Horno para la fabricación de un producto de lana mineral.
Horno (12) de cocción de un aglutinante termoendurecible presente en una manta (11) de fibras minerales,
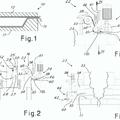
que comprende una serie de cajones (21-27) atravesados sucesivamente por la citada manta de fibras, siendo la citada manta comprimida y transportada a través de los citados cajones por transportadores superiores (13) e inferiores (14) permeables a los gases, presentando cada cajón según la dirección de desplazamiento (50) de la manta una longitud L y comprendiendo además medios de introducción (28) de un flujo de aire caliente, dispuestos por debajo o por encima de la citada manta de fibra y medios de evacuación (29) del aire después del paso a través de la manta, de tal modo que el aglutinante sea llevado progresivamente a una temperatura superior a su temperatura de endurecimiento, estando caracterizado el citado horno por que comprende al menos un cajón (30) en el interior del cual los citados medios de introducción (28) de aire caliente comprenden llegadas de aire que desembocan en parte en aberturas (31a, 31b) practicadas en un primer lado lateral (33) del citado cajón y en parte en aberturas practicadas en el lado opuesto (34) del citado cajón.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2012/053004.
Solicitante: SAINT-GOBAIN ISOVER.
Nacionalidad solicitante: Francia.
Dirección: Les Miroirs 18 Avenue d'Alsace 92400 Courbevoie FRANCIA.
Inventor/es: CELLE,PIERRE, BAUDOUIN,BERNARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C35/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 35/00 Calentamiento, enfriamiento o endurecimiento, p. ej. reticulación, vulcanización; Aparatos a este efecto (moldes con medios de calentamiento o de enfriamiento incorporados B29C 33/02; dispositivos para el endurecimiento de prótesis dentales de materia plástica A61C 13/14; antes del moldeo B29B 13/00). › para fabricar objetos de longitud indefinida.
- B29C67/24 B29C […] › B29C 67/00 Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00. › caracterizadas por la elección de material.
- F26B13/10 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F26 SECADO. › F26B SECADO DE MATERIALES SOLIDOS O DE OBJETOS POR ELIMINACION DEL LIQUIDO QUE CONTIENEN (dispositivos de secado para cosechadoras-trilladoras A01D 41/133; rejillas para el secado de frutas o vegetales A01F 25/12; secado de productos alimenticios A23; secado de cabellos A45D 20/00; artículos para el secado del cuerpo A47K 10/00; secado de artículos domésticos A47L; secado de gases o vapores B01D; procedimientos físicos o químicos para la eliminación del agua o cualquier otra forma de separar los líquidos de los sólidos B01D 43/00; aparatos centrifugadores B04; secado de cerámica C04B 33/30; secado de hilos o tejidos textiles en combinación con cualquier otra forma de tratamiento D06C; soportes de secado para lavandería sin calefacción ni circulación de aire efectiva, secadores centrífugos domésticos o similares, escurrido o prensado en caliente de la colada D06F; hornos F27). › F26B 13/00 Máquinas o aparatos con movimiento progresivo, para el secado de tejidos, fibras, hilos u otros materiales de gran longitud. › Disposiciones para la alimentación, el calentamiento o el soporte de los materiales; Control del movimiento, la tensión o la posición de los materiales (procesos de calentamiento F26B 3/00).
- F27B9/10 F […] › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 9/00 Hornos en los cuales la carga se desplaza mecánicamente, p. ej. de tipo túnel (F27B 7/14 tiene prioridad ); Hornos similares en los cuales la carga se desplaza por gravedad. › calentados por aire caliente o gas caliente.
- F27B9/24 F27B 9/00 […] › sobre un transportador.
PDF original: ES-2475202_T3.pdf
Fragmento de la descripción:
Horno para la fabricaciïn de un producto de lana mineral
La invenciïn se refiere al ïmbito de los productos tales como paneles, rodillos o carcasas a base se fibras mineralesdel tipo de fibras de vidrio o fibras de roca, especialmente de fibras de vidrio. ïsta se aplica de modo muy particular 5 a la fabricaciïn de productos de aislamiento acïstico y/o tïrmico en particular para edificios. De modo mïs preciso, la presente invenciïn se refiere a los hornos para la obtenciïn de tales productos.
Los productos de aislamiento comercializados actualmente estïn constituidos por una manta de fibras minerales, tales como fibras de vidrio ligadas entre sï por un aglutinante orgïnico.
La fabricaciïn de tales mantas de fibras aislantes comprende en primer lugar el fibrado y el depïsito de fibras sobre un mecanismo de transporte o transportador mïvil perforado. La aglomeraciïn de fibras formada es inmovilizada en el transportador con la ayuda de cajones de aspiraciïn dispuestos debajo del transportador sobre el cual ïstas quedan depositadas. Durante el fibrado, se pulveriza sobre las fibras estiradas un aglutinante en estado de soluciïn o suspensiïn en un lïquido volïtil tal como el agua, teniendo este aglutinante propiedades de adhesividad y
comprendiendo habitualmente un material endurecible en caliente, como una resina termoendurecible, 15 generalmente, hasta hace poco tiempo, una resina fenol/formaldehïdo.
La capa primaria de fibras relativamente sueltas sobre el transportador colector es transferida a continuaciïn a un dispositivo de calentamiento denominado comïnmente en el ïmbito en cuestiïn horno de reticulaciïn. La manta de fibra atraviesa el horno en toda su longitud, gracias a transportadores perforados suplementarios. Estos son generalmente dos transportadores sin fin uno enfrente del otro y espaciados una distancia ajustada para delimitar el
espesor de la manta que se forma. Por otra parte, cada ramal de los transportadores estï constituido por placas constituidas por rejillas articuladas entre sï y perforadas para ser permeables al aire y a los otros gases resultantes del calentamiento de la manta. Una manta de este tipo presenta, asï, una densidad mïs o menos importante en funciïn del grado de la compresiïn ejercida por los dos transportadores en el interior del horno.
Durante su paso a travïs del horno, la manta es secada y sometida a un tratamiento tïrmico especïfico que provoca el endurecimiento del aglutinante presente en la superficie de las fibras. Este endurecimiento provoca igualmente la reticulaciïn de las fibras una con otra segïn una estructura tridimensional (es decir, un enlace a travïs del aglutinante termoendurecido en los puntos de contacto entre las fibras) y asï la estabilizaciïn y la elasticidad de la manta con el espesor deseado, ya sea bajo el efecto de una flexiïn o de una compresiïn.
El modo operatorio utilizado para provocar el endurecimiento del aglutinante consiste en hacer pasar aire caliente por el interior de la manta, de tal modo que el aglutinante presente en todo el espesor de la manta sea llevado progresivamente a una temperatura superior a su temperatura de endurecimiento. A tal fin, el horno de reticulaciïn estï compuesto por un recinto que constituye una cïmara cerrada en el interior de la cual estïn dispuestos una serie de cajones alimentados por quemadores de aire caliente puestos en circulaciïn por ventiladores. Cada cajïn define asï una zona independiente de calentamiento, en la cual son reguladas condiciones especïficas de calentamiento.
Los cajones estïn separados por paredes que presentan aberturas para la manta y los transportadores superiores e inferiores. La utilizaciïn de una pluralidad de cajones permite asï una elevaciïn graduada de la temperatura de la manta a todo lo largo de su paso a travïs del horno y evita asï la apariciïn de puntos calientes debidos a un calentamiento localmente demasiado importante o alternativamente a la presencia en el seno de la manta de zonas en las cuales el aglutinante no hubiera sido completamente termoendurecido. De esta manera, un horno utilizado en el procedimiento de fabricaciïn de lana mineral comprende generalmente una multitud de cajones (por ejemplo entre 3 y 10) , asï como medios conocidos que permiten establecer condiciones tïrmicas variables en el seno de cada cajïn. Es posible entonces regular la subida de temperatura de la manta en la sucesiïn de etapas de cocciïn, en la trayectoria de la manta en el interior del horno. Ejemplos de tales hornos estïn descritos especialmente en las publicaciones EP 000111A1, EP619465A1 o tambiïn WO2008/119778, a las cuales se remitirï para mïs 45 precisiones. En un horno de reticulaciïn clïsico, tal como el ilustrado en la figura 2 de la solicitud EP 000111 o en las figuras 23 y 5 de la solicitud EP 619465, los medios de introducciïn de aire caliente estïn dispuestos en un mismo y solo lado de los cajones, haciïndose la evacuaciïn de los gases despuïs del paso a travïs de la manta en el mismo lado del citado cajïn. Un modo de realizaciïn alternativo consiste en evacuar el aire en el lado opuesto.
Actualmente, la utilizaciïn de nuevos aglutinantes alternativos, en sustituciïn de las resinas formo-fenïlicas, hace 50 muy difïcil el control de las condiciones del procedimiento de cocciïn de la manta de fibras en un horno clïsico tal como el descrito precedentemente. Tales aglutinantes, calificados a veces de ï aglutinantes verdes ï, especialmente cuando estos proceden de una base renovable, en particular vegetal, especialmente del tipo a base de azïcares hidrogenados o no, por ejemplo tal como se describe en las solicitudes WO 2009/080938 y WO 2010/029266, necesitan generalmente una regulaciïn muy buena de las temperaturas de cocciïn para alcanzar el
estado termoendurecido, siendo la gama de temperaturas de cocciïn mïs estrecha. De modo muy particular, el aglutinante debe ser sometido a una temperatura comprendida entre un mïnimo para acabar su endurecimiento y un mïximo mïs allï del cual ïste se degrada rïpidamente, lo que se traduce al final en propiedades mecïnicas degradadas del producto final, incluso despuïs de su instalaciïn. La diferencia entre el mïnimo y el mïximo, en funciïn del tipo de aglutinante verde, puede ser del orden de solamente 20 ïC, incluso menos. Asï pues, el control de la temperatura en todo el espesor de la manta de fibras necesita nuevas tïcnicas y en particular cambios en la misma concepciïn de los hornos.
El objeto de la presente invenciïn es asï responder a los problemas precedentes y en particular proponer un horno configurado para regular de modo mïs preciso, en cualquier punto de la manta de fibra y a travïs de todo su 5 espesor, la temperatura de cocciïn ï vista ï por el aglutinante termoendurecible. En particular, tal regulaciïn puede ser obtenida de acuerdo con la invenciïn por un mejor control de las velocidades verticales de paso a travïs de la manta de fibras de los flujos de aire caliente utilizados para ajustar la citada temperatura. Asï, de acuerdo con la presente invenciïn, se ha observado que una elevada homogeneidad de la citada velocidad vertical de los gases al atravesar la manta se traduce en un mejor control de sus propiedades finales. De modo muy particular,
contrariamente a la idea recibida tal como es puesta en prïctica en las publicaciones anteriores precedentemente citadas, los estudios realizados por la sociedad depositante han demostrado que una mayor homogeneidad de las citadas velocidades era muy dependiente de la localizaciïn de los puntos de introducciïn de los gases calientes en el seno del horno y en particular en el seno de cada cajïn sucesivo constitutivo de ïste.
De modo mïs preciso, la presente invenciïn se refiere a un horno de cocciïn de un aglutinante termoendurecible presente en una manta de fibras minerales, que comprende una serie de cajones atravesados sucesivamente por la citada manta de fibras, siendo la citada manta comprimida y transportada a travïs de los citados cajones por transportadores superiores e inferiores permeables a los gases. Cada cajïn presenta segïn la direcciïn de desplazamiento de la manta una longitud L y comprende medios de introducciïn de un flujo de aire caliente, dispuestos por encima o por debajo de la citada manta de fibra y medios de evacuaciïn de aire despuïs del paso a travïs de la manta, dispuestos respectivamente por debajo o por encima de la cara opuesta de la citada manta, de tal modo que el aglutinante sea llevado progresivamente a una temperatura superior a su temperatura de endurecimiento. El citado horno comprende al menos un cajïn en el cual los citados medios de introducciïn de aire caliente comprenden llegadas de aire que desembocan... [Seguir leyendo]
Reivindicaciones:
1. Horno (12) de cocciïn de un aglutinante termoendurecible presente en una manta (11) de fibras minerales, que comprende una serie de cajones (21-27) atravesados sucesivamente por la citada manta de fibras, siendo la citada manta comprimida y transportada a travïs de los citados cajones por transportadores superiores (13) e inferiores 5 (14) permeables a los gases, presentando cada cajïn segïn la direcciïn de desplazamiento (50) de la manta una longitud L y comprendiendo ademïs medios de introducciïn (28) de un flujo de aire caliente, dispuestos por debajo o por encima de la citada manta de fibra y medios de evacuaciïn (29) del aire despuïs del paso a travïs de la manta, de tal modo que el aglutinante sea llevado progresivamente a una temperatura superior a su temperatura de endurecimiento, estando caracterizado el citado horno por que comprende al menos un cajïn (30) en el interior del
cual los citados medios de introducciïn (28) de aire caliente comprenden llegadas de aire que desembocan en parte en aberturas (31a, 31b) practicadas en un primer lado lateral (33) del citado cajïn y en parte en aberturas practicadas en el lado opuesto (34) del citado cajïn.
2. Horno de acuerdo con la reivindicaciïn 1 en el cual, en el seno del o de los citados cajones, los citados medios de evacuaciïn del aire despuïs del paso a travïs de la manta comprenden salidas de aire que desembocan en parte en aberturas (32a, 32b) practicadas en el primer lado lateral (33) y en parte en aberturas practicadas en el lado lateral opuesto (34) del citado cajïn.
3. Horno de acuerdo con una de las reivindicaciones 1 o 2 en el cual, segïn la direcciïn dada por la longitud L del o de los citados cajones, las aberturas (31a) practicadas para las llegadas de aire segïn el primer lado (33) estïn sensiblemente enfrente de las aberturas (31b) practicadas para las llegadas de aire segïn el lado opuesto.
4. Horno de acuerdo con una de las reivindicaciones 1 o 2 en el cual, segïn la direcciïn dada por la longitud L del o de los citados cajones, las aberturas (31a) practicadas para las llegadas de aire segïn el primer lado (33) y las aberturas (31b) practicadas para las llegadas de aire segïn el lado opuesto (33) estïn desplazadas.
5. Horno de acuerdo con la reivindicaciïn 4 en el cual, segïn la direcciïn dada por la longitud L del o de los citados cajones, las aberturas (31a) segïn el primer lado (33) y las aberturas (31b) segïn el lado opuesto (34) presentan 25 una zona de recubrimiento comprendida entre el 5% y el 30% de la longitud L.
6. Horno de acuerdo con la reivindicaciïn 4 en el cual, segïn la direcciïn dada por la longitud L del o de los citados cajones, las aberturas (31a) segïn el primer lado (33) y las aberturas (31b) segïn el lado opuesto no presentan zona de recubrimiento.
7. Horno de acuerdo con una de las reivindicaciones precedentes en el cual, segïn la direcciïn dada por la longitud
L del o de los citados cajones, las aberturas (31a, 31b) practicadas para las llegadas de aire en los dos lados (33, 34) estïn desplazadas y estïn dispuestas:
- segïn el primer lado (33) : desde una primera extremidad (35) de la longitud del cajïn hacia la extremidad opuesta (36) del cajïn, en una porciïn inferior al 80% de la citada longitud,
- segïn el lado opuesto (34) : desde la extremidad opuesta (36) de la longitud del cajïn hacia la otra 35 extremidad (35) , en una porciïn inferior al 80% de la citada longitud.
8. Horno de acuerdo con la reivindicaciïn precedente en el cual, segïn la direcciïn dada por la longitud L del o de los citados cajones, las aberturas (31a) practicadas segïn el primer lado (33) se extienden desde una primera extremidad (35) hasta el centro del citado cajïn y en la cual las aberturas (31b) practicadas segïn el lado opuesto (34) se extienden desde la otra extremidad (36) hasta el centro del citado cajïn.
9. Horno de acuerdo con una de las reivindicaciones precedentes en el cual, segïn la direcciïn dada por la longitud L del o de los citados cajones, las aberturas (32a) practicadas para las evacuaciones de aire despuïs del paso a travïs de la manta de fibras estïn dispuestas por encima de las aberturas (31a) de llegadas de aire.
10. Horno de acuerdo con una de las reivindicaciones precedentes en el cual, segïn la direcciïn dada por la longitud
L del o de los citados cajones, las aberturas (32a) practicadas para las evacuaciones de aire despuïs del paso a 45 travïs de la manta de fibras estïn desplazadas con respecto a las aberturas (31a) de llegada de aire.
11. Cajïn tal como el descrito en una de las reivindicaciones precedentes.
12. Procedimiento de fabricaciïn de una manta de fibras de lana mineral, en particular de fibras de lana de vidrio, que comprende al menos una etapa de fibrado de las citadas fibras sobre las cuales es pulverizada una soluciïn de aglutinante termoendurecible y una etapa de calentamiento del aglutinante hasta una temperatura que permita el
endurecimiento del aglutinante, en el cual la citada etapa de calentamiento es puesta en prïctica por medio de un horno de acuerdo con una de las reivindicaciones 1 a 10.
13. Procedimiento de acuerdo con la reivindicaciïn precedente en el cual el citado aglutinante procede de una base vegetal, en particular a base de azïcares hidrogenados o no.
14. Procedimiento de acuerdo con una de las reivindicaciones 12 o 13, en el cual se inyecta en el horno aire caliente cuya temperatura estï comprendida entre 200 ïC y 250 ïC.
Patentes similares o relacionadas:
Tubo muy fino hecho de TPU y su proceso de producción, del 5 de Noviembre de 2019, de BASF SE: Proceso para la preparacion de un tubo con un diametro exterior en el intervalo de 10 μm a 250 μm que consiste en una composicion que comprende un poliuretano termoplastico, […]
Procedimiento de medición en el interior de un colchón de fibras minerales o vegetales, del 7 de Agosto de 2019, de SAINT-GOBAIN ISOVER: Procedimiento de medición en el interior de un colchón que comprende fibras minerales y/o vegetales y un aglutinante, en movimiento merced a un transportador (18A, […]
Dispositivo y método de mezcla para mezclar componentes plásticos reactivos, del 10 de Julio de 2019, de KRAUSSMAFFEI TECHNOLOGIES GMBH: Disposición de mezclado (2; 2'; 2") para el mezclado de componentes reactivos (6, 6A, 6B; 6A', 6B'; 7), con: una cámara de mezclado (24; 24'; 24") en la cual pueden […]
 Procedimiento, sistema y moldes para formar losas de aglomerado, del 29 de Mayo de 2019, de TONCELLI,LUCA: Procedimiento para la producción de losas a partir de una mezcla de aglomerado, que comprende las etapas de preparar un molde , destinado a formar una losa de la […]
Procedimiento, sistema y moldes para formar losas de aglomerado, del 29 de Mayo de 2019, de TONCELLI,LUCA: Procedimiento para la producción de losas a partir de una mezcla de aglomerado, que comprende las etapas de preparar un molde , destinado a formar una losa de la […]
Procedimiento para el revestimiento del interior de un elemento de canalización con un mortero de resina, del 22 de Mayo de 2019, de SAINT-GOBAIN PAM: Método de revestimiento del interior de un elemento de canalización, el elemento de canalización que se extiende a lo largo de un eje central (X-X) y que comprende un cuerpo […]
Procedimiento para la preparación de poliamidas coladas, del 30 de Abril de 2019, de LANXESS DEUTSCHLAND GMBH: Procedimiento para la preparación de poliamidas coladas mediante polimerización de lactamas en presencia de al menos un activador y al menos […]
Procedimiento para producir artículos que no son planos utilizando aglomerados de agregados inorgánicos y resinas endurecibles, del 24 de Abril de 2019, de TONCELLI, DARIO: Procedimiento para producir un artículo con una forma no plana que presenta unos radios de curvatura de aproximadamente 15 cm o más, que comprende […]
Material compuesto que tiene el aspecto de la piedra natural, del 17 de Abril de 2019, de COSENTINO, S.A.: Material compuesto que tiene un aspecto similar al de la piedra natural, comprendiendo dicho material: un árido natural, seleccionado del grupo que consiste en carbonato […]