratorio de referencia, por lo que se genera una fuerza de rozamiento entre el disco giratorio de referencia y los cepillos y el disco giratorio de referencia gira como consecuencia de la fuerza de rozamiento;
un dispositivo de medición que registra la posición de referencia de la unidad de cepillos estando girando el disco giratorio de referencia.
Un procedimiento para la medición y el ajuste de la presión de apriete de los cepillos de una desbarbadora según la invención se define en la reivindicación 9.
La presión de apriete de los cepillos o la aparición de la longitud crítica de los cepillos se determina mediante la detección del rozamiento de deslizamiento entre los cepillos y el disco giratorio de referencia. El disco giratorio de referencia está montado de forma céntrica y giratoria y para la medición se desplaza a la zona de trabajo de los cepillos rotatorios y tras finalizar la medición se vuelven a desplazar saliendo de la misma. El fin de la medición es determinar la posición de la unidad de cepillos en dirección vertical cuando sus cepillos entran en contacto con el disco giratorio de referencia ejerciendo cierta fuerza de rozamiento sobre este de tal forma que gira el disco giratorio de referencia. Esta posición de la unidad de cepillos está definida en el marco de la presente invención como posición de referencia. Dado que la posición de referencia de la unidad de cepillos depende directamente del desgaste de los cepillos, se puede deducir de esta manera la longitud actual de los cepillos.
Para la medición - estando pivotado hacia dentro el disco giratorio de referencia - los cepillos se bajan (se aproximan) lentamente hacia el disco de referencia, hasta que las fuerzas de rozamiento ejercidas sobre el disco giratorio de referencia por los cepillos como consecuencia de la presión de apriete son suficientemente grandes para hacer girar el disco giratorio de referencia alrededor de su eje. La unidad de cepillos se encuentra ahora en la posición de referencia. Durante este movimiento de desplazamiento, se accionan la correa de accionamiento y por tanto los cepillos, de forma que estos realizan un movimiento rotatorio horizontalmente. El accionamiento de la correa de accionamiento se realiza por ejemplo a través de una rueda de correa. Preferentemente, la posición de referencia de la unidad de cepillos se mide con la ayuda del dispositivo de medición con respecto al bastidor de máquina. Si esta medición se realiza varias veces, es decir, con cepillos con distintos grados de desgaste, mediante la comparación de las capas determinadas (la posición de referencia) se puede deducir el desgaste de los cepillos y la longitud restante de los cepillos. Por ejemplo, después de dotar la máquina con cepillos nuevos, no desgastados, se realiza una primera detección de la unidad de cepillos girando el disco giratorio de referencia de forma suficientemente rápida. La detección de posición se puede repetir después de una determinada duración de uso predefinida de los cepillos. Se pueden predefinir valores críticos para la posición de referencia, señalizándose un cambio de cepillos en breve o inmediato en caso de excederse los mismos.
Una vez finalizada la medición, el disco giratorio de referencia vuelve a desplazarse saliendo de la zona de trabajo de los cepillos, es decir que sale pivotando lateralmente. Ahora, la máquina está preparada para el desbarbado de piezas de trabajo.
En el marco de la presente invención, por el término "disco giratorio de referencia" se designa un componente, cuyo espesor es reducido en comparación con su ancho y longitud o en comparación con su radio. La cara superior y/o la cara inferior del disco giratorio de referencia forman respectivamente un plano de referencia con el que entran en contacto al menos en parte los cepillos. Preferentemente, el disco giratorio de referencia es circular y de superficie entera. Pero también es posible realizar el disco giratorio de referencia de forma angular, por ejemplo como cuadrado o polígono, y dado el caso con escotaduras.
Por el término "desplazamiento de referencia" se designa el procedimiento de desplazar una unidad de cepillos en dirección hacia el disco giratorio de referencia hasta que este gire, el registro de la posición de referencia de la unidad de cepillos y el retroceso subsiguiente de la unidad de cepillos alejándose del disco giratorio de referencia.
Preferentemente, el dispositivo está realizado de tal forma que desplaza la unidad de cepillos a una posición de mecanizado en la que se desbarba, estando determinada la posición de mecanizado en función de la posición de referencia registrada previamente. En la posición de mecanizado, los cepillos de la unidad de cepillos están posicionados verticalmente con respecto a la pieza de trabajo, de tal forma que mediante el movimiento horizontal de los cepillos con respecto a la pieza de trabajo se pueden eliminar todas las rebabas en la superficie de la pieza de trabajo que ha de ser mecanizada.
Para que la unidad de cepillos se pueda desplazar a la posición de mecanizado, el operario comunica al dispositivo preferentemente la altura... [Seguir leyendo]
Reivindicaciones:
1. Máquina para desbarbar piezas de trabajo (36), especialmente piezas de trabajo (36) fabricadas a partir de chapa plana, mediante cepillado o lijado, que comprende:
un bastidor de máquina (2) estacionario;
al menos una unidad de cepillos (4,5) que está dispuesta de forma desplazable verticalmente con respecto al bastidor de máquina (2), que comprende:
una correa de accionamiento (8) rotatoria sinfín;
una multiplicidad de portacepillos (9) fijados a la correa de accionamiento (8);
cepillos (10) para desbarbar las piezas de trabajo (36), especialmente en forma de capas dispuestas a modo de paquetes de papel de lija o tela no tejida de lija, que están asentadas sobre los portacepillos (9),
caracterizada por
un disco giratorio de referencia (13) montado de forma giratoria que se puede desplazar a la zona de trabajo de los cepillos (10), formando una cara superior (14) y/o una cara inferior (15) del disco giratorio de referencia (13) un plano de referencia (16;17) para los cepillos (10);
un dispositivo (6,7) para el desplazamiento vertical de la unidad de cepillos (4,5) a una posición de referencia en la que los cepillos (10) tocan el plano de referencia (16,17) y ejercen una determinada presión sobre el disco giratorio de referencia (13), por lo que se genera una fuerza de rozamiento entre el disco giratorio de referencia (13) y los cepillos (10) que hace girar el disco giratorio de referencia (13);
un dispositivo de medición (11) que registra la posición de referencia de la unidad de cepillos (4,5).
2. Máquina según la reivindicación 1, con la siguiente característica adicional:
el dispositivo (6,7) está realizado de tal forma que la unidad de cepillos (4,5) se desplaza a una posición de mecanizado en la que se desbarba la pieza de trabajo (36), estando determinada esta posición de mecanizado en función de la posición de referencia registrada previamente.
3. Máquina según una de las reivindicaciones anteriores, con la siguiente característica adicional:
el disco giratorio de referencia (13) está dispuesto a la altura de paso (12) de las piezas de trabajo (36) que han de ser desbarbadas.
4. Máquina según una de las reivindicaciones anteriores, con la siguiente característica adicional:
la unidad de cepillos (4,5) se puede desplazar perpendicularmente con respecto al disco giratorio de referencia (13).
5. Máquina según una de las reivindicaciones anteriores, con la siguiente característica adicional:
un sensor (23) que detecta si y opcionalmente a qué velocidad gira el disco giratorio de referencia (13) como consecuencia del rozamiento entre los cepillos (10) y el disco giratorio de referencia (13).
6. Máquina según una de las reivindicaciones anteriores, con la siguiente característica adicional:
el disco giratorio de referencia (13) se puede desplazar mediante un accionamiento (32) para entrar en y volver a salir de la zona de trabajo de los cepillos (10).
7. Máquina según la reivindicación 6, con la siguiente característica adicional:
el accionamiento es un cilindro (32) accionado de forma eléctrica, neumática o hidráulica, con un vástago de émbolo (33) que está unido a un soporte giratorio (19) del disco giratorio de referencia (13) para hacer pivotar el disco giratorio de referencia (13) para entrar en y salir de la zona de trabajo de los cepillos (10).
8. Máquina según una de las reivindicaciones anteriores, con la siguiente característica adicional:
una unidad de cepillos superior (4) dispuesta por encima del disco giratorio de referencia (13) y una unidad de cepillos inferior (5) dispuesta por debajo del disco giratorio de referencia (13), estando realizado el dispositivo para desplazar las dos unidades de cepillos (4,5) sucesivamente a la posición de referencia correspondiente.
9. Procedimiento para la medición y el ajuste de la presión de apriete de los cepillos de una desbarbadora según una de las reivindicaciones anteriores, con los siguientes pasos:
a) pivotamiento de entrada de un disco giratorio de referencia (13) montado de forma giratoria a la zona de
trabajo de los cepillos (10) en marcha;
b) desplazamiento vertical lento de la unidad de cepillos (4,5) a una posición de referencia en la que los cepillos (10) tocan el disco giratorio de referencia (13) y ejercen una determinada presión sobre este, por lo que se hace girar el disco giratorio de referencia (13);
c) registro del giro del disco giratorio de referencia (13);
d) registro de la posición de referencia de la unidad de cepillos (4,5);
e) desplazamiento de retroceso de los cepillos (10) alejándose del disco giratorio de referencia (13);
f) pivotamiento de salida del disco giratorio (13) de la zona de trabajo de los cepillos (10) una vez finalizado el desplazamiento de medición.
10. Procedimiento según la reivindicación 9, con el siguiente paso adicional:
g) desplazamiento de la unidad de cepillos (4,5) a una posición de mecanizado en la que se mecaniza la pieza de trabajo (36), determinándose la posición de mecanizado en función de la posición de referencia registrada previamente.
11. Procedimiento según una de las reivindicaciones 9 o 10, en el que en el paso c) se mide la velocidad de giro del disco giratorio de referencia (13).
12. Procedimiento según una de las reivindicaciones 9 a 11, en el que se realizan en primer lugar los pasos de procedimiento b) a e) con una unidad de cepillos (4) como primer ciclo y a continuación se realizan los pasos de procedimiento b) a e) con la otra unidad de cepillos (5) como segundo ciclo.
13. Procedimiento según una de las reivindicaciones anteriores, en el que en el paso d) se mide la posición de referencia de la unidad de cepillos (4,5) con respecto al bastidor de máquina.
14. Procedimiento según la reivindicación 13, con el siguiente paso adicional:
h) señalizar la necesidad de un cambio de cepillos en breve, cuando en el paso d) la posición de referencia de la unidad de cepillos (4,5) sobrepasa un valor crítico predeterminado con respecto al bastidor de máquina (2).
15. Procedimiento según una de las reivindicaciones 13 o 14, con el siguiente paso adicional:
i) señalización de la necesidad de un cambio de cepillos inmediato, cuando en el paso d) la posición de referencia de la unidad de cepillos (4,5) con respecto al bastidor de máquina (2) sobrepasa un segundo valor crítico.
Patentes similares o relacionadas:
Procedimiento y máquina rectificadora para rectificar piezas de trabajo que presenten ranuras, del 21 de Agosto de 2019, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para rectificar piezas de trabajo que presenten unas ranuras con un perfilado de una muela abrasiva , configurado de forma correspondiente a la sección […]
Procedimiento y rectificadora cilíndrica para el rectificado cilíndrico sin centros, del 15 de Febrero de 2017, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para el rectificado cilíndrico sin centros de piezas de trabajo con un contorno rotacionalmente simétrico, en el que la pieza de trabajo […]
 Procedimiento para el accionamiento de un dispositivo de rectificado con cinta, del 20 de Enero de 2016, de Franke Water Systems AG: Procedimiento para el accionamiento de un dispositivo 10 de rectificado con cinta, con una máquina de rectificado con cinta con al menos una […]
Procedimiento para el accionamiento de un dispositivo de rectificado con cinta, del 20 de Enero de 2016, de Franke Water Systems AG: Procedimiento para el accionamiento de un dispositivo 10 de rectificado con cinta, con una máquina de rectificado con cinta con al menos una […]
 Procedimiento de rebordeado de una lente oftálmica, del 6 de Enero de 2016, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento de rebordeado de una lente oftálmica con la ayuda de un dispositivo de mecanización equipado con un medio de bloqueo […]
Procedimiento de rebordeado de una lente oftálmica, del 6 de Enero de 2016, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento de rebordeado de una lente oftálmica con la ayuda de un dispositivo de mecanización equipado con un medio de bloqueo […]
APARATO Y PROCEDIMIENTO PARA VERIFICAR EL PROCESO DE MECANIZADO DE UNA MAQUINA-HERRAMIENTA., del 16 de Noviembre de 2006, de MARPOSS SOCIETA PER AZIONI: Aparato para verificar el proceso de mecanizado de una máquina-herramienta con una bancada y un carro portaherramientas , que se […]
DISPOSITIVO DE MECANIZADO DE LENTES PARA GAFAS., del 16 de Abril de 2006, de NIDEK CO., LTD.: Un aparato de procesado de lentes de gafa para procesar una periferia de una lente de gafa (LE), incluyendo: un eje rotativo de lente (702L, 702R) […]
APARATO PARA PULIR LENTES DE GAFAS., del 16 de Junio de 2005, de NIDEK CO., LTD.: Un aparato para trabajar con muela lente de monóculo para trabajar con muela una periferia de una lente a ser procesada. El aparato incluye: […]
RECTIFICADORA PARA EL RECTIFICADO DE PIEZAS ENTRE PUNTOS, COMO TAMBIÉN PARA EL RECTIFICADO SIN PUNTOS ASÍ COMO A UN PROCEDIMIENTO DE RECTIFICADO, del 28 de Febrero de 2012, de TSCHUDIN, URS: Rectificadora para el rectificado de piezas entre puntos, como también para el rectificado sin puntos, con un accionamiento para una muela , […]