Utillaje de prensa.
Utillaje de prensa que comprende una matriz (5), una armadura (15) exterior a la matriz,
un tubo (16) flexible quedelimita un alojamiento (8) central en el que se efectúan las operaciones de prensado de piezas (12), y un inserto(17), dispuesto entre el tubo flexible y la armadura y móvil bajo la acción de un mecanismo (21), caracterizadoporque el inserto se desliza sobre el tubo y se extiende hasta un extremo del tubo por el que las piezas prensadasson extraídas del alojamiento, y porque el inserto se desaplica del citado extremo, que se mantiene separado de laarmadura con un cierto juego, en otra posición.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/050555.
Solicitante: COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES.
Nacionalidad solicitante: Francia.
Dirección: BATIMENT "LE PONANT D" 25, RUE LEBLANC 75015 PARIS FRANCIA.
Inventor/es: DELETTE,GÉRARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22F3/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › Prensas de moldeado con este fin.
- B30B15/02 B […] › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 15/00 Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P). › Matrices; Insertos o monturas apropiadas; Moldes (matrices de extrusión B30B 11/22).
PDF original: ES-2399334_T3.pdf
Fragmento de la descripción:
Utillaje de prensa El objeto de la invención consiste en un utillaje de prensa según el preámbulo de la reivindicación 1.
La fabricación de piezas mecánicas por medio de una operación de prensado de polvos para proporcionar una pieza desbastada compacta, seguido de una sinterización, puede implicar el empleo de máquinas de compresión uniaxial que comprenden una matriz constituida por un alojamiento en el que se vierte el polvo, y un troquel que se encaja en el alojamiento para realizar la compresión del polvo o, como variante, un par de troqueles que se encajan por dos extremos opuestos del alojamiento en dos sentidos opuestos. Estas prensas funcionan a cadencias relativamente elevadas. Las aplicaciones son numerosas: éstas pueden afectar a piezas mecánicas de metal o de cerámica como los engranajes, los imanes, las pastillas de combustible nuclear, etc.
Este tipo de procedimiento presenta sin embargo inconvenientes. Uno de los más importantes aparece en el desmoldeo de la pieza comprimida al salir progresivamente del alojamiento mediante un movimiento axial de empuje del troquel. La compresión produce esfuerzos radiales en la pieza, que se liberan a medida que la misma sale del alojamiento produciendo una dilatación radial. Los riesgos de provocar daños en la pieza por fisuración o rotura, son frecuentes en el orificio del alojamiento, entre las porciones todavía comprimidas y las porciones liberadas bruscamente, en las que aparecen concentraciones de fuerzas. Se han empleado diversos procedimientos para mejorar la calidad de las piezas. Se puede citar la utilización de aditivos lubricantes o ligantes en los polvos o la elección de secuencias particulares de compresión para los troqueles; pero los aditivos perjudican a la sinterización puesto que son volátiles y pueden ser contaminantes, y los segundos procedimientos ralentizan mucho las cadencias de producción. Estos dos grupos de procedimientos subsanan por otra parte más bien otros defectos,
como una cohesión insuficiente de la materia tras la compresión.
Otros procedimientos consisten en dotar al orificio del alojamiento de la matriz con un chaflán o con un radio de unión para evitar que la pieza en curso de desmoldeo realice una transición brusca entre el estado comprimido y el estado relajado, pero este procedimiento es eficaz solamente con perfiles de orificio bien determinados y particulares para cada una de las variedades de piezas, de modo que resulta difícil de llevarlo a la práctica.
Otros procedimientos adicionales consisten en añadir a la matriz tubos de caucho u otros materiales flexibles que faciliten el desmoldeo y sean a continuación sacrificados, pero esto resulta costoso.
Por último, otro tipo de procedimientos, descritos por ejemplo en el documento US-B-7 128 547, consiste en dividir la matriz en sectores que están ensamblados durante la ejecución de la compresión y separados a continuación con el fin de relajar las fuerzas de compresión residual a la vez para toda la pieza. Las realizaciones de tales procedimientos, con frecuencia, no comprenden ningún medio para retener los sectores de la matriz una vez que la misma ha sido aflojada, lo que los hace inapropiados para la automatización. Otros incluyen un mecanismo de comando de los movimientos de los sectores que permite automatizar el procedimientos, pero son complejos, imponiendo el empleo de accionadores de los sectores, y no garantizan que los sectores estén bien unidos cuando se vierte el polvo, lo que es necesario para una buena fabricación.
Una variante de esta concepción consiste en apretar la matriz por medio de resortes, de una presión externa o de 45 cualquier otro medio para reducir su diámetro durante la aplicación de presión; esto ha sido expuesto en los documentos EP-A-1602473, US-A-5694640 y en el artículo de Holownia "Balanced die method for metal powder compaction", aparecido en Powder Metallurgy, vol. 39, nº 3, Money Publishing. El apriete se detiene tras la aplicación de presión, lo que permite reducir el rozamiento de extracción de la pieza formada y facilitar así el desmoldeo. El problema técnico es algo diferente, y estos procedimientos no contribuyen a la mejora de la transición de las fuerzas de compresión a la salida de la matriz entre la porción desmoldeada y la porción que aún está retenida en la matriz. Hay que señalar, por otra parte que, en estos ejemplos, la presión centrípeta se aplica solamente en el centro de la matriz, mientras que los bordes están retenidos rígidamente en el aparato y no tienen por tanto ninguna flexibilidad.
La invención ha sido concebida para obviar estos inconvenientes y permitir una compresión automática y fiable de piezas con cadencia elevada, todo ello reduciendo los riesgos de causar daños durante el desmoldeo, y los consiguientes defectos ulteriores de forma y de dimensiones.
De una manera general, la invención se refiere así a un utillaje de prensa que comprende una matriz, una armadura exterior a la matriz, un tubo flexible que delimita un alojamiento central en el que se efectúan las operaciones de prensado de las piezas, y un inserto, dispuesto entre el tubo flexible y la armadura y móvil bajo la acción de un mecanismo, caracterizado porque el inserto desliza sobre el tubo y se extiende hasta un extremo del tubo por el que las piezas prensadas son extraídas del alojamiento, y porque el inserto se desaplica del citado extremo, el cual se mantiene separado de la armadura con cierto juego, en otra posición.
Esta disposición tiene por efecto permitir al tubo doblar dilatándose en las proximidades del orificio de desmoldeo, y ceder así parcialmente a las fuerzas internas liberándose parcialmente con anterioridad al desmoldeo, con una progresión hacia el orificio de desmoldeo, de manera que la transición entre las partes desmoldeadas y las partes aún presentes en el alojamiento es mucho más atenuada durante el desmoldeo de la pieza, y de modo que las concentraciones de esfuerzo observadas tradicionalmente en la unión entre estos dos estados de la pieza son reducidas en extremo o incluso desaparecen.
El tubo flexible es superior al chaflán o a la parte redondeada tradicional en la cima del alojamiento a efectos de que se doble en función de la repartición de fuerzas internas en la dirección de desmoldeo, y por tanto adopte en sí mismo un perfil que permita reducir en gran medida las concentraciones de fuerzas. Y, además proporciona una matriz de concepción más simple que las matrices segmentadas, y desprovista del riesgo de un mal cierre del alojamiento.
En un modo de realización preferida de la invención, el tubo está unido a la armadura por medio de una brida por un extremo de la armadura opuesto al emplazamiento de extracción, abarcando la armadura un vaciamiento delimitado parcialmente por la brida, y comprendiendo el inserto un saliente móvil en el vaciamiento entre estados de tope contra las paredes opuestas del vaciamiento.
La invención va a ser descrita ahora con relación a las figuras siguientes:
la figura 1 ilustra una prensa equipada con un utillaje,
la figura 2 ilustra el fenómeno que se aborda,
la figura 3 ilustra la matriz,
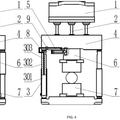
la figura 4 ilustra otro estado de la matriz, y
la figura 5 ilustra el desmoldeo.
La figura 1 representa una prensa que comprende un sistema de comando 1, un troquel superior 2, un troquel inferior 3 y un utillaje 4 específico de la invención que comprende una matriz 5. El troquel superior 2 y el troquel inferior 3 comprenden vástagos 6 y 7 dirigidos cada uno hacia el otro. La matriz 5 comprende un alojamiento 8 en el alineamiento de los vástagos 6 y 7 que pueden penetrar entre los orificios 9 y 10 opuestos. El pistón inferior 3 y su vástago 7 comprenden una aguja 37 que se desliza, y el vástago 6 del pistón superior 2 comprende un alojamiento 11 enfrentado a la aguja 37, en el que ésta puede penetrar. Esta disposición permite comprimir piezas huecas, de forma anular. La invención no se limita a esta situación y se refiere también a prensas desprovistas de agujas, eventualmente de troquel único; el alojamiento estaría entonces provisto de un único orificio y comprendería un fondo por el otro lado. El sistema de comando 1 dirige el movimiento de los troqueles 2 y 3 y de la aguja 37.
El problema afrontado en el transcurso del desmoldeo ha sido ilustrado en la figura 2, en el caso en que el pistón inferior 3 efectúa el desmoldeo, estando la pieza referenciada con 12. Al sobrepasar el orificio 13 del alojamiento 8, la liberación de las fuerza internas en dirección radial produce una dilatación en forma de pico 14, que provoca concentraciones de esfuerzos importantes, y que se tratan de evitar con la invención.... [Seguir leyendo]
Reivindicaciones:
1. Utillaje de prensa que comprende una matriz (5) , una armadura (15) exterior a la matriz, un tubo (16) flexible que delimita un alojamiento (8) central en el que se efectúan las operaciones de prensado de piezas (12) , y un inserto (17) , dispuesto entre el tubo flexible y la armadura y móvil bajo la acción de un mecanismo (21) , caracterizado porque el inserto se desliza sobre el tubo y se extiende hasta un extremo del tubo por el que las piezas prensadas son extraídas del alojamiento, y porque el inserto se desaplica del citado extremo, que se mantiene separado de la armadura con un cierto juego, en otra posición.
1.
2. Utillaje según la reivindicación 1, caracterizado porque el tubo está unido a la armadura por medio de una brida (18) en un extremo de la armadura opuesto al emplazamiento de extracción, la armadura abarca un vaciamiento (19) delimitado parcialmente por la brida, y el inserto (17) comprende un saliente (20) móvil en el vaciamiento entre estados de tope contra las paredes opuestas del vaciamiento.
Patentes similares o relacionadas:
Fabricación de insertos de corte, del 29 de Julio de 2020, de ISCAR LTD.: Un método para fabricar un cuerpo verde de inserto de corte que comprende las etapas de: (i) proporcionar un conjunto de herramientas de cuerpo 5 […]
Estación de estampado y/o gofrado de una máquina de estampado de pliegos, del 23 de Octubre de 2019, de Masterwork Group Co., Ltd: Estación de estampado y/o gofrado para una máquina de estampado y/o gofrado de pliegos de lecho plano, que presenta una mesa superior con una […]
 Máquina de forja hidráulica y procedimiento para reemplazar el yunque superior de la misma, del 25 de Septiembre de 2019, de Zhongkejuxin Clean Energy & Hot Forging Equipment Research And Development Co., Ltd: Una máquina de forja hidráulica, que comprende una viga móvil , un bloque de yunque superior que está conectado de manera fija a la viga móvil, un […]
Máquina de forja hidráulica y procedimiento para reemplazar el yunque superior de la misma, del 25 de Septiembre de 2019, de Zhongkejuxin Clean Energy & Hot Forging Equipment Research And Development Co., Ltd: Una máquina de forja hidráulica, que comprende una viga móvil , un bloque de yunque superior que está conectado de manera fija a la viga móvil, un […]
Sistema y métodos para cambiar segmentos de rotor segmentados verticalmente en una prensa rotativa, del 17 de Julio de 2019, de KORSCH AG: Un sistema para cambiar segmentos de rotor segmentados verticalmente en una prensa rotativa de comprimidos , que comprende un rotor , […]
Dispositivo para la fabricación de piezas moldeadas de hormigón, del 17 de Julio de 2019, de KOBRA FORMEN GMBH: Dispositivo para la fabricación de piezas moldeadas de hormigón en una máquina de moldeo, que comprende una parte superior de molde (FB) con una […]
Sistema y procedimiento para el prensado en caliente de artículos metálicos, del 2 de Julio de 2019, de Hydromec S.r.l: Sistema para el prensado en caliente de artículos metálicos, especialmente en latón o aluminio, que comprende: - una máquina de prensado en caliente que tiene una carcasa […]
Prensa de corte fino, del 26 de Febrero de 2019, de FEINTOOL INTERNATIONAL HOLDING AG: Prensa de corte fino, que comprende una pieza superior , una pieza inferior , así como tirantes y columnas que conectan en arrastre de […]
Prensa hidráulica de taller, del 18 de Febrero de 2019, de MELCHOR GABILONDO, S.A.: Prensa hidráulica que comprende un chasis , un cilindro hidráulico que puede actuar sobre una pieza a manipular, una mesa de trabajo sobre la que se sitúa […]