Lámina, procedimiento para el montaje de una lámina, molde de fundición por inyección y procedimiento para la fabricación de un componente de una lámina.
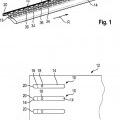
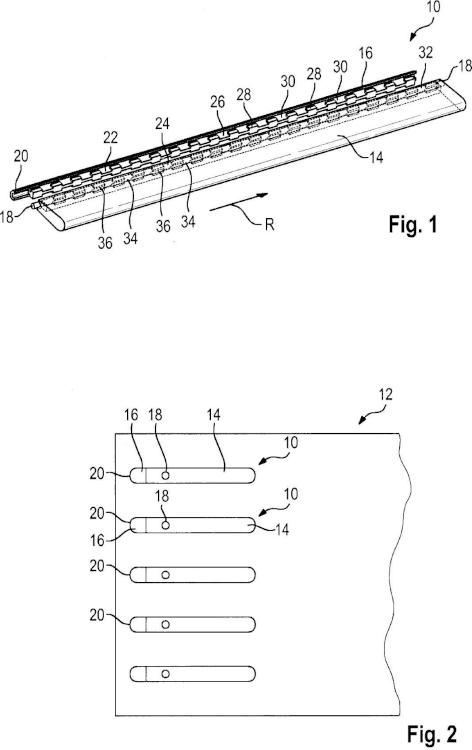
Lámina (10), en particular para un difusor de salida de aire (12) en un vehículo,
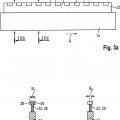
con un cuerpo de base (14) y con una pieza suplementaria (16), que están colocadas adyacentes entre sí por medio de una unión mecánica, caracterizada porque la unión mecánica contiene al menos un elemento de retención (22) en uno de los dos componentes cuerpo de base (14) y pieza suplementaria (16) y al menos un alojamiento (24) para el elemento de retención (22) en el otro de los dos componentes, de manera que el alojamiento (24) presenta al menos una sección de entrada (34), en la que se puede insertar el elemento de retención (22) en una dirección de inserción (E), y al menos una sección de retención (36) que se conecta en ella, en la que se puede fijar el elemento de retención (22), de manera que la sección de retención se conecta esencialmente perpendicular a la dirección de inserción (E) en la sección de entrada.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E13195400.
Solicitante: TRW AUTOMOTIVE ELECTRONICS & COMPONENTS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: INDUSTRIESTRASSE 2-8 78315 RADOLFZELL ALEMANIA.
Inventor/es: DEMERATH, MICHAEL, LAUHOFF, DIRK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D53/88 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de vehículos, p. ej. capós guardabarros.
- B29C45/00 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B60H1/34 B […] › B60 VEHICULOS EN GENERAL. › B60H DISPOSICIONES DE DISPOSITIVOS DE CALEFACCION, REFRIGERACION, VENTILACION O DE OTROS TRATAMIENTOS DEL AIRE, ESPECIALMENTE ADAPTADAS PARA ESPACIOS DE VEHICULOS DESTINADOS A PASAJEROS O MERCANCIAS. › B60H 1/00 Dispositivos de calefacción, refrigeración o ventilación (dispositivos de calefacción, refrigeración o ventilación que efectúan otro tratamiento del aire, en la medida que el otro tratamiento es más importante B60H 3/00; ventilación obtenida únicamente por abrir ventanas, puertas, partes del techo o similares, B60J; dispositivos de calefacción o ventilación para asientos de vehículos B60N 2/56; dispositivos de limpieza de ventanas o parabrisas que emplean aire, p. ej. aparatos para quitar el hielo B60S 1/54). › Boquillas; Difusores de aire.
PDF original: ES-2543448_T3.pdf
Fragmento de la descripción:
Lámina, procedimiento para el montaje de una lámina, molde de fundición por inyección y procedimiento para la fabricación de un componente de una lámina
La invención se refiere a una lámina, en particular para un difusor de salida de aire en un vehículo, con un cuerpo de base y una pieza suplementaria, que están colocados adyacentes entre sí por medio de una unión mecánica, así como a un procedimiento para el montaje de una lámina de este tipo. Por otra parte, la invención se refiere a un molde de fundición por inyección para la fundición por inyección así como a un procedimiento para la fabricación de un componente para una lámina.
Para prestar a las difusores de salida de aire en vehículos una apariencia de alta calidad, se proveen con frecuencia los cantos delanteros de las láminas del difusor de salida de aire con frecuencia con un recubrimiento, por ejemplo un cromado. Pero un recubrimiento parcial de láminas de una sola pieza está unido con un gasto de fabricación muy alto.
Por este motivo, se componen láminas para difusores de salida de aire en vehículos con frecuencia a partir de dos componentes. Un primer componente forma el cuerpo de base de la lámina, que representa la parte trasera, predominantemente no visible de la lámina y se puede fabricar de un material favorable. En este cuerpo de base se monta como segundo componente una pieza suplementaria, que forma la parte delantera visible de la lámina. Esta pieza suplementaria puede presentar, por ejemplo, un cromado u otro recubrimiento superficial, que es adecuado para prestar a la lámina una apariencia de alta calidad.
La estructura de dos piezas tiene la ventaja de que solamente debe recubrirse la pieza de montaje con una superficie mucho más reducida y no toda la lámina. La pieza de montaje se puede recubrir totalmente en virtud de la superficie más reducida, de manera que no es necesario un gasto de trabajo adicional a través de un recubrimiento parcial del componente.
A partir del estado de la técnica se conocen láminas de dos piezas, en la que la pieza de montaje de fija con una conexión de clip en el cuerpo de base. Una lámina de este tipo se muestra, por ejemplo, en el documento EP 1 655 160 A2. Esto ofrece una posibilidad rápida y sencilla de fijar los componentes de las láminas entre sí. Pero tales uniones de clip se pueden desprender en el caso de cargas extremas. Además, una sustitución de la pieza de montaje, por ejemplo para modificar la apariencia de la lámina o bien del difusor de salida de aire, es muy costosa.
El cometido de la invención es preparar una lámina para un difusor de salida de aire, que garantiza una retención segura de la pieza de montaje y posibilita un montaje y desmontaje sencillos de la pieza de montaje. El cometido de la invención es, por lo demás, preparar un procedimiento para el montaje de una lámina de este tipo. Además, el cometido de la invención es preparar un molde de fundición por inyección para la fundición por inyección de un componente de una lámina de este tipo así como un procedimiento para la fabricación de este componente.
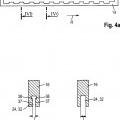
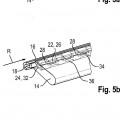
Para la solución del cometido está prevista una lámina, en particular para un difusor de salida de aire en un vehículo, con un cuerpo de base y con una pieza suplementaria, que están colocadas adyacentes entre sí por medio de una unión mecánica. De acuerdo con la invención, la unión mecánica contiene al menos un elemento de retención en uno de los dos componentes cuerpo de base y pieza suplementaria y al menos un alojamiento para el elemento de retención en el otro de los dos componentes, de manera que el alojamiento presenta al menos una sección de entrada, en la que se puede insertar el elemento de retención en una dirección de inserción, y al menos una sección de retención que se conecta en ella, en la que se puede fijar el elemento de retención, de manera que la sección de retención se conecta esencialmente perpendicular a la dirección de inserción (E) en la sección de entrada. El componente, en el que está previsto el elemento de retención, se apoya con el elemento de retención en el segundo componente de tal manera que el elemento de retención penetra en la sección de entrada del alojamiento del segundo componente. A continuación se desplaza el primer componente con relación al segundo componente de tal manera que el elemento de retención se inserta en la sección de retención, desde la que no se puede extraer ya el elemento de retención, con lo que los componentes están fijadazo entre sí con seguridad. Es posible una sustitución del primer componente o bien del segundo componente desplazando el elemento de retención de nuevo en la sección de entrada, desde la que se puede extraer. La sección de retención puede estar estrechada, por ejemplo frente a la sección de entrada de tal forma que el elemento de retención se enclava o bien se enchaveta en la sección de retención.
El elemento de retención puede presentar también al menos una pieza de retención espaciadora y en la sección de retención puede estar previsto un receso, detrás el cual puede encajar la pieza de retención. El receso está configurado con preferencia de tal forma que la pieza de retención engancha detrás de éste en contra de la dirección de inserción y la pieza de retención o bien el elemento de retención están fijados con seguridad en el alojamiento y no se pueden extraer.
El elemento de retención y el alojamiento funcionan en cierto modo de acuerdo con el principio de un cierre de bayoneta, de manea que es posible un montaje reversible de los dos componentes y se puede establecer una unión
fácilmente desprendible, pero muy estable entre el cuerpo de base y la pieza suplementaria.
Con preferencia, la sección de retención está dispuesta lateralmente junto a la sección de entrada. El montaje del cuerpo de base y de la pieza suplementaria se puede realizar, por ejemplo, de tal forma que éstos se colocan adyacentes entre sí con superficies de apoyo correspondientes y a continuación se desplaza el componente con el elemento de retención lateralmente, de manera que la superficie de apoyo sirve en cierto modo como superficies de deslizamiento. Puesto que solamente se realiza un desplazamiento lateral, no se modifica la distancia de los componentes entre sí durante el proceso de montaje, de manera que los componentes se pueden fabricar de tal forma que la lámina en el estado montado no presenta intersticios o ranuras entre los componentes.
El elemento de retención pude ser, por ejemplo, una nervadura sobresaliente, que se extiende en la dirección longitudinal del componente, en la que están previstas varias piezas de retención especialmente distribuidas de una manera uniforme. El alojamiento puede ser, por ejemplo, una ranura que se extiende en la dirección longitudinal, que presenta varias secciones de entrada y secciones de retención distribuidas especialmente de manera uniforme, de modo que la distancias de las secciones de entrada corresponde a la distancia de las piezas de retención. La nervadura sobresaliente con las piezas de retención previstas en ella, de manera que las piezas de retención, respectivamente, se pueden insertar en secciones de entrada. A continuación se desplaza el elemento de retención en la dirección longitudinal de la nervadura o bien del componente de tal manera que las piezas de retención encajan detrás de los recesos de las secciones de retención. La nervadura o bien la ranura se extiende con preferencia aproximadamente sobre toda la longitud del componente, de manera que sobre toda la longitud del componente se establece una conexión por unión positiva entre el cuerpo de base y la pieza suplementaria y la pieza suplementaria está retenida con seguridad en el cuerpo de base. La ranura forma, por ejemplo, una abertura continua para todas las secciones de entrada y secciones de retención.
Las piezas de retención se pueden distanciar lateralmente y/o en una dirección de inserción desde el elemento de retención. Éstas se pueden distanciar, por lo tanto, en función de la ranura o bien de la dirección de retención, en la que se desplaza el elemento de retención desde la sección de entrada hasta la sección de retención, desde el elemento de retención. Las piezas de retención pueden estar configuradas, por ejemplo, en forma de gancho. Pero también es concebible que éstas formen una cabeza, que presenta una sección transversal mayor, que puede encajar detrás de los recesos de las secciones de retención.
Por ejemplo, también es posible que las piezas de retención vecinas se distancien hacia lados diferentes desde el elemento de retención.
Para poder insertar las piezas de retención más fácilmente en las secciones de... [Seguir leyendo]
Reivindicaciones:
1.- Lámina (10), en particular para un difusor de salida de aire (12) en un vehículo, con un cuerpo de base (14) y con una pieza suplementaria (16), que están colocadas adyacentes entre sí por medio de una unión mecánica, caracterizada porque la unión mecánica contiene al menos un elemento de retención (22) en uno de los dos componentes cuerpo de base (14) y pieza suplementaria (16) y al menos un alojamiento (24) para el elemento de retención (22) en el otro de los dos componentes, de manera que el alojamiento (24) presenta al menos una sección de entrada (34), en la que se puede insertar el elemento de retención (22) en una dirección de inserción (E), y al menos una sección de retención (36) que se conecta en ella, en la que se puede fijar el elemento de retención (22), de manera que la sección de retención se conecta esencialmente perpendicular a la dirección de inserción (E) en la sección de entrada.
2.- Lámina de acuerdo con la reivindicación 1, caracterizada porque el elemento de retención (22) presenta al menos una pieza de retención (28) espaciadora y en la sección de retención (36) está previsto al menos un receso (38), detrás del cual puede encajar la pieza de retención (28).
3.- Lámina de acuerdo con la reivindicación 1 ó 2, caracterizada porque la sección de retención (36) está dispuesta lateralmente junto a la sección de entrada (34).
4 - Lámina de acuerdo con la reivindicación 3, caracterizada porque el elemento de retención (22) es una nervadura (26) en proyección, que se extiende en la dirección longitudinal (R) el componente, en la que están previstas varias piezas de retención (28) especialmente distribuidas de una manera uniforme, y el alojamiento (24) es una ranura (32) que se extiende en dirección longitudinal (R), que presenta varias secciones de entrada (34) y secciones de retención (36) distribuidas especialmente de una manera uniforme, de manera que la distancia de las secciones de entrada (34) corresponden a la distancia de las piezas de retención (28).
- Lámina de acuerdo con la reivindicación 3 ó 4, caracterizada porque las piezas de retención (28) se distancian lateralmente y/o en la dirección de inserción (E) desde el elemento de retención (22).
6 - Lámina de acuerdo con una de las reivindicaciones 3 a 5, caracterizada porque las piezas de retención vecinas (28) se distancian hacia lados diferentes desde el elemento de retención (22).
7.- Lámina de acuerdo con una de las reivindicaciones 3 a 6, caracterizada porque las piezas de retención (28) presentan un chaflán de entrada (43) y/o una pestaña de retención.
8.- Lámina de acuerdo con una de las reivindicaciones 3 a 7, caracterizada porque la sección de entrada (34) así como la sección de retención (36) presentan esencialmente una abertura rectangular y/o la pieza de retención (28) presenta una sección transversal esencialmente rectangular, que corresponde esencialmente a la sección de entrada (34).
9.- Lámina de acuerdo con una de las reivindicaciones 2 a 6, caracterizada porque la anchura de la sección de entrada (34) es mayor o del mismo tamaño que la anchura de la pieza de retención (28).
10.- Lámina de acuerdo con una de las reivindicaciones anteriores, caracterizada porque en el elemento de retención (22) está previsto un elemento de retén, que se puede amarrar en el alojamiento (24), en particular en la sección de retención (36).
11.- Lámina de acuerdo con una de las reivindicaciones anteriores, caracterizada porque el cuerpo de base (14) y/o la pieza suplementaria (16) están constituidas de plástico, en particular en el procedimiento de fundición por inyección, y la pieza suplementaria (16) presenta un recubrimiento superficial, en particular un cromado.
12.- Procedimiento para el montaje de una lámina (10) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el elemento de retención (22) es Insertado en una dirección de inserción (E) en la sección de entrada (34) y a continuación es desplazado en una dirección de retención esencialmente perpendicular a ella, de manera que el elemento de retención (22) llega a la sección de retención (36).
13.- Procedimiento de acuerdo con la reivindicación 12, caracterizado porque la dirección de retención (R) se extiende esencialmente en la dirección longitudinal (R) del cuerpo de base (14) y/o de la pieza suplementaria (16).
14.- Molde de fundición por Inyección para la fundición por Inyección de uno de los componentes cuerpo de base (14) y pieza suplementaria (18) de la lámina de acuerdo con una de las reivindicaciones 1 a 11, que presenta un alojamiento (24), con al menos una pieza moldeada (48) y al menos una corredera (54), en el que la corredera (54) es desplazable entre una posición de inyección, en la que la corredera (54) junto con la pieza moldeada (48) deja libre el alojamiento (24) y una posición de desmoldeo, en la que la pieza moldeada (48) presenta la forma del elemento de retención (22) y deja libre al menos las secciones de retención (36), y la corredera (54) está configurada de tal forma que ésta sola o en combinación con la pieza moldeada (48) dejan libres las zonas de entrada (34), de manera que la corredera (54) es móvil en contra de la dirección de inserción (E) esencialmente perpendicular a la
dirección longitudinal (R) del componente, en particular fuera del componente, desde la posición de Inyección hasta la posición de desmoldeo.
15. Molde de fundición por Inyección de acuerdo con la reivindicación 14, caracterizado porque la pieza moldeada (48) está configurada como segunda corredera y es móvil entre una posición de inyección, en la que la pieza
moldeada (48) deja libre al menos las secciones de retención (36), y una posición de desmoldeo, en la que la pieza moldeada (48) encaja en las secciones de entrada (34).
16.- Molde de fundición por Inyección de acuerdo con la reivindicación 14 ó 15, caracterizado porque la pieza moldeada (48) presenta una sección transversal constante, que corresponde a la forma del elemento de retención (22) y/o a la sección transversal de la pieza de retención (28).
17.- Procedimiento para la fabricación de un componente para una lámina (10) de acuerdo con una de las
reivindicaciones 1 a 11, que presenta un alojamiento (24), con un molde de fundición por Inyección (44) de acuerdo con una de las reivindicaciones 14 a 16, con las siguientes etapas:
se desplaza la corredera (54) a la posición de inyección, en la que la corredera junto con la pieza moldeada (48) deja libre el alojamiento (24),
- se llena el molde de fundición por Inyección (44) con plástico,
después del endurecimiento del plástico se desplaza la corredera (54), en una primera etapa de desmoldeo, a la posición de desmoldeo, en la que se liberan las secciones de entrada (34),
a continuación se desplaza la pieza moldeada (48) o el componente en la dirección longitudinal (R), de tal manera que se inserta la pieza moldeada (48) en las secciones de entrada (34) y se extrae la pieza moldeada (48) en contra 20 de la dirección de inserción (E) fuera del alojamiento (24).
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende: del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]
Aditivo para prevenir la separación de fases de aditivo de perfil bajo en composiciones de poliéster termoendurecido insaturado, del 8 de Abril de 2020, de LUBRIZOL ADVANCED MATERIALS, INC.: Una composición de moldeo de resina insaturada que comprende (a) un aditivo para evitar la separación de fases; (b) un polímero polimerizado […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]