Procedimiento para fabricar conductos de metal sellados y conducto de metal sellado fabricado con dicho procedimiento.
Método para fabricar tubos metálicos estancos, donde el primer extremo (2) del tubo (1) se dispone en un rotor (5) de una máquinade ranurado (4),
y el segundo extremo (3) en un sistema de sujeción (6) de dicha máquina, posicionando un útil de ranurado (7) rotatorio en una posición deseada de cierre (9), en el exterior deltubo (1). Posteriormente se introducen medios de estanqueidad (8)en el interior del tubo (1) en la posición deseada de cierre (9), se acciona el rotor (5) de la máquina de ranurado (4) que hacegirar al tubo (1), y se acciona el útil de ranurado (7) contra lasuperficie exterior del tubo (1), el cual mediante presión realiza una ranura (10) disminuyendo el diámetro del tubo (1), y quedando los medios de estanqueidad (8) fijados a la superficie interior del tubo (1) por presión y quedando éste cerrado de forma estanca.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/ES2009/070484.
Solicitante: NEMESIO ZUBIA, S.A.
Nacionalidad solicitante: España.
Inventor/es: URRUCHUA ULACIA,DANIEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D17/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 17/00 Operaciones que permiten efectuar ranuras individuales en las chapas o en los objetos tubulares o huecos. › por laminado.
- F16L55/10 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 55/00 Dispositivos o accesorios para utilizarlos con o en relación con los sistemas de tubos (F16L 1/00 - F16L 53/00, F16L 57/00, F16L 59/00 tienen prioridad; reparación o montaje de los tubos sobre o bajo el agua F16L 1/26; limpieza de tuberías B08B 9/02, p. ej. eliminación de obstrucciones B08B 9/027; dispositivos para evitar que revienten las canalizaciones por efecto del hielo E03B 7/10). › Medios para detener la corriente de fluido en los tubos (F16L 29/00, F16L 37/28 tienen prioridad; válvulas F16K).
PDF original: ES-2517240_T3.pdf
Fragmento de la descripción:
Procedimiento para fabricar conductos de metal sellados y conducto de metal sellado fabricado con dicho procedimiento. 5
CAMPO TÉCNICO DE LA INVENCIÓN
La presente invención se refiere al campo técnico de procesos de moldeo para piezas, específicamente piezas metálicas, más específicamente para moldear por medio de procesos de rotación y más específicamente para 10 procesos de ranurado para incrustaciones, aplicados en este caso a la fabricación de tubos metálicos estancos al agua.
ANTECEDENTES DE LA INVENCIÓN
En la actualidad, la mayoría de los procesos de fabricación de tubos metálicos estancos al agua implican la disposición de medios de estanqueidad mediante pegado o soldadura, siendo dichos medios completamente eficientes cuando se disponen en los extremos del tubo. Por el contrario, cuando se requiere la estanqueidad en un área intermedia del tubo, entre ambos extremos, dicha fijación de los medios de estanqueidad pasa a ser altamente compleja y cara, con el problema añadido de posibles fallos de estanqueidad del tubo. El documento EP-1298314
muestra un procedimiento para fabricar tubos metálicos estancos al agua en un área intermedia del tubo.
Una solución alternativa para fijar los medios de estanqueidad consiste en microsoldar estos al tubo, aunque ésta es una tarea compleja y muy cara. Por lo tanto, se requirió un procedimiento automático y eficiente para fabricar tubos estancos al agua, evitándose los inconvenientes de los sistemas anteriores del estado de la técnica.
DESCRIPCIÓN DE LA INVENCIÓN
La presente invención soluciona los problemas actuales del estado de la técnica usando un procedimiento para fabricar tubos metálicos estancos al agua, de acuerdo con la reivindicación 1.
Otro objeto de la presente invención es el tubo estanco al agua obtenido usando el procedimiento descrito previamente, de acuerdo con la reivindicación 6.
DESCRIPCIÓN DE LAS FIGURAS
Con el fin de entender mejor la invención, una forma de realización de la invención que hace referencia a un conjunto de figuras se describe a continuación de manera ilustrativa y no limitativa.
La figura 1 muestra una vista en alzado de una ranuradora para el procedimiento para fabricar tubos estancos al 40 agua, con un tubo dispuesto en la misma y el ranurado posicionado en el tubo.
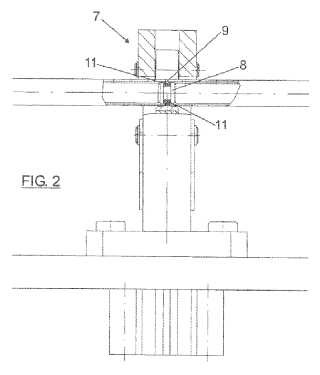
La figura 2 muestra una vista ampliada del área en la que se dispone la herramienta de ranurar y una forma de realización particular del medio de estanqueidad dispuesto en el interior del tubo.
La figura 3 muestra una vista en alzado del tubo y de una forma de realización preferida del medio de estanqueidad que se introducirá en el mismo.
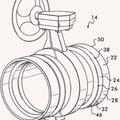
La figura 4 muestra diferentes vistas del tubo estanco al agua obtenido usando el procedimiento de fabricación que es el objeto de la invención.
La figura 4a muestra una vista en perspectiva del tubo estanco al agua y la figura 4b muestra una vista en alzado de dicho tubo estanco al agua.
En dichas figuras, se hace referencia al siguiente conjunto de elementos: 55
1. Tubo metálico
2. Primer extremo del tubo metálico
3. Segundo extremo del tubo metálico
4. Ranuradora
5. Rotor de la ranuradora 6. Sistema de soporte de la ranuradora 7. Herramienta de ranurar de la ranuradora 10
8. Medio de estanqueidad
9. Posición de sellado deseada
10. Ranura hecha en el tubo por el tubo de ranurar 11. Juntas tóricas
DESCRIPCIÓN DE LAS FORMAS DE REALIZACIÓN PREFERIDAS DE LA INVENCIÓN
El procedimiento para fabricar tubos metálicos estancos al agua que es el objeto de la presente invención se compone de diferentes etapas.
En primer lugar, un tubo metálico cilíndrico (1) se coloca en una ranuradora de cuatro tubos. La figura 1 muestra una 25 ranuradora de cuatro tubos en la que se dispone un tubo metálico (1) para fabricar el tubo estanco al agua.
Con el fin de posicionar el tubo (1) en la ranuradora (4) , un primer extremo (2) del mismo se posiciona en un rotor (5) de la ranuradora (4) y un segundo extremo (3) se posiciona en un sistema de soporte (6) de la ranuradora (4) . El rotor (5) hace que el tubo (1) rote a gran velocidad y el sistema de soporte (6) está a cargo de soportar el segundo extremo (3) , permitiendo que rote el tubo (1) . Una herramienta de ranurar rotatoria (7) se posiciona en el exterior del tubo (1) en una posición de sellado deseada (9) en la que se dispondrá el medio de estanqueidad (8) .
Una vez que el tubo (1) se dispone en la ranuradora (4) , el medio de estanqueidad (8) se introduce en el interior del tubo (1) y se posiciona en la posición de sellado deseada (9) .
Una vez que el medio de estanqueidad (8) se introduce y se posiciona en el punto deseado en el interior del tubo (1) , se acciona el rotor (5) de la ranuradora (4) , haciendo que el tubo (1) rote a gran velocidad, y la herramienta de ranurar (7) se acciona contra la superficie externa del tubo (1) en el punto de fijación deseado del medio de estanqueidad (8) .
Por medio del movimiento de rotación de la herramienta de ranurar (7) y la presión ejercida contra la superficie externa del tubo (1) , junto con la rotación del tubo (1) accionado por el rotor (1) , la herramienta de ranurar (7) hace una ranura (10) en la posición de sellado (9) que reduce el diámetro del tubo (1) en ese área, con lo cual el medio de estanqueidad (8) se fija a la superficie interna del tubo (1) por medio de presión, sellando de ese modo el tubo (1) de 45 manera estanca.
La figura 1 y particularmente la figura 2 muestran el área de la posición deseada del sellado (9) del tubo (1) , junto con la herramienta de ranurar (7) posicionada en ese área, y el medio de estanqueidad (8) introducido en el interior del tubo (1) .
Como se puede observar en la Figura 2, la herramienta de ranurar (7) comprende una herramienta cilíndrica que rota alrededor de un eje, con una proyección en su parte central que ejerce presión contra el tubo (1) y realiza la ranura (10) , estrechando también el diámetro del tubo (1) que fija el medio de estanqueidad (8) en el interior del mismo.
Con el fin de llevar a cabo esta operación de manera eficiente, el rotor proporcionará preferentemente una velocidad de rotación en el intervalo de 1400 rpm y 192 rpm.
Adicionalmente, la ranuradora (4) tiene un variador de velocidad para controlar la velocidad de rotación del rotor (5) .
De acuerdo con una forma de realización particular del procedimiento de fabricación, se usa un perno durante la etapa de introducción y de posicionamiento del medio de estanqueidad (8) en el interior del tubo (1) , que se introduce en uno de los extremos (2, 3) del tubo (1) , empujando el medio de estanqueidad (8) a la posición deseada. Preferentemente, se usan dos pernos. Uno de estos se introduce en el interior del tubo (1) por uno de sus extremos (2, 3) hasta que llega a la posición de sellado deseada (9) , donde se posiciona y se fija entre los dos pernos, de manera precisa y segura durante el proceso de fabricación del tubo estanco al agua.
El otro objeto de la presente invención es el tubo estanco al agua obtenido usando el procedimiento descrito, que está formado de un tubo metálico cilíndrico (1) que tiene un medio de estanqueidad (8) fijado al interior del mismo en una posición de sellado deseada (9) . En esta posición (9) , el tubo (1) tendrá una ranura (10) en su cara externa que reduce el diámetro de dicho tubo (1) y que permite que el medio de estanqueidad (8) se fije al interior del tubo (1) por medio de presión en ese área, sellando de ese modo dicho tubo (1) de manera estanca.
Como se puede observar en la figura 2, y particularmente en la figura 3, el medio de estanqueidad (8) es preferentemente un casquillo cilíndrico (8) que tiene un diámetro prácticamente idéntico al del tubo (1) , aunque ligeramente más pequeño, para la fácil introducción en el interior del mismo, que se introduce en el interior del tubo (1) con su eje paralelo al de dicho tubo (1) . Adicionalmente, el casquillo (8) comprende un receso en su parte central en la que se dispone al menos una junta tórica (11) , que ejerce presión contra la ranura (10) hecha en el tubo (1) con el fin de conseguir el sellado estanco al agua. Preferentemente, dos juntas tóricas (11) se dispondrán la una en contacto con la otra, de tal manera que la ranura (10) se haga en el tubo (1) en la posición central de ambas juntas tóricas (11) . La figura 4 muestra el resultado del tubo estanco al agua obtenido, en la que se puede ver la ranura que ejerce presión contra el casquillo (8) y de ese modo consigue el sellado estanco al agua.
Los materiales usados para el tubo... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para fabricar tubos metálicos estancos al agua, caracterizado porque comprende las etapas de:
- colocar un tubo metálico cilíndrico (1) en una ranuradora (4) de tubos, -posicionar un primer extremo (2) del tubo (1) en un rotor (5) de la ranuradora (4) , que hace que dicho tubo (1) rote;
-posicionar un segundo extremo (3) del tubo (1) en un sistema de soporte (6) de la ranuradora (4) que soporta dicho segundo extremo (3) , permitiendo de ese modo que el tubo (1) rote, y -posicionar una herramienta de ranurar (7) rotatoria en una posición de sellado deseada (9) en el exterior de un área intermedia del tubo (1) entre el extremo primero (2) y segundo (3) del mismo, caracterizado por las etapas de:
- introducir y posicionar medios de estanqueidad giratorio (8) que comprenden un casquillo cilíndrico con un receso en su área central, en la que se dispone al menos una junta tórica (11) , en el interior del tubo (1) en la posición de sellado (9) deseada del área intermedia del tubo (1) , -accionar el rotor (5) de la ranuradora (4) que hace que el tubo (1) rote, y -accionar la herramienta de ranurar (7) contra la superficie externa del tubo (1) que, por medio de su movimiento de rotación y la presión ejercida contra dicha superficie externa y la rotación del tubo (1) , produce una ranura (10) que reduce el diámetro del tubo (1) en la posición de sellado (9) que corresponde con el lugar en el que se ubica el receso del casquillo cilíndrico, fijándose dichos medios de estanqueidad (8) a la superficie interna del tubo (1) por medio de presión, con lo cual dicho tubo (1) se sella de manera estanca.
2. Un procedimiento para fabricar tubos metálicos estancos al agua, de acuerdo con la reivindicación 1, caracterizado porque la introducción y el posicionamiento de los medios de estanqueidad (8) en el interior del tubo (1) en la posición de sellado (9) deseada se lleva a cabo introduciendo al menos un perno en el interior del tubo (1) en uno de sus extremos (2, 3) , que empuja dicho medio de estanqueidad (8) a la posición de sellado (9) deseada.
3. Un procedimiento para fabricar tubos metálicos estancos al agua, de acuerdo con la reivindicación precedente, caracterizado porque la introducción y el posicionamiento del medio de estanqueidad (8) en el interior del tubo (1) en la posición de sellado (9) deseada se lleva a cabo introduciendo un perno en el interior del tubo (1) a través de uno de sus extremos (2, 3) , que llega a la posición de sellado (9) deseada y permanece fijo en ese lugar, e introduciendo un perno adicional en el interior del tubo (1) a través de su otro extremo (3, 2) , que empuja dicho medio de estanqueidad (8) a la posición de sellado (9) deseada, con lo cual se posiciona y se fija entre los dos pernos.
4. Un procedimiento para fabricar tubos metálicos estancos al agua, de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque se hace rotar al tubo (1) por medio del rotor (5) de la ranuradora (4) a una velocidad comprendida entre 192 rpm y 1400 rpm.
5. Un procedimiento para fabricar tubos metálicos estancos al agua, de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque la ranuradora (4) comprende un variador de velocidad.
6. Un tubo metálico estanco al agua obtenible mediante el procedimiento descrito en cualquiera de las reivindicaciones 1 a 5, que comprende un tubo metálico cilíndrico (1) y un medio de estanqueidad giratorio (8) , 50 caracterizado porque el medio de estanqueidad (8) comprende un casquillo cilíndrico con un receso en su área central, en la que se dispone al menos una junta tórica (11) , y el tubo (1) comprende una ranura (10) en su superficie externa que reduce su diámetro en una posición de sellado (9) que corresponde con la posición del receso del casquillo cilíndrico, fijándose dicho medio de estanqueidad (8) a la superficie interna del tubo (1) por medio de presión, con lo cual se sella de manera estanca.
7. Un tubo metálico estanco al agua, de acuerdo con la reivindicación 6, caracterizado porque el casquillo comprende dos juntas tóricas (11) dispuestas la una en contacto con la otra.
Patentes similares o relacionadas:
Procedimiento para fabricar un árbol hueco perfilado para un árbol de dirección telescópico de un automóvil, del 22 de Abril de 2020, de THYSSENKRUPP PRESTA AG: Procedimiento para fabricar un árbol hueco perfilado para un árbol de dirección telescópico de un automóvil, que comprende la puesta a disposición de […]
Procedimiento y dispositivo para moldear ranuras en elementos de tubería, del 4 de Diciembre de 2019, de VICTAULIC COMPANY: Dispositivo para moldear una ranura circunferencial en un elemento de tubería que tiene un eje longitudinal , el dispositivo […]
Procedimiento y aparato para la fabricación de un elemento de tubería con superficie de apoyo, ranura y reborde, del 10 de Junio de 2019, de VICTAULIC COMPANY: Dispositivo para formar los extremos de un elemento de tubería, dispositivo que comprende un primer rodillo y un segundo rodillo para […]
Dispositivo de conformación por rodadura, del 1 de Mayo de 2019, de NIPPON STEEL NISSHIN CO., LTD: Dispositivo de conformación por rodadura para el tratamiento de un elemento tubular , comprendiendo el dispositivo : un eje , giratorio alrededor […]
Aparato para fabricar una plancha de metal para un conducto que incluye nervios de tipo malla, del 28 de Febrero de 2018, de Jinwoong Technology Co., Ltd: Un aparato para fabricar una plancha de metal para un conducto que tiene nervios de tipo de malla, comprendiendo el aparato: un bastidor (F) constituido […]
Elemento de tubería con superficie de apoyo, ranura y reborde y procedimientos y dispositivos para su fabricación, del 20 de Septiembre de 2017, de VICTAULIC COMPANY: Conjunto que comprende un elemento de tubería , una superficie de apoyo , un reborde y una ranura ; en donde • el elemento de tubería tiene […]
 Procedimiento y máquina para la fabricación de un elemento de tubería con superficie de apoyo, ranura y reborde, del 10 de Febrero de 2016, de VICTAULIC COMPANY: Máquina para la conformación por centrifugación o giro para formar circunferencialmente una superficie de apoyo una ranura y un […]
Procedimiento y máquina para la fabricación de un elemento de tubería con superficie de apoyo, ranura y reborde, del 10 de Febrero de 2016, de VICTAULIC COMPANY: Máquina para la conformación por centrifugación o giro para formar circunferencialmente una superficie de apoyo una ranura y un […]
Órgano de recubrimiento, procedimiento de fabricación de dicho órgano y distribuidor que comprende dicho órgano, del 4 de Marzo de 2015, de Aptar France SAS: Órgano de recubrimiento destinado a ser montado en un anillo de fijación , el anillo y el órgano de recubrimiento formando juntos un dispositivo […]