Estación de premoldeo de una máquina IS de vidrio.
Estación de premoldeo de una máquina IS de vidrio, con una caja de estación (5),
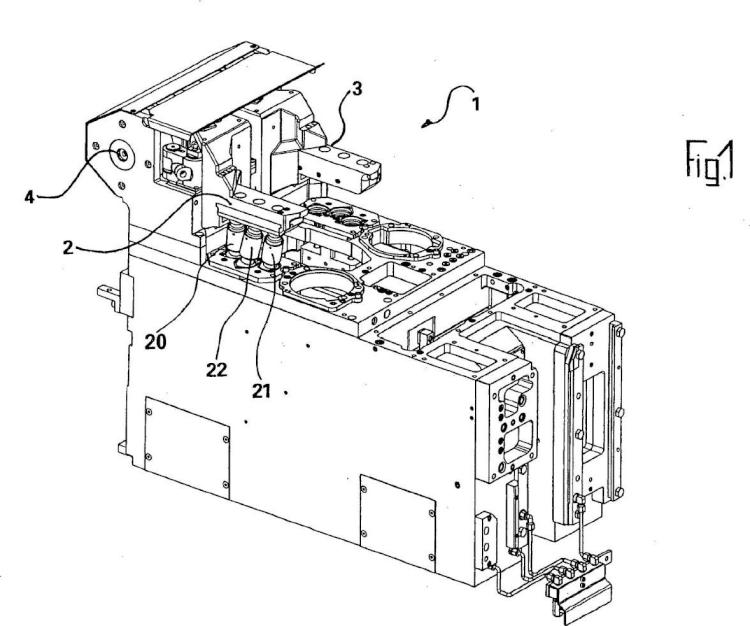
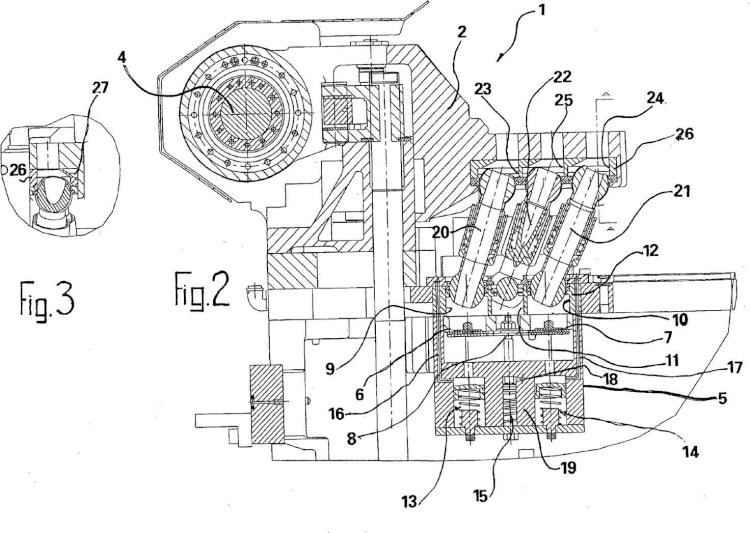
que puede abastecerse de aire de refrigeración por un equipo de refrigeración de la máquina IS de vidrio, dos brazos portadores de premolde (2, 3), que en la estación de premoldeo (1) son movibles, guiados paralelos, aproximándose uno a otro y alejándose uno de otro, mitades de premolde, que asignadas una a otra por pares están sujetadas a los brazos portadores de premolde (2, 3) y que mediante el movimiento de aproximación de uno a otro, respectivamente de alejamiento de uno de otro, de los brazos portadores de premolde (2, 3) guiados paralelos son movibles en forma simultánea a su posición de cierre, respectivamente de abertura, estando conectado cada brazo portador de premolde (2, 3) mediante una disposición móvil de brazo telescópico (20, 21, 22), que de un lado está acoplada en forma articulada al brazo portador de premolde (2, 3), a la caja de estación (5) de la estación de premoldeo (1) y con ello al equipo de refrigeración de la máquina IS de vidrio, de modo que cada brazo portador de premolde (2, 3) puede abastecerse de aire de refrigeración tanto durante el movimiento guiado paralelo de aproximación como durante el movimiento guiado paralelo de alejamiento, como en posición de cierre, como en posición de abertura, caracterizada porque cada disposición de tubo telescópico (20, 21, 22) incluye una cantidad de tubos telescópicos (20, 21, 22), que se corresponde con la cantidad de mitades de premolde sujetadas por el brazo portador de premolde (2, 3), los cuales por el otro lado están acoplados en forma articulada a la caja de estación (5) de la estación de premoldeo y de los cuales en cada caso un tubo telescópico (20, 21, 22) le está asignado en cada caso a una mitad de premolde, y porque a cada tubo telescópico (20, 21, 22) de la disposición de tubo telescópico (20, 21, 22) le está asignada del lado de caja de estación una válvula reguladora de aire (6, 7, 8) que es regulable separadamente mediante un elemento de control (13, 14, 15).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10000655.
Solicitante: GPS GLASPRODUKTIONS-SERVICE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: RUHRGLASSTRASSE 50 45329 ESSEN ALEMANIA.
Inventor/es: DIEKÄMPER,LARS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C03B9/353 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 9/00 Soplado del vidrio; Producción de artículos de vidrio hueco soplados. › Soportes para molde.
- C03B9/38 C03B 9/00 […] › Medios para enfriar, calentar, o aislar las máquinas para el soplado del vidrio.
PDF original: ES-2514591_T3.pdf
Fragmento de la descripción:
Estación de premoldeo de una máquina IS de vidrio.
La invención se refiere a una estación de premoldeo de una máquina IS de vidrio según el preámbulo de la reivindicación 1.
En estaciones de premoldeo de este tipo se asegura mediante el guiado paralelo de los brazos portadores 10 de premolde que todos los premoldes conformados mediante los dos brazos portadores de premolde, respectivamente mediante las mitades de premolde sujetadas a esos, se abran, respectivamente se cierren, al mismo tiempo y simultáneamente.
Del documento GB 2 347 421 A se conoce una estación de premoldeo de una máquina IS de vidrio, en la 15 que los brazos portadores de premolde se mueven paralelos entre sí alejándose uno de otro, respectivamente aproximándose uno a otro, para abrir y cerrar los premoldes. Las distancias entre las mitades de premolde sujetadas por los respectivos brazos portadores de premolde son en esto iguales en cada caso. La máquina IS de vidrio conocida del documento GB 2 347 421 A incluye una caja de estación que puede abastecerse de aire de refrigeración por un equipo de refrigeración de la máquina IS de vidrio. Las mitades de premolde sujetadas por los 20 brazos portadores de premolde están asignadas unas a otras por pares y son movibles simultáneamente a su posición de cierre, respectivamente de abertura, mediante el movimiento de aproximación de uno a otro, respectivamente de alejamiento de uno de otro, de los brazos portadores de premolde guiados paralelos. Los dos brazos portadores de premolde, respectivamente los componentes dispuestos encima de los mismos y movibles con esos, están conectados, mediante en cada caso una disposición de tubo telescópico, incluyendo cada disposición de 25 tubo telescópico dos tubos telescópicos, a una carcasa, que está dispuesta encima de la caja de estación y a través de la cual se extienden dos conductos de aire de refrigeración que con un extremo están conectados a los tubos telescópicos y con el otro extremo a la caja de estación. Cada brazo portador de premolde puede abastecerse de aire de refrigeración tanto durante el movimiento guiado paralelo de aproximación de uno a otro, como durante el movimiento guiado paralelo de alejamiento de uno de otro, como en la posición de cierre, como en la posición de 30 abertura.
El documento EP 1 149 806 A2 se refiere al equipo de refrigeración de una estación de premoldeo de una máquina IS de vidrio, en el que el movimiento de aproximación de uno a otro y de alejamiento de uno de otro de los brazos portadores de premolde se realiza por medio de un movimiento de giro. Aparte de ello, en la estación de 35 premoldeo mostrada en el documento EP 1 149 806 A2 están previstas dos mitades de premolde por cada brazo portador de premolde. El brazo portador de premolde está conectado al equipo de refrigeración precedente de la estación de premoldeo mediante un único tubo telescópico. Por medio de este tubo telescópico se le suministra aire de refrigeración a ambas mitades de premolde sujetadas al brazo portador de premolde. El conducto de dos piezas previsto además sobre el lado de ese dispositivo de sujeción de premolde no está conectado al brazo portador de 40 premolde. Ese segundo conducto sirve exclusivamente para suministrar aire de refrigeración a boquillas de refrigeración de boca que están dirigidas hacia moldes de boca de la estación de premoldeo.
También el documento EP 1 473 281 A2 muestra una estación de premoldeo de una máquina IS de vidrio, en la que el movimiento de alejamiento de uno de otro y de aproximación de uno a otro de los brazos portadores de 45 premolde se realiza por medio de un movimiento de giro. Además, en el caso de los elementos de conexión, mediante los cuales los brazos portadores de premolde están conectados a un dispositivo secundario de suministro de aire de refrigeración, se trata de tubos flexibles de suministro de aire.
Partiendo del estado de la técnica descrito previamente, la invención se basa en el objetivo de perfeccionar 50 la estación de premoldeo genérica de una máquina IS de vidrio de modo tal que la calidad de los productos intermedios, respectivamente de las piezas en bruto, producidos en los premoldes de la estación de premoldeo sea más uniforme y mejor, y que además la refrigeración de los premoldes, respectivamente de las mitades de premolde, pueda mejorarse considerablemente en comparación con el estado de la técnica.
Este objetivo se consigue según la invención por el hecho de que cada disposición de tubo telescópico incluye una cantidad de tubos telescópicos, que se corresponde con la cantidad de mitades de premolde sujetadas por el brazo portador de premolde, los cuales por el otro lado â?"es decir, con sus extremos alejados de los brazos portadores de premoldeâ?" están acoplados en forma articulada a la caja de estación de la estación de premoldeo y de los cuales en cada caso un tubo telescópico está asignado en cada caso a una mitad de premolde, y de que a 60 cada tubo telescópico de la disposición de tubo telescópico le está asignada del lado de la caja de estación una válvula reguladora de aire que es regulable en forma separada mediante un elemento de control.
Debido a las características, que se mencionan precedentemente, en la parte caracterizadora de la reivindicación 1 no sólo se posibilita una refrigeración de las mitades de premolde a lo largo de todo el ciclo de 65 producción de 360 grados, sino que, si es necesario, también pueden reemplazarse rápidamente piezas individuales dañadas o deterioradas, particularmente tubos de refrigeración de la disposición de tubo de refrigeración. Está asegurado que, en caso de avería de un tubo telescópico, sólo pueda dañarse la mitad de premolde asignada a ese tubo telescópico. Las mitades de premolde asignadas a otros tubos telescópicos se continúan refrigerando en todo caso. Además, por medio de estas medidas es posible encender, respectivamente apagar, separadamente la refrigeración de cada mitad de premolde. En cada mitad de premolde puede mantenerse una temperatura 5 controlada. De esta manera resulta una monitorización de proceso que es considerablemente mejor en comparación con el estado de la técnica. Debido a la refrigeración separada y controlada, respectivamente regulada, de cada mitad de premolde puede prolongarse la probabilidad de vida útil de las mitades de premolde. Las piezas en bruto de vidrio, respectivamente los productos intermedios, que se producen mediante la estación de premoldeo configurada según la invención tiene una calidad mejorada en comparación con el estado de la técnica, dado que 10 cada mitad de premolde puede alimentarse con aire de refrigeración de manera óptima para esa.
Para la configuración constructivo-técnica de la refrigeración pueden utilizarse componentes neumáticos conocidos.
Convenientemente, las válvulas reguladoras de aire pueden configurarse como válvulas proporcionales.
Para asegurar que puedan conectarse diferentes disposiciones de tubo telescópico a diferentes cajas de estación se propone que la disposición de tubo telescópico se una a la caja de estación mediante un inserto de caja de estación separado de la caja de estación. En este caso, el inserto de caja de estación puede elegirse de modo tal 20 que â?"visto en dirección de flujo del aire de refrigeración â?" esté ajustado, en el lado de salida, a la disposición de tubo telescópico y, en el lado de entrada, a la caja de estación, pudiendo preverse una cantidad correspondiente de conexiones en el lado de entrada y en el lado de salida.
Correspondientemente es conveniente si la disposición de tubo telescópico está conectada al brazo 25 portador de premolde mediante un inserto de brazo portador de premolde separado del brazo portador de premolde. En este caso, el inserto de brazo portador de premolde puede configurarse según el perfil de exigencias de modo tal que diferentes disposiciones de tubo telescópico puedan ajustarse a diferentes brazos portadores de premolde. Para ello se prevé en el inserto de brazo portador de premolde una cantidad correspondiente de conexiones sobre su lado de entrada y sobre su lado de salida, pudiendo adecuarse esa cantidad a la cantidad de tubos telescópicos, 30 respectivamente a la cantidad de mitades de premolde.
Si el inserto de brazo portador de premolde presenta una cantidad de pasajes de aire de refrigeración que se corresponde con la cantidad de mitades de premolde sujetadas por el brazo portador de premolde, se le puede asignar a cada mitad de premolde un tubo telescópico determinado, de modo que esa mitad de premolde sea 35 completamente independiente de las otras mitades de premolde en lo referente a su abastecimiento de aire de... [Seguir leyendo]
Reivindicaciones:
1. Estación de premoldeo de una máquina IS de vidrio, con una caja de estación (5) , que puede abastecerse de aire de refrigeración por un equipo de refrigeración de la máquina IS de vidrio, dos brazos portadores de premolde (2, 3) , que en la estación de premoldeo (1) son movibles, guiados paralelos, 5 aproximándose uno a otro y alejándose uno de otro, mitades de premolde, que asignadas una a otra por pares están sujetadas a los brazos portadores de premolde (2, 3) y que mediante el movimiento de aproximación de uno a otro, respectivamente de alejamiento de uno de otro, de los brazos portadores de premolde (2, 3) guiados paralelos son movibles en forma simultánea a su posición de cierre, respectivamente de abertura, estando conectado cada brazo portador de premolde (2, 3) mediante una 10 disposición móvil de brazo telescópico (20, 21, 22) , que de un lado está acoplada en forma articulada al brazo portador de premolde (2, 3) , a la caja de estación (5) de la estación de premoldeo (1) y con ello al equipo de refrigeración de la máquina IS de vidrio, de modo que cada brazo portador de premolde (2, 3) puede abastecerse de aire de refrigeración tanto durante el movimiento guiado paralelo de aproximación como durante el movimiento guiado paralelo de alejamiento, como en posición de cierre, como en 15 posición de abertura, caracterizada porque cada disposición de tubo telescópico (20, 21, 22) incluye una cantidad de tubos telescópicos (20, 21, 22) , que se corresponde con la cantidad de mitades de premolde sujetadas por el brazo portador de premolde (2, 3) , los cuales por el otro lado están acoplados en forma articulada a la caja de estación (5) de la estación de premoldeo y de los cuales en cada caso un tubo telescópico (20, 21, 22) le está asignado en cada caso a una mitad de premolde, y porque a cada tubo 20 telescópico (20, 21, 22) de la disposición de tubo telescópico (20, 21, 22) le está asignada del lado de caja de estación una válvula reguladora de aire (6, 7, 8) que es regulable separadamente mediante un elemento de control (13, 14, 15) .
2. Estación de premoldeo según la reivindicación 1, en la que cada válvula reguladora de aire (6, 7, 8) 25 está conformada como válvula proporcional.
3. Estación de premoldeo según las reivindicaciones 1 o 2, en la que la disposición de tubo telescópico (20, 21, 22) está conectada a la caja de estación (5) mediante un inserto de caja de estación separado de la caja de estación (5) . 30
4. Estación de premoldeo según una de las reivindicaciones 1 a 3, en la que la disposición de tubo telescópico (20, 21, 22) está conectada al brazo portador de premolde (2, 3) mediante un inserto de brazo portador de premolde (26) separado del brazo portador de premolde (2, 3) .
5. Estación de premoldeo según la reivindicación 4, en la que el inserto de brazo portador de premolde (26) presenta una cantidad de pasajes de aire de refrigeración (23, 24, 25) que se corresponde con la cantidad de mitades de premolde sujetadas por el brazo portador de premolde (2, 3) .
6. Estación de premoldeo según una de las reivindicaciones 3 a 5, en la que el inserto de caja de estación 40 (12) presenta una cantidad de pasajes de aire de refrigeración (9, 10, 11) que se corresponde con la cantidad de tubos telescópicos (20, 21, 22) de la disposición de tubos telescópicos (20, 21, 22) .
7. Estación de premoldeo según una de las reivindicaciones 1 a 6, con tres mitades de premolde sujetadas al brazo portador de premolde (2, 3) , tres pasajes de aire de refrigeración (23, 24, 25) 45 conformados en el inserto de brazo de sujeción de premolde (26) , una disposición de tubos telescópicos (20, 21, 22) con tres tubos telescópicos (20, 21, 22) , tres pasajes de aire de refrigeración (9, 10, 11) conformados en el inserto de caja de estación (12) y tres válvulas reguladoras de aire (6, 7, 8) del lado de la caja de estación que están asignadas cada una a un pasaje de aire de refrigeración (9, 10, 11) del inserto de caja de estación (12) . 50
8. Estación de premoldeo según una de las reivindicaciones 1 a 7, en la que cada elemento de control (13, 14, 15) asignado a una válvula reguladora de aire (6, 7, 8) está conformado como disposición de émbolo/cilindro, sobre la que puede aplicarse aire comprimido.
9. Estación de premoldeo según una de las reivindicaciones 1 a 8, en la que en el brazo portador de premolde (2, 3) está conformado un conducto de aire de refrigeración (27) , que está conectado al o bien a los pasajes de aire de refrigeración (23, 24, 25) del lado del brazo portador de premolde y del que se ramifican boquillas de refrigeración de boca asignadas a los moldes de boca de mitades de premolde.
Patentes similares o relacionadas:
Disposición de refrigeración de moldes y bocas para una máquina moldeadora de vidrio, del 15 de Julio de 2020, de HEYE INTERNATIONAL GMBH: Disposición de refrigeración de moldes y bocas para una máquina moldeadora de vidrio con una caja de estación , con al menos un molde compuesto […]
 Método y sistema de control de temperatura del molde en bucle cerrado, del 25 de Septiembre de 2019, de EMHART GLASS S.A.: Un sistema de control del tiempo del ciclo de enfriamiento del molde en blanco para una máquina I. S. que tiene un ciclo de máquina, que comprende:
[…]
Método y sistema de control de temperatura del molde en bucle cerrado, del 25 de Septiembre de 2019, de EMHART GLASS S.A.: Un sistema de control del tiempo del ciclo de enfriamiento del molde en blanco para una máquina I. S. que tiene un ciclo de máquina, que comprende:
[…]
Mecanismo de cierre para la mitad del molde de una máquina I.S., del 29 de Mayo de 2019, de HEYE INTERNATIONAL GMBH: Mecanismo de cierre para los moldes de una máquina I.S., con dos portamoldes dispuestos de forma que pueden desplazare entre una posición de apertura […]
Filtro de partículas de máquina para conformar vidrio, unidad de émbolo, cabeza de soplado, soporte de cabeza de soplado y máquina para conformar vidrio adaptada a dicho filtro o que lo comprende, del 1 de Abril de 2019, de GERRESHEIMER GLAS GMBH: Un filtro (F) de partículas para una máquina para conformar vidrio que funciona según un proceso de soplado-soplado o según un proceso de […]
Disposición de placas de depósito, del 27 de Marzo de 2019, de HEYE INTERNATIONAL GMBH: Disposición de placas de depósito para una máquina de moldeo de vidrio con una placa de depósito que presenta varios huecos (16, 16', 16") dirigidos […]
Máquina de formación de vidrio, del 11 de Octubre de 2017, de NIHON YAMAMURA GLASS CO. LTD: Máquina de formación de vidrio que comprende: una pluralidad de moldes adaptados para formar unos productos de vidrio; unos mecanismos de enfriamiento adaptados […]
Procedimiento e instalación de fabricación de un artículo hueco de vidrio de poco espesor, del 16 de Agosto de 2017, de Pochet du Courval: Procedimiento de fabricación de un artículo hueco de vidrio que comporta al menos una pared lateral de poco espesor, procedimiento en el que: - se introduce […]
SISTEMA Y METODO DE ENFRIAMIENTO DE MOLDES PARA UNA MAQUINA FORMADORA DE ARTICULOS DE VIDRIO HUECOS, del 22 de Junio de 2017, de Vitro, S.A.B. de C.V: Sistema y método de enfriamiento de moldes de una máquina formadora de artículos de vidrio del tipo de las que comprenden unos brazos portadores de mitades […]