ÚTIL DE DESMOLDEO Y MOLDEO DE BOBINAS DE TRANSFORMADOR.
Útil de desmoldeo y moldeo de bobinas de transformador.
La invención se refiere a un sistema de moldeo y desmoldeo de bobinas (1) respecto de un molde (2) de bobina constituido por una carcasa exterior (3) y otra interior (4) concéntricas,
que comprende una estructura (5) provista de dos ejes retráctiles (6, 7) destinados a encajarse coaxialmente con las carcasas (3, 4) para hacer girar el molde (2) sobre sí mismo y medios para elevar el molde (2) hasta dichos ejes retráctiles (6, 7), permitiendo así realizar dichas operaciones de manera fácil, cómoda y segura. La invención también se refiere a un procedimiento de moldeo o desmoldeo en el que se emplea dicho sistema.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201131808.
Solicitante: MATIS HISPANIA S.A.
Nacionalidad solicitante: España.
Inventor/es: MITJANA SALVAT,Josep.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22C11/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 11/00 Máquinas de moldeo para hacer moldes o machos, caracterizadas por la disposición relativa de sus partes. › Máquinas en las que los moldes se desplazan durante un ciclo de operaciones sucesivas.
Fragmento de la descripción:
Útil de desmoldeo y moldeo de bobinas de transformador
La presente invención se refiere a un útil que permite el desmoldeo de bobinas de transformador de distintos tamaños respecto del molde en el que se recubren de resina, y también permitir el moldeo de las bobinas respecto del mismo molde.
ANTECEDENTES DE LA INVENCIÓN
La presente invención se aplica especialmente a las bobinas de un diámetro comprendido entre 180mm y 1100mm, y de un peso comprendido entre 30kg y 500kg, utilizadas para transformadores.
Se trata de bobinas de cobre que deben ser recubiertas exterior e interiormente por una capa de resina que, al solidificar, les da compactación y aislamiento. En el caso que nos ocupa, dicho recubrimiento de resina se realiza estando la bobina dentro de un molde de acero, en el cual se inyecta la resina.
Hay moldes de distintos tamaños y peso, dependiendo de la bobina, que constan, en esencia, de los siguientes componentes, tal como se puede apreciar en la figura 1 por ejemplo:
-Parte externa del molde, que incluye una parte de forma aproximadamente cilíndrica, formada por 2 piezas “semicilíndricas” que son las cubiertas;
- tapas o placas planas para ambas bases del cilindro anterior, estando cada una de esas tapas dividida en 2 mitades, las cuales se corresponden con las 2 cubiertas anteriores;
- varillas roscadas o espárragos que unen entre sí las 2 tapas anteriores.
-Parte interna del molde: Consiste en un cilindro hueco, para colocar en el interior de la cara interna de la bobina.
El moldeo consiste en la introducción de la bobina en el molde; Una vez inyectada la resina y solidificada, debe realizarse el desmoldeo, es decir, la extracción de la bobina del molde.
Antes de la introducción de la presente invención, el moldeo y el desmoldeo se realizaban de una forma muy rudimentaria y peligrosa: elevando la bobina y el molde (o sus componentes) mediante grúa, y montando o desmontando el molde incluso desde debajo de la carga, utilizando algunos útiles de soporte para apoyos intermedios durante el proceso.
DESCRIPCIÓN DE LA INVENCIÓN
Para hacer más fáciles, cómodas y, sobre todo, seguras las operaciones arriba mencionadas, la presente invención propone un sistema de moldeo y desmoldeo de bobinas respecto de un molde de bobina constituido por una carcasa exterior y otra interior concéntricas, que se caracteriza por el hecho de que comprende una estructura provista de dos ejes retráctiles destinados a encajarse coaxialmente con las carcasas para hacer girar el molde sobre sí mismo y medios para elevar el molde hasta dichos ejes retráctiles.
De este modo, es posible acceder segura, fácil y cómodamente al molde para proceder a su manipulación.
Según diversas características opcionales de la invención, combinables entre sí siempre que sea técnicamente posible:
- El sistema comprende una carretilla de transporte del molde, y los medios para elevar el molde comprenden unas uñas elevadoras provistas de guías de elevación en la estructura encajables en unas cavidades dispuestas en la carretilla.
- La estructura está constituida por perfiles, de modo que se configuran unos marcos abiertos, estando el marco perpendicular a los ejes provisto de dos perfiles deslizantes por el marco, de modo que se pueden posicionar como tope lateral de apoyo de la bobina moldeada con vistas al desmoldeo de la carcasa interior.
- El sistema comprende un actuador lineal dispuesto frente al marco perpendicular a los ejes por el lado opuesto a aquél donde se sitúa la bobina, destinado a realizar la extracción de la carcasa interior.
- La carcasa exterior está constituida por dos piezas semicilíndricas provistas de medios de unión entre sí.
- El molde comprende dos tapas extremas planas.
- Las tapas planas están constituidas por dos semi-tapas, estando provisto el par de semi-tapas destinado a la cara
de extracción de la carcasa interior de un orificio para la inserción del extremo móvil del actuador lineal.
Finalmente, el sistema comprende dos husillos motorizados en la estructura para el desplazamiento lateral de los perfiles deslizantes por el marco. La invención también se refiere a un procedimiento de desmoldeo de bobina de un molde de bobina constituido por
una carcasa exterior y otra interior concéntricas, en el que se emplea una estructura provista de dos ejes retráctiles destinados a encajarse coaxialmente con las carcasas para hacer girar el molde sobre sí mismo y de medios para elevar el molde hasta dichos ejes retráctiles, así como una carretilla de transporte del molde, y en el que los citados medios para elevar el molde comprenden unas uñas elevadoras provistas de guías de elevación en la estructura encajables en unas cavidades dispuestas en la carretilla, que comprende las etapas de:
a) Disponer el molde en la carretilla y desplazarla hasta la estructura de modo que las uñas elevadoras se encajan en las cavidades de la carretilla; b) Elevar el molde para que quede con su eje coincidente con los dos ejes retráctiles; c) Encajar los ejes retráctiles en el eje del molde, de forma que éste último quede suspendido de aquéllos; Preferentemente, el procedimiento según la invención comprende la etapa de:
d) Sujetar la carcasa exterior con una grúa; Ventajosamente, el molde comprende dos tapas extremas planas, unidas entre sí mediante unos espárragos de fijación, y el procedimiento comprende además las etapas consistentes en:
e) Aflojar los espárragos y retirar las tapas extremas planas; f) Retirar la carcasa exterior, realizando el giro del molde si es necesario; Más preferentemente, la estructura está constituida por perfiles, de modo que se configuran unos marcos abiertos, estando el marco perpendicular a los ejes provisto de dos perfiles deslizantes por el marco, y de un actuador lineal dispuesto frente al marco perpendicular a los ejes por el lado opuesto a aquél donde se sitúa la bobina, y el
procedimiento comprende además las etapas de: g) desplazar los perfiles deslizantes hasta disponerlos como tope lateral de apoyo de la bobina moldeada; h) introducir el extremo del actuador lineal y fijarlo a la carcasa interior, y accionar el actuador lineal para extraer el molde interior, para acabar disponiéndolo en una bandeja de apoyo auxiliar lateral destinada a tal efecto; De este modo, es posible rotar el molde para proceder al desmoldeo en condiciones cómodas y seguras.
BREVE DESCRIPCIÓN DE LOS DIBUJOS Para mejor comprensión de cuanto se ha expuesto, se acompañan unos dibujos en los que, esquemáticamente y tan sólo a título de ejemplo no limitativo, se representa un caso práctico de realización.
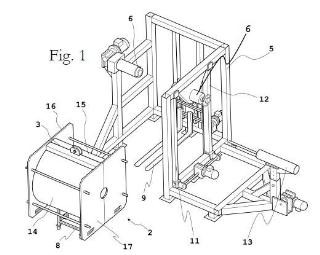
La figura 1 es una perspectiva del sistema según la invención, que ilustra la etapa de acercamiento del molde a la estructura.
La figura 2 es una perspectiva de la carretilla empleada en el sistema de la invención.
La figura 3 es una perspectiva en la que se ilustra la posición en la que los ejes retráctiles están encajados en el eje de molde para el giro y manipulación de éste en condiciones de seguridad.
La figura 4 es una perspectiva que ilustra los diferentes movimientos y manipulaciones que permite el sistema de la
invención.
La figura 5 ilustra la etapa del procedimiento en la que se procede a la extracción de la última pieza restante del molde, que es la carcasa interior.
DESCRIPCIÓN DE UNA REALIZACIÓN PREFERIDA
Tal como se puede apreciar en las figuras, la invención se refiere a un sistema de moldeo y desmoldeo de bobinas 1, que comprende un molde 2 de bobina constituido por una carcasa exterior 3 y otra interior 4 concéntricas, sistema ya conocido con estas características.
Concretamente, según la invención, la estructura empleada en el sistema comprende una estructura 5 provista: de dos ejes retráctiles 6, 7 destinados a encajarse coaxialmente con las carcasas 3, 4 para hacer girar el molde 2 sobre sí mismo; y de medios para elevar el molde 2 hasta dichos ejes retráctiles 6, 7.
Tal como se puede apreciar en las figuras 1 y 2, el sistema comprende una carretilla 8 de transporte del molde 2, y los citados medios para elevar el molde 2 comprenden unas uñas elevadoras 9 provistas de guías de elevación en la estructura 5 encajables en unas cavidades 10 dispuestas en la carretilla 8, de modo que es posible llevar el molde a su posición de manipulación en condiciones de seguridad, solamente mediante el accionamiento de motores.
La estructura 5 está constituida por perfiles, de modo que se configuran unos marcos abiertos, estando el marco 5a perpendicular a los ejes retráctiles...
Reivindicaciones:
1. Sistema de moldeo y desmoldeo de bobinas (1) , que comprende un molde (2) de bobina constituido por una carcasa exterior (3) y otra interior (4) concéntricas, caracterizado por el hecho de que comprende: una estructura (5) provista de dos ejes retráctiles (6, 7) destinados a encajarse coaxialmente con las carcasas (3, 4) para hacer girar el molde (2) sobre sí mismo; y medios para elevar el molde (2) hasta dichos ejes retráctiles (6, 7) .
2. Sistema según la reivindicación 1, que comprende una carretilla (8) de transporte del molde (2) y en el que dichos medios para elevar el molde (2) comprenden unas uñas elevadoras (9) provistas de guías de elevación en la estructura (5) encajables en unas cavidades (10) dispuestas en la carretilla (8) .
3. Sistema según cualquiera de las reivindicaciones anteriores, en el que la estructura (5) está constituida por perfiles, de modo que se configuran unos marcos abiertos, estando el marco (5a) perpendicular a los ejes (6, 7) provisto de dos perfiles deslizantes (11, 12) por el marco, de modo que éstos se pueden posicionar como tope lateral de apoyo de la bobina moldeada (1) con vistas al desmoldeo de la carcasa interior (4) .
4. Sistema según la reivindicación anterior, que comprende un actuador lineal (13) dispuesto frente al marco perpendicular a los ejes por el lado opuesto a aquél donde se sitúa la bobina, destinado a realizar la extracción de la carcasa interior (4) .
5. Sistema según cualquiera de las reivindicaciones anteriores, en el que la carcasa exterior (4) está constituida por dos piezas semicilíndricas (14, 15) provistas de medios de unión entre sí.
6. Sistema según cualquiera de las reivindicaciones anteriores, en el que el molde (2) comprende dos tapas extremas planas (16, 17) .
7. Sistema según la reivindicación anterior, en el que cada una de las tapas planas (16, 17) está constituida por dos semi-tapas, estando provisto el par de semi-tapas destinado a la cara de extracción de la carcasa interior (4) de un orificio para la inserción del extremo móvil del actuador lineal (13) .
8. Sistema según cualquiera de las reivindicaciones anteriores, que comprende dos husillos motorizados (18, 19) en la estructura (5) para el desplazamiento lateral de los perfiles deslizantes (11, 12) por el marco (5a) .
9. Procedimiento de desmoldeo de bobina de un molde (2) de bobina constituido por una carcasa exterior (3) y otra interior (4) concéntricas, en el que se emplea una estructura (5) provista de dos ejes retráctiles (6, 7) destinados a encajarse coaxialmente con las carcasas (3, 4) para hacer girar el molde (2) sobre sí mismo y de medios para elevar el molde (2) hasta dichos ejes retráctiles (6, 7) , así como una carretilla (8) de transporte del molde (2) , y en el que los citados medios para elevar el molde (2) comprenden unas uñas elevadoras (9) provistas de guías de elevación en la estructura (5) encajables en unas cavidades (10) dispuestas en la carretilla (8) , que comprende las etapas de:
a) Disponer el molde en la carretilla y desplazarla hasta la estructura (5) de modo que las uñas elevadoras se encajan en las cavidades (10) de la carretilla (8) ;
b) Elevar el molde para que quede con su eje coincidente con los dos ejes retráctiles (6, 7) ;
c) Encajar los ejes retráctiles (6, 7) en el eje del molde (2) , de forma que éste último quede suspendido de aquéllos;
10. Procedimiento según la reivindicación anterior, que comprende la etapa de:
d) Sujetar la carcasa exterior (3) con una grúa;
11. Procedimiento según la reivindicación anterior, en el que el molde (2) comprende dos tapas extremas planas (16, 17) , unidas entre sí mediante unos espárragos de fijación (20) , y que comprende las etapas de:
e) Aflojar los espárragos y retirar las tapas extremas planas (16, 17) ;
f) Retirar la carcasa exterior (3) , realizando el giro del molde si es necesario;
12. Procedimiento según la reivindicación anterior, en el que la estructura (5) está constituida por perfiles, de modo que se configuran unos marcos abiertos, estando el marco (5a) perpendicular a los ejes (6, 7) provisto de dos perfiles deslizantes (11, 12) por el marco, y con un actuador lineal (13) dispuesto frente al marco perpendicular a los ejes por el lado opuesto a aquel donde se sitúa la bobina, que comprende la etapa de:
g) desplazar los perfiles deslizantes (11, 12) hasta disponerlos como tope lateral de apoyo de la bobina moldeada (1)
h) introducir el extremo del actuador lineal (13) y fijarlo a la carcasa interior (4) ;
i) accionar el actuador lineal (13) y extraer el molde interior (4) para disponerlo en una bandeja de apoyo auxiliar lateral (21) destinada a tal efecto.
Fig. 3
Patentes similares o relacionadas:
DISPOSICION EN EQUIPO DE FUNDICION QUE COMPRENDE, POR EJEMPLO, UNA MAQUINA DE MOLDEO Y UN TRANSPORTADOR PARA MOLDES DE ARENA "HUMEDA", del 1 de Julio de 2002, de GEORG FISCHER DISA A/S: En un transportador (no mostrado) para moldes de arena "húmeda" (no mostrados) y con superficies protegidas por listones asegurados a las partes estructurales […]
CARGA Y MOLDEO DE MOLDES DE ARENA POR PAREJAS., del 16 de Octubre de 1997, de KUNKEL-WAGNER PROZESSTECHNOLOGIE GMBH: SE PROPONE UN PROCEDIMIENTO Y UN DISPOSITIVO PARA CONFORMADO ACELERADO DE CAJAS (12A, 12B) DE MOLDEADO EN UNA MAQUINA DE EMPAQUETADO DE ARENA CON UNA ESTACION (FUS; I) DE LLENADO […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA OBTENCION DE MOLDEA DE FUNDICION, del 1 de Enero de 1995, de MULLER, GUNTER DIPL.-ING.: EL INVENTO SE REFIERE A UN PROCEDIMIENTO Y A UN DISPOSITIVO PARA LA PREPARACION DE MOLDES DE FUNDICION, SOBRE TODO EN CAJAS SUPERIORES E INFERIORES, QUE VAN LLEGANDO ALTERNATIVAMENTE, […]
INSTALACION PARA CAMBIO AUTOMATICO DE CAJAS EN MAQUINAS DISPARADORAS DE MACHOS, del 16 de Noviembre de 1986, de ARANA ERAÑA, AGUSTIN: INSTALACION PARA CAMBIO AUTOMATICO DE CAJAS EN MAQUINAS DISPARADORAS DE MACHOS. CONSTA DE UNA PAREJA DE GUIAS LONGITUDINALES , DEBIDAMENTE SOPORTADAS […]