Procedimiento para unir de forma inseparable piezas de trabajo.
Procedimiento para unir de forma inseparable utilizando una herramienta de prensado piezas de trabajo delámbito de instalaciones de calefacción o de agua potable tales como empalmes,
tubos, manguitos o similares,
- en el que la herramienta de prensado se acciona radialmente hacia dentro,
- en el que se hace que al menos una superficie de deslizamiento inclinada con respecto al eje de zona dealojamiento dispuesta en la herramienta de prensado y una superficie de pieza de trabajo entren en contactoentre sí, caracterizado por que
- la fuerza de prensado ejercida radialmente hacia dentro se transmite de la superficie de deslizamiento a lasuperficie de pieza de trabajo y se desvía al menos en parte en la dirección axial y
- las piezas de trabajo se prensan en la dirección axial.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/051062.
Solicitante: VIEGA GMBH & CO. KG..
Nacionalidad solicitante: Alemania.
Dirección: ENNESTER WEG 9 57439 ATTENDORN ALEMANIA.
Inventor/es: HOFMANN, FRANK, HÜTTE,ANDREAS, SINOPLU,SUDI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B25B27/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25B HERRAMIENTAS O UTILLAJE DE BANCO NO PREVISTOS EN OTRO LUGAR, PARA FIJAR, UNIR, DESENGANCHAR O MANTENER. › B25B 27/00 Herramientas manuales o utillaje de banco, especialmente concebidas para ensamblar o separar piezas u objetos, causando o no cierta deformación, no previstos en otro lugar (máquinas limitadas al montaje o separación de piezas u objetos metálicos B23P 19/00). › para revestir racores en tubos flexibles o mangos.
PDF original: ES-2435533_T3.pdf
Fragmento de la descripción:
Procedimiento para unir de forma inseparable piezas de trabajo La invención se refiere a un procedimiento para unir de forma inseparable piezas de trabajo utilizando una herramienta de prensado. Este procedimiento se puede realizar con una herramienta de prensado para unir de forma inseparable piezas de trabajo con dos elementos pivotantes que presentan en cada caso una mordaza de prensado y con al menos un eje de rotación en el que están articulados los elementos pivotantes, formando los contornos internos de las mordazas situadas de manera opuesta entre sí una zona de alojamiento. Además se describe una pieza superior para una herramienta de prensado con dos mordazas de prensado, presentando cada mordaza de prensado un contorno interno y formando los contornos internos de las mordazas de prensado situados de manera opuesta entre sí una zona de alojamiento.
Herramientas de prensado, piezas superiores para herramientas de prensado y procedimientos del tipo mencionado al inicio ya se conocen por el estado de la técnica, por ejemplo del ámbito de las instalaciones de calefacción o de agua potable. Preferiblemente se utilizan las herramientas y los procedimientos para prensar radialmente piezas de trabajo tales como empalmes, tubos, manguitos o similares. Prensar radialmente significa a este respecto fundamentalmente conformar, mediante un movimiento de cierre a modo de tenazas de dos elementos pivotantes que presentan mordazas de prensado, dos piezas de trabajo dispuestas al menos en parte de modo que se solapan entre sí y de este modo unirlas de forma inseparable entre sí.
Sin embargo, este modo de proceder puede resultar desventajoso. Con herramientas de prensado y procedimientos previstos para este fin por ejemplo se dificulta claramente la ejecución de una fuerza de prensado homogénea por todos los lados sobre las piezas de trabajo que se van a prensar. Preferiblemente los tubos y empalmes tienen una forma con simetría de rotación y en gran parte redonda antes de la operación de prensado. Sin embargo, tras la operación de prensado esta simetría se puede ver perturbada debido a fuerzas de prensado que actúan de forma no homogénea en el punto de unión entre el tubo y el empalme, lo que puede alterar por un lado la impresión óptica y por otro lado la funcionalidad de la unión.
Además los materiales, en particular plásticos o metales de las piezas de trabajo solicitadas durante la operación de prensado, pueden presentar una capacidad de permanencia dirigida en contra las fuerzas de prensado. Esta capacidad de permanencia en forma de fuerzas de retroceso puede llevar a que el material conformado en la operación de prensado intente restablecer al menos en parte el estado inicial o la estructura inicial de las piezas de trabajo. Esto requiere que el usuario de un procedimiento de prensado o una herramienta de prensado que actúa radialmente hacia dentro deba aumentar las fuerzas de prensado que se van a ejercer radialmente hacia dentro para obtener el resultado de prensado deseado. Sin embargo, esto representa un uso de los materiales de las piezas de trabajo que se van a prensar que va más allá de la verdadera dimensión y que por tanto básicamente no es deseable.
Por ejemplo se conoce por el documento DE 101 44 100 C1 una herramienta de prensado con dos mordazas de prensado que se pueden aproximar radialmente una a la otra para establecer una unión de prensado de tubos estanca inseparable. Los contornos internos de las mordazas de prensado presentan superficies cuneiformes mediante las que se puede efectuar la conversión de un movimiento radial de las mordazas de prensado en una compresión axial del reborde anular de un empalme.
Por el documento DE 198 40 668 C1 se conoce una unión de tubos compuesta por un elemento de encaje a presión que presenta al menos una zona configurada con respecto a la sección transversal a modo de reborde que aloja un anillo de obturación, y por un tubo que está insertado en el elemento de encaje a presión. La zona configurada a modo de reborde se prensa radialmente con una herramienta de prensado, de modo que el elemento de obturación se prensa contra el tubo y así establece una unión estanca e inseparable.
Por el documento GB 2 205 373 A se conoce un procedimiento para unir tubos según el preámbulo de la reivindicación 1. Para ello está prevista una herramienta de unión que presenta dos elementos de sujeción con superficies biseladas que sirven para la conformación radial de la pieza de trabajo.
Por el documento DE 27 25 280 A1 se conoce además una unión de tubos a partir de un tubo y un casquillo de empalme, presentando el casquillo de empalme un reborde anular radialmente abierto hacia dentro que contiene un anillo obturador. Este reborde anular se comprime con una herramienta de prensado de modo que el anillo obturador se prensa contra el tubo insertado en el casquillo de empalme. El molde de la herramienta de prensado presenta a este respecto superficies laterales cónicas que al comprimirse están en contacto con los lados del reborde anular, provocan la compresión del reborde anular y deforman radialmente el anillo obturador.
Los problemas anteriormente mencionados se pueden solucionar o al menos aliviar en particular mediante una técnica de prensado axial. Ejercer una fuerza de forma homogénea se puede garantizar de manera claramente más 65 sencilla en un procedimiento de prensado axial. Es cierto que las propiedades de retroceso de los materiales que se van a deformar actúan básicamente también en una dirección axial, sin embargo los efectos de una solicitación aumentada del material debido a la dilatación axial larga habitualmente en comparación con la dilatación radial de las piezas de trabajo se pueden mantener reducidos. Sin embargo, resulta desventajoso con respecto a herramientas de prensado que actúan axialmente que ocupen un espacio de montaje amplio y que presenten un peso elevado. El uso de herramientas de este tipo o la aplicación de procedimientos de este tipo se le dificulta por
tanto al instalador.
La presente invención se basa por tanto en el problema técnico de indicar un procedimiento alternativo con el que se pueda crear una unión inseparable entre piezas de trabajo mediante un prensado axial.
Según la presente invención el problema técnico se soluciona mediante un procedimiento para unir de forma inseparable piezas de trabajo utilizando una herramienta de prensado en particular tal como se describió anteriormente, en el que la herramienta de prensado se acciona radialmente hacia dentro, en el que se hacen entrar en contacto entre sí al menos una superficie de deslizamiento dispuesta en la herramienta de prensado, inclinada con respecto al eje de pieza de trabajo, y una superficie de pieza de trabajo, en el que la fuerza de prensado ejercida radialmente hacia dentro se transmite de la superficie de deslizamiento a la superficie de pieza de trabajo y se desvía al menos en parte en la dirección axial, y en el que se prensan las piezas de trabajo en la dirección axial.
Preferiblemente está situada de manera opuesta a la superficie de deslizamiento una superficie de pieza de trabajo adaptada correspondientemente. De este modo se crea en particular una mayor superficie de contacto entre la superficie de deslizamiento y la superficie de pieza de trabajo. De este modo se puede aumentar por ejemplo la estabilidad de la operación de prensado.
Con respecto a ventajas adicionales del procedimiento según la invención se remite a las reivindicaciones dependientes o a las exposiciones siguientes con respecto a una herramienta de prensado o con respecto a una pieza superior adecuada para herramientas de prensado.
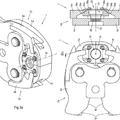
El procedimiento anteriormente explicado se puede realizar con una herramienta de prensado para unir de forma inseparable piezas de trabajo con dos elementos pivotantes que presentan en cada caso una mordaza de prensado y con al menos un eje de rotación en el que están articulados los elementos pivotantes, formando los contornos internos de las mordazas de prensado situadas de manera opuesta entre sí una zona de alojamiento, presentando los contornos internos al menos una superficie de deslizamiento inclinada con respecto al eje de zona de alojamiento.
El eje de zona de alojamiento discurre aproximadamente de manera perpendicular con respecto a la superficie situada entre los contornos internos de las mordazas de prensado y corresponde fundamentalmente al eje de una pieza de trabajo, por ejemplo de un tubo o empalme, que se puede introducir en la zona de alojamiento para el prensado.
A través de la superficie de deslizamiento inclinada con respecto al eje de zona de alojamiento se puede convertir la dinámica de un movimiento realizado de manera radial... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para unir de forma inseparable utilizando una herramienta de prensado piezas de trabajo del
ámbito de instalaciones de calefacción o de agua potable tales como empalmes, tubos, manguitos o similares, 5
- en el que la herramienta de prensado se acciona radialmente hacia dentro,
- en el que se hace que al menos una superficie de deslizamiento inclinada con respecto al eje de zona de alojamiento dispuesta en la herramienta de prensado y una superficie de pieza de trabajo entren en contacto entre sí, caracterizado por que
- la fuerza de prensado ejercida radialmente hacia dentro se transmite de la superficie de deslizamiento a la superficie de pieza de trabajo y se desvía al menos en parte en la dirección axial y
- las piezas de trabajo se prensan en la dirección axial.
2. Procedimiento según la reivindicación 1, en el que se sitúa de manera opuesta a la superficie de deslizamiento 15 una superficie de pieza de trabajo adaptada correspondientemente.
3. Procedimiento según la reivindicación 1 o 2, en el que al menos una superficie de deslizamiento está configurada como segmento cónico.
4. Procedimiento según una de las reivindicaciones 1 a 3, en el que la herramienta de prensado presenta dos superficies de deslizamiento inclinadas con respecto al eje de zona de alojamiento, dirigidas una hacia la otra.
5. Procedimiento según la reivindicación 4, en el que las superficies de deslizamiento están configuradas como segmentos cónicos y presentan un ángulo de inclinación con respecto al eje de zona de alojamiento de 25 aproximadamente 60°.
6. Procedimiento según una de las reivindicaciones 1 a 4, en el que la desviación se efectúa con un ángulo de entre 35° y 55°, en particular de 45°.
7. Procedimiento según una de las reivindicaciones 1 a 6, en el que la superficie de deslizamiento de la herramienta de prensado está configurada de manera que favorece un deslizamiento.
Patentes similares o relacionadas:
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Herramienta manual para usar en la desconexión rápida de acoplamientos de conexión/desconexión rápida, del 8 de Julio de 2020, de Direct Source International, LLC: Una herramienta para la extracción de un conector de un tubo, dicha herramienta que tiene un cuerpo, dicho cuerpo que comprende: una […]
Abrazadera y herramienta de reparación, del 10 de Junio de 2020, de Timberline Tool, L.L.C: Una herramienta de sujeción de tubo para proporcionar un tratamiento a una pieza de trabajo tubular , que comprende: un conjunto de abrazadera , […]
Procedimiento para el control automático de una herramienta de prensado electrohidráulica, del 12 de Junio de 2019, de NOVOPRESS GMBH PRESSEN UND PRESSWERKZEUGE & CO. KG.: Procedimiento para el control automático de una herramienta de prensado electrohidráulica, en particular para producir uniones de tubos, en el que, […]
Herramienta de prensar para la unión de piezas mediante conformado, del 22 de Mayo de 2019, de ROTHENBERGER AG: Herramienta de prensar para la unión de piezas mediante el conformado, con al menos dos mordazas de prensar (2, 2'; 3, 3'; 3''), movibles […]
Dispositivo de detección de tope posterior en un accionador lineal, del 6 de Mayo de 2019, de VIRAX: Accionador lineal que consta de medios de accionamiento de un equipo móvil entre una posición de reposo y una posición activa, y un módulo electrónico […]
Herramienta para moldeo por presión para una pieza de empalme con lengüeta de presión, del 24 de Octubre de 2018, de GEBERIT INTERNATIONAL AG: Herramienta para moldeo por presión para una pieza de empalme de montaje a presión con una parte cilíndrica y con una lengüeta de presión que sobresale de la […]
Procedimiento para el funcionamiento de una prensa manual activada por motor y prensa manual, del 14 de Marzo de 2018, de GUSTAV KLAUKE GMBH: Procedimiento para el funcionamiento de una prensa manual activada por motor , en el que mediante una activación del interruptor se mueven una o varias mordazas de […]