MÁQUINA PARA CONFORMAR GANCHOS Y PROCESO QUE EMPLEA DICHA MÁQUINA.
Proceso para conformar ganchos y máquina empleada en dicho proceso.
El proceso comprende una pluralidad de fases sucesivas en las que se parte del posicionamiento inicial de una preforma (P) que es sucesivamente primero doblada su punta, después conformado su cuello y finalmente retirado el utillaje (5) y la propia preforma (P) convertida en gancho (G) todo ello en un único proceso y empleando una misma máquina.
La máquina consta de una bancada (1) portadora de, al menos, un útil de conformado (5), un retenedor (2), un tope giratorio (6), una sufridera (3), un pisador (8) y un extractor (5a); yendo dicha bancada (1) provista de varios puntos de anclaje a la solera del foso (F) donde va instalada.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201230718.
Solicitante: Tecni-Hooks Group, S. L.
Nacionalidad solicitante: España.
Inventor/es: GARAYAR ELIZONDO,MARIANO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D53/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L).
Fragmento de la descripción:
MÁQUINA PARA CONFORMAR GANCHOS Y PROCESO QUE EMPLEA DICHA MÁQUINA.
OBJETO DE LA INVENCIÓN
El objeto del invento se refiere, en general, a una máquina para conformar 5 ganchos y al proceso para conformar ganchos empleando dicha máquina.
Mas en particular, el objeto del invento se refiere a:
− una máquina para conformar ganchos grandes o muy grandes de acero en caliente sencillos (según DIN-5401) o dobles (según DIN-15402) partiendo de preformas forjadas según características predeterminadas; y
− al proceso para conformar estos ganchos, empleando dicha máquina.
ANTECEDENTES DE LA INVENCIÓN
En el actual estado de la técnica la conformación de ganchos a partir de preformas forjadas requiere procesos complejos empleando diferentes máquinas que trabajan sucesivamente sobre la preforma en las diversas fases de la conformación.
Esta técnica resulta de ejecución particularmente compleja cuando se trata de conformar ganchos grandes (sencillos o dobles) .
DESCRIPCIÓN DE LA INVENCIÓN
La presente invención supera con ventaja el estado de la técnica conocido para fabricar ganchos grandes o muy grandes, ya que se emplea una única máquina en todo el proceso de conformación de estos ganchos a partir de preformas forjadas.
La máquina, de acuerdo con el invento, se caracteriza porque consta de una bancada provista de varios puntos de anclaje a la solera del foso donde va 25 instalada; en la cual bancada se disponen, al menos, un útil de conformado; un retenedor; un tope giratorio abatible; una sufridera abatible; un pisador y un extractor para retirar los útiles de conformado.
También se caracteriza porque el extractor para retirar los útiles de conformado está constituido por un motor-reductor eléctrico conectado a un doble husillo de 5 bolas que desplaza un carro guiado en el que está insertado el útil, para desplazarlo lateralmente y liberar el gancho conformado.
También se caracteriza porque dispone un extractor de cascarillas, constituido, en continuidad, por una cinta de transporte articulada situada en el fondo de la bancada, un elevador de cangilones y un cestón situado sobre la solera de la nave.
También se caracteriza porque dicha bancada está constituida por varios módulos de acero mecano-soldado, que reciben un tratamiento de estabilizado estructural.
También se caracteriza porque cada punto de anclaje va provisto de un sistema de regulación independiente para su perfecta nivelación e incorpora un dispositivo de bloqueo.
También se caracteriza porque la bancada sobresale respecto al suelo una distancia que es, como máximo, el 166% de la profundidad del foso donde va instalada.
También se caracteriza porque se dispone un encoder para controlar la oscilación del retenedor y predeterminar posiciones angulares del mismo, en función del gancho a fabricar. El cilindro o grupo de cilindros que hacen oscilar al retenedor disponen anti-retornos pilotados.
También se caracteriza porque el pisador va asistido por un cilindro hidráulico de doble efecto conectado a su camisa guiadora en cuyo extremo se fija una cabeza de doble curvatura para sujetar el extremo de la preforma contra el útil conformador.
El citado pisador gira sobre un doble rodamiento de rodillos oscilantes integrados en la bancada de la máquina; estando rígidamente unido a un doble sistema de cadena de mallas juntas, donde cada cadena tira un cilindro hidráulico de empuje que actúa sobre una rueda circular que aloja el sistema tensor de la cadena. El control del giro del pisador se realiza mediante un encoder conectado al sistema de mando.
El cuerpo del pisador forma sobre su eje un alojamiento donde se inserta el útil de conformado y su casquillo auxiliar de apoyo.
También se caracteriza porque el rodillo auxiliar de apoyo de la sufridera se abate debajo de la solera de la nave, quedando oculto durante las operaciones de carga/descarga. El giro del brazo sustentador del citado rodillo auxiliar de apoyo se realiza mediante la acción de dos cilindros hidráulicos de empuje unitario. El control del giro del citado brazo sustentador se realiza mediante un encoder conectado a su eje y al sistema de mando.
También se caracteriza porque el útil de conformado está rígidamente unido al cuerpo del pisador mediante chavetas almenadas; de modo que giran con él
durante las diferentes fases de conformado.
También se caracteriza porque se dispone un grupo hidráulico de media presión, que alimenta un cilindro o grupo de cilindros que se utilizan para realizar los movimientos de giro del retenedor, giro del pisador y giro del rodillo auxiliar de apoyo; y un grupo hidráulico de alta presión, que alimenta un cilindro o grupo de cilindros que se utilizan para el accionamiento del retenedor y del pisador.
A partir de esta configuración básica, particularidades adicionales pueden variar sin alterar por ello la esencia del invento. En particular, la máquina preconizada también se caracteriza porque:
- dispone una plataforma auxiliar metálica que cierra el espacio libre existente 25 entre el borde del foso y la propia máquina, para evitar accidentes;
- dispone un carenado fijo, rígidamente unido a la estructura general de la máquina en la zona del retenedor y en la parte que barre el pisador para disponer en él las protecciones necesarias que aseguren un funcionamiento con la máxima seguridad; y
- dispone una escalera para acceso al interior, con suelo antideslizante y protegida por barandillas homologadas.
El proceso de conformación, de acuerdo con el invento, comprende las fases de :
- bajar el tope y alimentar la preforma hasta que alcanza dicho tope; estando las posiciones del tope y la oscilación del retenedor controladas por respectivos cilindros o grupos de cilindros;
- pisar la preforma con el pisador, fijando su punta contra el utillaje;
- retirar el tope a su posición de partida, quedando asegurado el extremo de la 10 preforma contra el utillaje a la vez que se suelta y retira la pinza manipuladora;
- curvar la preforma por la acción de un mecanismo de giro compuesto, conectado mecánicamente al utillaje y al pisador formando todo ello un conjunto homogéneo que se mueve siempre al unísono;
- conformar el cuello de la preforma, con el posicionamiento angular del
retenedor, el retroceso del pisador y el desplazamiento de la sufridera hasta la posición predeterminada desde la que se incidirá sobre la preforma (P) para realizar el cuello del gancho; estando la sufridera controlada por un cilindro o grupo de cilindros;
- retroceder el retenedor y el pisador; así como retornar la sufridera a su posición 20 de reposo;
-realizar el posicionamiento horizontal de la espiga de la preforma, ya convertida en gancho, para poder volver a tomarlo mediante la pinza de manipulación;
- extracción lateral del utillaje empleando el correspondiente extractor; lo cual libera al gancho que queda sujeto por la pinza de manipulación; y
- extracción del gancho, y retorno de todos los componentes de la máquina curvadora a la posición inicial de partida.
Por ello, el contenido de la presente solicitud constituye un invento nuevo que implica actividad inventiva, y es susceptible de aplicación industrial.
Para comprender mejor el objeto de la presente invención, se representa en los planos una forma preferente de realización práctica, susceptible de cambios 5 accesorios que no desvirtúen su fundamento.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Las figuras 1 a 13 representan de forma esquemática las sucesivas fases del proceso para conformar ganchos grandes empleando la máquina de acuerdo con el invento, observándose en estas figuras primero la preforma (P) y luego el
gancho (G) junto con los diversos componentes de la máquina que se utilizan en cada fase.
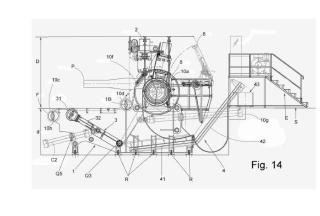
La figura 14 a 16 representan sendas vistas generales esquemáticas (respectivamente en alzado, planta y perfil) de la máquina de acuerdo con el invento, montada y en disposición operativa para conformar ganchos de acuerdo con el proceso de las figuras 1 a 13.
La figura 17a representa una vista general esquemática en alzado de un gancho (G) sencillo (según DIN-5401) obtenido de acuerdo con el proceso y empleando la máquina objeto del invento.
La figura 17b representa una vista general esquemática en alzado de la 20 preforma (P) de la que se parte para obtener el gancho de la figura anterior.
La figura 18a representa una vista general esquemática en alzado de un gancho (G) doble (según DIN-15402) obtenido de acuerdo con el proceso...
Reivindicaciones:
1. Máquina para conformar ganchos; en particular ganchos grandes de acero en caliente (sencillos o dobles) partiendo de preformas forjadas, caracterizada porque consta de una bancada (1) provista de varios puntos de anclaje (R) a la solera del foso (F) donde va instalada; en la cual bancada (1) se disponen, al menos:
a) un útil de conformado (5) , configurado como un cilindro sobre el que se enrolla la preforma (P) durante su deformación;
b) un retenedor (2) , constituido por un cuerpo (21) que se desliza guiado en una camisa (22) y dispone en su extremo de contacto con la preforma (P) un rodillo loco (23) ; yendo dicho retenedor (2) asistido por un cilindro o grupo de cilindros (C3) que aseguran la posición angular del conjunto respecto al utillaje o útil conformador (5) para absorber el vuelco de la preforma (P) durante la fase de conformado e incidir en la curvatura del vástago de los ganchos (G) ;
c) un tope giratorio (6) abatible, que se encarga de fijar el extremo de la preforma (P) contra el utillaje o útil conformador (5) ;
d) una sufridera (3) abatible, constituida por un rodillo loco (31) dispuesto en un brazo sustentador (32) y que soportará el empuje del cilindro (C2) durante el conformado de la raíz de los ganchos (G) ;
e) un pisador (8) , constituido por un cuerpo (81) que se desliza guiado en una carcasa (82) y dispone en su extremo de contacto con la preforma (P) una cabeza (83) con forma de silla de montar invertida; y
f) un extractor (5a) para retirar los útiles de conformado (5) .
2. Máquina, según reivindicación 1, caracterizada porque el extractor (5a) para retirar los útiles de conformado (5) está constituido por un motor-reductor eléctrico (51) conectado a un doble husillo (52) de bolas que desplaza un carro guiado (53) en el que está insertado el útil (5) , para desplazarlo lateralmente y liberar el gancho conformado (G) .
3. Máquina, según reivindicación 1, caracterizada porque dispone un extractor de cascarillas (4) , constituido, en continuidad, por una cinta de transporte articulada (41) situada en el fondo de la bancada (1) , un elevador de cangilones (42) y un cestón (43) situado sobre la solera de la nave.
4. Máquina, según reivindicación 1, caracterizada porque dicha bancada (1) está constituida por varios módulos de acero mecano-soldado que reciben un tratamiento de estabilizado estructural.
5. Máquina, según reivindicación 1, caracterizada porque cada punto de anclaje (R) va provisto de un sistema de regulación (R1) independiente para su perfecta nivelación; incluyendo cada sistema de regulación (R1) un juego de tuerca/contratuerca (R11) en correspondiente espárrago roscado (R12) .
6. Máquina, según reivindicación 5, caracterizada porque cada punto de anclaje (R) incorpora un dispositivo de bloqueo (R2) ; incluyendo cada dispositivo de bloqueo (R2) un juego de tuerca/contratuerca (R21) en correspondiente 15 espárrago roscado (R22) .
7. Máquina, según reivindicación 1, caracterizada porque la bancada (1) sobresale respecto al suelo (S) una distancia (D) que es, como máximo, el 166% de la profundidad (d) del foso (F) donde va instalada: D< =166d/100
8. Máquina, según reivindicación 1, caracterizada porque se dispone un encoder para controlar la oscilación del retenedor (2) y predeterminar posiciones angulares del mismo, en función del gancho (G) a fabricar.
9. Máquina, según reivindicación 1, caracterizada porque el cilindro o grupo de cilindros (C3) que hacen oscilar al retenedor (2) disponen anti-retornos pilotados.
10. Máquina, según reivindicación 1, caracterizada porque el citado pisador (8)
va asistido por un cilindro hidráulico de doble efecto conectado a su camisa guiadora (82) en cuyo extremo se fija una cabeza (83) de doble curvatura para sujetar el extremo de la preforma (P) contra el útil conformador (5) .
11. Máquina, según reivindicación 10, caracterizada porque el citado pisador (8) gira sobre un doble rodamiento de rodillos oscilantes (9) integrados en la bancada (1) de la máquina; estando rígidamente unido a un doble sistema de cadena de mallas juntas, donde cada cadena tira un cilindro hidráulico de empuje que actúa sobre una rueda circular que aloja el sistema tensor de la cadena.
12. Máquina, según una de las reivindicaciones 10 ó 11, caracterizada porque el cuerpo del citado pisador (8) forma sobre su eje un alojamiento donde se inserta el útil de conformado (5) y su casquillo auxiliar de apoyo (54) .
13. Máquina, según una de las reivindicaciones 10 a 12, caracterizada porque el control del giro del pisador (8) se realiza mediante un encoder conectado al
sistema de mando 14. Máquina, según reivindicación 1, caracterizada porque el citado rodillo auxiliar de apoyo (31) se abate debajo de la solera (S) de la nave, quedando oculto durante las operaciones de carga/descarga.
15. Máquina, según reivindicación 14, caracterizada porque el giro del brazo sustentador (32) del rodillo auxiliar de apoyo (31) se realiza mediante la acción de dos cilindros hidráulicos (C2) de empuje unitario.
16. Máquina, según una de las reivindicaciones 14 ó 15, caracterizada porque el control del citado giro del brazo sustentador (32) se realiza mediante un encoder conectado a su eje y al sistema de mando.
17. Máquina, según reivindicación 1, caracterizada porque los útiles de conformado (5) están rígidamente unidos al cuerpo del pisador (8) mediante chavetas almenadas (55) ; de modo que giran con ella durante las diferentes fases de conformado.
18. Máquina, según una de las reivindicaciones 1 a 17, caracterizada porque se dispone una plataforma auxiliar () metálica que cierra el espacio libre existente entre el borde del foso (F) y la propia máquina, para evitar accidentes.
19. Máquina, según una de las reivindicaciones 1 a 18, caracterizada porque se dispone un carenado fijo, rígidamente unido a la estructura general de la máquina en la zona del retenedor (2) y en la parte que barre el pisador (8) para disponer en él las protecciones necesarias que aseguren un funcionamiento con la máxima seguridad.
20. Máquina, según una de las reivindicaciones 1 a 19, caracterizada porque se dispone una escalera (E) para acceso al interior, con suelo antideslizante y 5 protegida por barandillas homologadas.
21. Máquina, según una de las reivindicaciones 1 a 20, caracterizada porque se disponen:
- un grupo hidráulico de media presión (1-22) , que se utiliza para realizar los
movimientos de giro del retenedor (2) , giro del pisador (8) y giro del rodillo 10 auxiliar de apoyo (31) .
- un grupo hidráulico de alta presión (1-23) , que se utiliza para el accionamiento del retenedor (2) y del pisador (8) .
22. Proceso para conformar ganchos, que emplea la máquina de las reivindicaciones anteriores; caracterizado porque, a partir de una posición inicial
de partida, comprende las fases de:
a) bajar el tope (6) y alimentar la preforma (P) hasta que alcanza dicho tope (6) ; estando las posiciones del tope (6) controladas por un cilindro o grupo de cilindros (C1) ; y estando la oscilación del retenedor (2) controlada por un cilindro o grupo de cilindros (C3) ;
b) pisar la preforma (P) con el pisador (8) , fijando la punta de la preforma (P) contra el utillaje (5) ;
c) retirar el tope (6) a su posición de partida, quedando asegurado el extremo de la preforma (P) contra el utillaje (5) a la vez que se suelta la pinza manipuladora (7) y se retira junto con la carretilla manipuladora de servicio;
d) curvar la preforma (P) por la acción de un mecanismo de giro compuesto por dos coronas (10a) situadas cada una a un costado de la máquina curvadora y fijadas a un sistema de arrastre que las conecta mecánicamente al utillaje (5) y al pisador (8) formando todo ello un conjunto homogéneo que se mueve siempre al unísono;
e) conformar el cuello de la preforma (P) , con el posicionamiento angular del retenedor (8) , el retroceso del pisador (2) que libera la presión sobre la punta de la preforma (P) y el desplazamiento de la sufridera (3) hasta la posición predeterminada (-e) desde la que se incidirá sobre la preforma (P) para realizar el cuello del gancho; estando la sufridera (3) controlada por un cilindro o grupo de cilindros (C2) ;
f) retroceder el retenedor (2) y el pisador (8) ; así como retornar la sufridera (3) a 10 su posición de reposo (-d) finaliza la conformación del cuello del gancho;
g) realizar el posicionamiento horizontal de la espiga del gancho (G) , para poder volver a tomar la preforma, ya convertida en gancho (G) , mediante la pinza de manipulación (7) ;
h) extracción lateral del utillaje (5) empleando el extractor (5a) ; lo cual libera al 15 gancho (G) que queda sujeto por la pinza de manipulación (7) , y
i) extracción del gancho (G) de la máquina curvadora y retorno de todos los componentes a la posición inicial de partida.
Patentes similares o relacionadas:
Ensamblador de jeringa y método de uso, del 6 de Noviembre de 2019, de Fisher Clinical Services GmbH: Un método para ensamblar una jeringa, el método comprende: soportar un cuerpo cilíndrico de la jeringa que limita con un compartimiento que se extiende […]
Método para ensamblar y sellar un instrumento quirúrgico eléctrico reutilizable, del 13 de Septiembre de 2017, de Covidien LP (100.0%): Un método para ensamblar y sellar un instrumento quirúrgico eléctrico reutilizable, que comprende: proporcionar al menos dos carcasas de cuerpo de un instrumento, […]
 PROCEDIMIENTO PARA CONFORMAR PICOS EN PIEZAS EMBUTIDAS DE CHAPA, del 9 de Abril de 2014, de SEAT, S.A.: Procedimiento para conformar picos en piezas embutidas de chapa, que comprende someter la chapa de partida a una operación de embutición parcial, proceder […]
PROCEDIMIENTO PARA CONFORMAR PICOS EN PIEZAS EMBUTIDAS DE CHAPA, del 9 de Abril de 2014, de SEAT, S.A.: Procedimiento para conformar picos en piezas embutidas de chapa, que comprende someter la chapa de partida a una operación de embutición parcial, proceder […]
MEZCLADOR ESTÁTICO, PROCEDIMIENTO PARA SU FABRICACIÓN Y DISPOSICIÓN MEZCLADORA, del 9 de Febrero de 2012, de PRESSWERK STRUTHÜTTEN GMBH: Mezclador estático para mezclar al menos una corriente de fluido a través de una sección transversal de circulación en un tramo de tubo […]
APARATO DE CONTROL POR MICROPROCESADOR Y PROCEDIMIENTO DE FORMACION DE PANELES DE CONSTRUCCION METALICOS., del 16 de Mayo de 2002, de M.I.C. INDUSTRIES, INC.: APARATO CONTROLADO MEDIANTE MICROPROCESADOR Y METODO PARA PROCESAR UN MATERIAL LAMINAR Y OBTENER PANELES DE CONSTRUCCION (P) PARA SU ENSAMBLAJE […]
REMACHE TUBULAR PARA LA FIJACION A UN RECIPIENTE METALICO MEDIANTE SOLDADURA POR PROTUBERANCIAS Y PROCEDIMIENTO PARA LA FABRICACION DE TAL REMACHE TUBULAR., del , de NEUE MASCHINENFABRIK GMBH: REMACHE HUECO PARA FIJAR EN UN RECIPIENTE METALICO MEDIANTE SOLDADURA POR PROTUBERANCIAS, CON UN VASTAGO TUBULAR QUE PRESENTA UNA BRIDA EN UNO DE SUS […]
DISPOSICION PARA UN MECANIZADO SIN ARRANQUE DE VIRUTAS, del 1 de Marzo de 1996, de FELSNER, FRANZ: DISPOSITIVO PARA EL MECANIZADO SIN ARRANQUE DE VIRUTA, EN ESPECIAL PARA EL ESTAMPADO, CURVADO, ESTIRADO, EMBUTIDO, TRONZADO DE MATERIALES O PIEZAS EN FORMA DE PERFILES, […]
RODILLO DE PINTAR CON NÚCLEO INTEGRADO Y CUBIERTA Y MÉTODO PARA LA PRODUCCIÓN DEL MISMO, del 1 de Julio de 2011, de SEKAR, CHANDRA: Un método para fabricar un rodillo de pintar continuo y estratificado con múltiples tiras, que comprende las etapas de: suministrar una primera tira de material termoplástico […]