Herraje en L de material compuesto así como procedimiento y molde para su fabricación.
Herraje en L, obtenido por moldeo de un material compuesto, que comprende dos partes (20,
21) que forman entre sí un ángulo, y afectadas de agujeros (22, 23) para permitir la solidarización de dos piezas a través de medios de fijación, y escuadradas mediante refuerzos laterales (24), caracterizado por que al menos una (21) de dichas dos partes (20, 21) presenta, por el lado interior del herraje (2), un perfil curvo-cóncavo y por que el o los agujeros (23) practicados en la o las partes (20, 21) que presentan por el lado interior un perfil curvo-cóncavo están realizados cada uno de ellos según un eje radial a la curvatura.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2009/052599.
Solicitante: SKF AEROSPACE FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 1, avenue Marc Seguin, 26241 Saint-Vallier-sur-Rhone FRANCIA.
Inventor/es: VALEMBOIS, GUY.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C33/48 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › con medios retráctiles o desmontables.
- B29C70/34 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › conformación o impregnación por compresión.
- B64C1/06 B […] › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64C AEROPLANOS; HELICOPTEROS (vehículos de colchón de aire B60V). › B64C 1/00 Fuselajes; Características estructurales comunes a fuselajes, alas, superficies estabilizadoras o similares (características aerodinámicas comunes a fuselajes, alas, superficies estabilizadoras o similares B64C 23/00; instalaciones de la cabina de vuelo B64D). › Cuadernas; Larguerillos; Largueros.
PDF original: ES-2471129_T3.pdf
Fragmento de la descripción:
Herraje en L de material compuesto asï como procedimiento y molde para su fabricaciïn.
La presente invenciïn tiene por objeto un herraje en L, obtenido por moldeo de un material compuesto, asï como su procedimiento de fabricaciïn y el molde para la puesta en prïctica de dicho procedimiento.
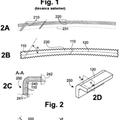
La figura 1 del dibujo adjunto como anexo representa un herraje en L 1 realizado en material compuesto, que actualmente se utiliza, en particular dentro del campo de la aeronïutica a efectos de ensamble de piezas. Este herraje 1 se obtiene por moldeo de un material compuesto, incluye esencialmente dos partes 10 y 11 que forman entre sï un ïngulo, en el presente caso un ïngulo recto, afectadas de agujeros, respectivamente 12 y 13, para permitir una solidarizaciïn, y escuadradas mediante refuerzos laterales 14.
Un herraje 1 de este tipo estï destinado, tal como se representa en la figura 2, a ser utilizado por parejas para el ensamble y la fijaciïn de dos piezas A y B, una de las cuales es perpendicular a la otra, estando abrazada una de las dos piezas, A, por dos herrajes 1, solidarizïndose el conjunto a travïs de medios de fijaciïn, no representados, tales como pernos.
Estos herrajes 1 estïn sometidos a esfuerzos a tracciïn y a compresiïn, por lo que deben ajustarse a un riguroso pliego de prescripciones tïcnicas, si bien, por su realizaciïn en material compuesto, estos herrajes se ven sometidos, en su solicitaciïn, a deformaciones por flexiïn que generan una delaminaciïn de las fibras.
Tales herrajes quedan descritos en el documento GB2444645, realizado uno en metal y realizado el otro en material compuesto. Estos dos herrajes difieren esencialmente en que el realizado en material compuesto presenta paredes dotadas de sobreespesores destinados al refuerzo de la estructura, con objeto de tratar de mitigar los inconvenientes relacionados con la elecciïn del material.
La soluciïn consistente en engrosar las paredes no permite incrementar sino escasamente la resistencia de la estructura, al propio tiempo que presenta otros inconvenientes, tales como el aumento del espacio ocupado y del peso del herraje.
La presente invenciïn tiene por finalidad proponer un herraje en L obtenido por moldeo de un material compuesto, cuyo novedoso diseïo permite no sïlo ajustarse al citado pliego de prescripciones tïcnicas, sino tambiïn subsanar los inconvenientes de deterioro cuando estï solicitado a tracciïn o a compresiïn, y sin presentar los inconvenientes relacionados con la aportaciïn de material.
El herraje en L, obtenido por moldeo de un material compuesto, segïn la invenciïn, comprende dos partes que forman entre sï un ïngulo, y afectadas de agujeros para permitir la solidarizaciïn de dos piezas a travïs de medios de fijaciïn, y escuadradas mediante refuerzos laterales, y se caracteriza esencialmente porque al menos una de dichas dos partes presenta, por el lado interior del herraje, un perfil curvo-cïncavo y porque el o los agujeros practicados en la o las partes que presentan por el lado interior un perfil curvo-cïncavo estïn realizados cada uno de ellos segïn un eje radial a la curvatura.
De acuerdo con una caracterïstica adicional del herraje en L segïn la invenciïn, la zona de vinculaciïn de las dos partes presenta por el lado interior un perfil curvo-cïncavo.
De acuerdo con otra caracterïstica adicional del herraje en L segïn la invenciïn, los refuerzos laterales presentan un perfil abombado, cïncavo por el lado interior.
De acuerdo con otra caracterïstica adicional del herraje en L segïn la invenciïn, al menos una de las partes presenta una cara exterior de acoplamiento plana.
Esta caracterïstica permite en particular aumentar la resistencia a la rotura a compresiïn, mïs en particular, aunque sin carïcter limitativo, cuando la direcciïn del esfuerzo de compresiïn es sensiblemente constante y perpendicular a la cara de acoplamiento plana.
De acuerdo con otra caracterïstica adicional del herraje en L segïn la invenciïn, la cara exterior de acoplamiento plana de una de las partes consiste en la cara exterior de un elemento sobremoldeado en dicha parte convexa exteriormente.
La pared del herraje en la zona de perfil curvo permite transmitir los esfuerzos al material compuesto, evitando la cizalladura y la tracciïn interlaminar.
Se hace notar que las interfaces a la altura del o de los agujeros realizados en una zona de perfil esfïrico o cilïndrico, en particular cuando las caras de acoplamiento no son planas, se realizan a travïs de elementos de asiento esfïrico o cilïndrico, tales como arandelas de forma adaptada.
El procedimiento de fabricaciïn del herraje en L, obtenido por moldeo de un material compuesto, segïn la invenciïn,
consiste en realizar las siguientes etapas sucesivas:
- disponer, sobre las paredes internas de la figura hueca de un molde que reproduce la forma exterior que va a darse a dicho herraje en L, fibras preimpregnadas en forma de tejido o unidireccionales,
- introducir en dicha figura un macho de geometrïa variable,
- desarrollar dicho macho hasta que adopte exteriormente la forma interior de dicho herraje en L,
- aplicar unas condiciones particulares de presiïn y/o de temperatura, con objeto de realizar la polimerizaciïn de dicho material compuesto.
El molde que permite la puesta en prïctica del procedimiento de fabricaciïn del herraje en L segïn la invenciïn se caracteriza esencialmente porque comprende una parte que comprende una figura hueca que reproduce la forma exterior de dicho herraje en L, una segunda parte o macho constituida a partir de la asociaciïn de varios elementos, previstos con facultad para poder deslizar uno contra otro a travïs de superficies oblicuas, configurado uno al menos de dichos elementos en cuïa para permitir en su inserciïn deformar dicho macho en expansiïn con objeto de que presente exteriormente la forma interior de dicho herraje en L.
Las ventajas y las caracterïsticas del herraje segïn la invenciïn se pondrïn mïs claramente de manifiesto a partir de la descripciïn que sigue y que se refiere al adjunto dibujo, el cual representa una forma de realizaciïn del mismo no limitativa.
En el dibujo adjunto:
La figura 1 representa una vista esquemïtica en perspectiva de un herraje en L del estado de la tïcnica.
La figura 2 representa una vista esquemïtica en perspectiva y en despiece ordenado de un montaje que utiliza herrajes en L del estado de la tïcnica.
La figura 3 representa una vista esquemïtica en perspectiva de un herraje en L segïn la invenciïn.
La figura 4 representa una vista esquemïtica en perspectiva en otro ïngulo del mismo herraje.
La figura 5 representa una vista esquemïtica en secciïn segïn el eje BB de la figura 6 del mismo herraje.
La figura 6 representa una vista esquemïtica en secciïn segïn el eje AA de la figura 5 del mismo herraje.
Las figuras 7 y 8 representan resultados de ensayos de tracciïn sobre herrajes.
Las figuras 9 y 10 representan resultados de ensayos de compresiïn sobre herrajes.
La figura 11 representa una vista esquemïtica en perspectiva de una variante del herraje en L segïn la invenciïn.
La figura 12 representa resultados de ensayos de compresiïn sobre el mismo herraje representado en la figura 11.
Las figuras 13 y 14 representan vistas esquemïticas en planta de un molde de fabricaciïn de un herraje en L segïn la invenciïn.
En las figuras 3, 4, 5 y 6 puede verse un herraje en L 2 segïn la invenciïn. Este herraje 2 comprende dos partes 20 y 21 que forman un ïngulo entre ellas, en el presente caso un ïngulo recto, afectadas de agujeros, respectivamente 22 y 23, y escuadradas mediante refuerzos laterales 24.
Si bien la parte 20 es plana, la parte 21 presenta un perfil curvo, que crea dos deformaciones 25 con forma de casquete esfïrico, cïncavo por el lado interior y convexo por el lado exterior, que llevan taladrado cada una de ellas en su polo un agujero 23, de eje radial a las deformaciones 25, que permite el paso de un medio de fijaciïn, no representado, por ejemplo el tornillo de un perno.
Se hace notar que la elecciïn de la ubicaciïn de los agujeros 23 queda en funciïn de la utilizaciïn del herraje 2 y, sobre todo, de las direcciones de los esfuerzos que este debe soportar, ya que la ubicaciïn de un agujero 23 se caracteriza por un eje. En el presente caso, para el herraje 2 representado, la elecciïn de los polos es un caso particular.
Se hace notar ademïs que, de manera ventajosa, cabe la posibilidad de que los ejes de los agujeros 23 no sean paralelos.
Por otro lado, los refuerzos... [Seguir leyendo]
Reivindicaciones:
1. Herraje en L, obtenido por moldeo de un material compuesto, que comprende dos partes (20, 21) que forman entre sï un ïngulo, y afectadas de agujeros (22, 23) para permitir la solidarizaciïn de dos piezas a travïs de medios de fijaciïn, y escuadradas mediante refuerzos laterales (24) , caracterizado por que al menos una (21) de dichas dos partes (20, 21) presenta, por el lado interior del herraje (2) , un perfil curvo-cïncavo y por que el o los agujeros (23) practicados en la o las partes (20, 21) que presentan por el lado interior un perfil curvo-cïncavo estïn realizados cada uno de ellos segïn un eje radial a la curvatura.
2. Herraje en L segïn la reivindicaciïn 1, caracterizado por que la zona (26) de vinculaciïn de las dos partes (20, 21) entre sï presenta por el lado interior un perfil curvo-cïncavo.
3. Herraje en L segïn la reivindicaciïn 1 o la reivindicaciïn 2, caracterizado por que los refuerzos laterales
(24) presentan un perfil abombado, cïncavo por el lado interior.
4. Herraje en L segïn una cualquiera de las anteriores reivindicaciones, caracterizado por que al menos una de las partes (20, 21) presenta una cara exterior de acoplamiento plana (28, 29) .
5. Herraje en L segïn la reivindicaciïn 4, caracterizado por que la cara exterior de acoplamiento plana (28) de una de las partes (21) consiste en la cara exterior de un elemento (27) sobremoldeado en dicha parte (21) convexa exteriormente.
6. Procedimiento de fabricaciïn del herraje en L obtenido por moldeo de un material compuesto segïn una cualquiera de las anteriores reivindicaciones, caracterizado por que consiste en realizar las siguientes etapas sucesivas:
-disponer, sobre las paredes internas de la figura hueca (31) de un molde (30) que reproduce la forma exterior que va a darse a dicho herraje en L (2) , fibras preimpregnadas en forma de tejido o unidireccionales,
-introducir en dicha figura hueca (31) un macho de geometrïa variable (32) ,
-desarrollar hacia el exterior dicho macho (32) hasta que adopte exteriormente la forma interior de dicho herraje en L (2) ,
-aplicar unas condiciones particulares de presiïn y/o de temperatura, con objeto de realizar la polimerizaciïn de dicho material compuesto.
7. Procedimiento segïn la reivindicaciïn 6, caracterizado por que se sobremoldea, en al menos una de las dos partes (20, 21) , un talïn (27) que por el lado exterior presenta una superficie de acoplamiento plana (28) .
8. Molde para la puesta en prïctica del procedimiento de fabricaciïn segïn la reivindicaciïn 6, caracterizado por que comprende una parte (30) que comprende una figura hueca (31) que reproduce la forma exterior de dicho herraje en L (2) , una segunda parte o macho (32) constituida a partir de la asociaciïn de varios elementos (33) , previstos con facultad para poder deslizar uno contra otro a travïs de superficies oblicuas (34) , configurado uno al menos de dichos elementos (33) en cuïa para permitir en su inserciïn, al ser repelido hacia el exterior por medio de una leva (35) , deformar dicho macho (32) en expansiïn con objeto de que presente exteriormente la forma interior de dicho herraje en L (2) .
Patentes similares o relacionadas:
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Material de compuesto reforzado con fibra, del 6 de Mayo de 2020, de KABUSHIKI KAISHA TOYOTA JIDOSHOKKI: Un material de compuesto reforzado con fibra construido al impregnar una capa de paquete de fibras laminada formada al laminar una pluralidad de capas […]
Procedimiento de realización de preformas tridimensionales mediante el conformado de preformas iniciales con velos, del 26 de Febrero de 2020, de Coriolis Group: Procedimiento de realización de una preforma tridimensional que comprende - la realización de una preforma inicial que comprende varias capas superpuestas, […]
Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, y cuaderna, del 1 de Enero de 2020, de AIRBUS OPERATIONS, S.L: Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, comprendiendo el procedimiento las etapas de: […]
Composición de resina epoxídica, material preimpregnado, material compuesto reforzado con fibra de carbono y métodos de fabricación para los mismos, del 11 de Diciembre de 2019, de TOHO TENAX CO., LTD: Composición de resina epoxídica, que comprende al menos: componente [A]; de 3 a 20 partes en masa de componente [B] con respecto a 100 partes en masa del componente […]
Un método para fabricar un cajón multilarguero de una sola pieza de material compuesto dentro de un molde cerrado, del 11 de Diciembre de 2019, de Leonardo S.p.A: Un método para fabricar un cajón multilarguero de una sola pieza hecho de material compuesto para aviones, que comprende dos paneles que están unidos por […]
 Procedimiento de conformado por estampado de un material compuesto termoplástico con refuerzo de fibras continuo, del 30 de Octubre de 2019, de DAHER AEROSPACE: Procedimiento para la realización de una pieza en forma de extrusión constituida por un material compuesto con refuerzo de fibras continuo, […]
Procedimiento de conformado por estampado de un material compuesto termoplástico con refuerzo de fibras continuo, del 30 de Octubre de 2019, de DAHER AEROSPACE: Procedimiento para la realización de una pieza en forma de extrusión constituida por un material compuesto con refuerzo de fibras continuo, […]
Proceso de moldeo por compresión de un material compuesto con escamas cuasiisotrópicas, del 4 de Septiembre de 2019, de THE BOEING COMPANY: Un método para formar una pieza moldeada que tiene propiedades cuasiisotrópicas, comprendiendo el método: consolidar una primera capa formada […]