Dispositivo de soldadura para tubos a partir de un tubo ranurado metálico.
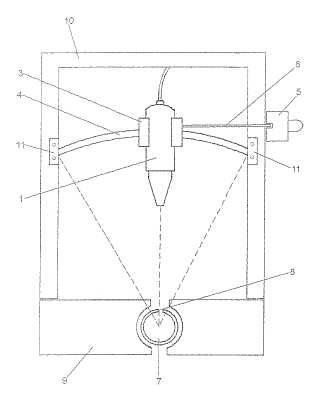
Dispositivo de soldadura para tubos a partir de un tubo ranurado metálico (7) compuesto por una carcasa 10) conuna guía de tubo y un soporte (9) del tubo ranurado (7) y con un cabezal láser (1) fijado en el soporte (3),
caracterizado por que un carril curvado (4) está colocado a través de una fijación (11) en la carcasa (10) y por queel cabezal láser, que se puede guiar con ayuda de una barra de avance (6) y un motor de accionamiento (5) sobre elcarril curvado (4) en función del desarrollo de la ranura en el tubo ranurado, está dispuesto en el carril curvadoradialmente por encima del tubo ranurado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2007/001193.
Solicitante: Wuppermann Rohrtechnik GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Rothenburger Strasse 42 91593 Burgbernheim ALEMANIA.
Inventor/es: HARTMANN, MANFRED.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Alineación, apuntado o focalización automáticos del haz de rayos láser, p. ej. utilizando la luz difundida de vuelta.
- B23K26/10 B23K 26/00 […] › con un soporte fijo.
- B23K26/26 B23K 26/00 […] › de costuras rectilíneas.
PDF original: ES-2437587_T3.pdf
Fragmento de la descripción:
Dispositivo de soldadura para tubos a partir de un tubo ranurado metálico La invención se refiere a un dispositivo según el preámbulo de la reivindicación 1 para guiar un soplete láser para soldar tubos (dispositivo de soldadura) , eligiéndose el radio del carril curvado de modo que queda orientado de manera céntrica con respecto al centro del tubo y controlándose el cabezal láser de modo que queda orientado de manera céntrica con respecto a la ranura del tubo.
En el documento EP 0262363 se describe un dispositivo de este tipo para la producción continua de cuerpos tubulares por medio de soldadura de costura longitudinal con rayo láser.
Se conoce la fabricación de tubos soldaduras a partir de un material en banda metálico (documento DE 35 29 160 A1) . En general, en este caso, se somete la pieza de trabajo en primer lugar en forma de banda (material en banda metálico) en frío a una deformación cada vez más fuerte de los bordes. Las primeras parejas de rodillos en el dispositivo de avance presentan a este respecto formas que se encajan ligeramente entre sí, que doblan el material en banda hasta el punto de que los bordes curvados están más que en ángulo con respecto a la sección transversal anterior de la banda.
Para eliminar estas inhomogeneidades se sabe por el documento DE 198 34 400 C1 someter el tubo en parte conformado previamente en un primer tramo de rotación a una torsión por ejemplo de un cuarto de vuelta y deformarlo adicionalmente en esta posición torsionada en el avance posterior de modo que la ranura que se encuentra entre los bordes se reduce en el desarrollo de avance posterior. Sin embargo, las inhomogeneidades no se evitan según este procedimiento.
Se conoce cerrar mediante soldadura láser la costura que se produce en la conformación previa de los tubos.
Inhomogeneidades en el tubo soldadura y por tanto el riesgo de abrirse bajo carga.
Por el documento DE 698 00 179 T2 se conoce un dispositivo para guiar un soplete para soldar que sirve para soldar costuras longitudinales de tubos a partir de un material metálico. Mediante un sistema de control complejo y mediante un análisis de una imagen proporcionada por una cámara CCD con la imagen almacenada en su unidad de memoria se determinan desviaciones del centrado del cabezal láser sobre la costura de soldadura. Las desviaciones se corrigen a través de un dispositivo de control de posición.
En el documento DE 198 47 887 A1 se describe controlar un cabezal láser mediante un sistema mecánico de detección de banda. Este documento representa los antecedentes tecnológicos para la presente invención. Las características según la invención no se describen. El sistema mecánico de detección de banda no proporciona indicios al experto en la técnica con respecto a emplear un carril curvado.
Por el documento JP 05 146 885 A se conoce disponer un cabezal láser en un soporte ajustable en altura mediante el que se puede controlar la ubicación de enfoque de un rayo láser emitido por el cabezal láser con respecto al tubo ranurado.
El objeto de la presente invención es por tanto un dispositivo para guiar un soplete láser para soldar tubos a partir de un material en banda metálico en el que el rayo láser incida exactamente de manera céntrica en la ranura que se produce en la deformación del tubo. La costura de soldadura se debe realizar de modo que prácticamente no se producen inhomogeneidades. La concepción del dispositivo novedoso debe ser tan sencilla que sea fácil de manejar.
Se ha encontrado un dispositivo de soldadura para tubos a partir de un tubo ranurado metálico (7) compuesto por una carcasa (10) con una guía de tubo y un soporte (9) del tubo ranurado (7) y con un cabezal láser (1) fijado en el soporte (3) que está caracterizado por que un carril curvado (4) está colocado a través de una fijación (11) en la carcasa (10) y por que el cabezal láser, que se puede guiar con ayuda de una barra de avance (6) y un motor de 55 accionamiento (5) sobre el carril curvado (4) en función del desarrollo de la ranura en el tubo ranurado, está dispuesto en el carril curvado radialmente por encima del tubo ranurado.
Con ayuda del dispositivo de guiado y deformación según la invención se excluyen en gran parte inhomogeneidades del tubo soldadura. Los tubos así fabricados tampoco se abren en caso de una carga. Se omite un mecanizado posterior necesario de la costura de soldadura conocido por el documento EP 919299 A2.
Mediante el uso de un carril curvado se omite una corrección del cabezal láser en función de su posición.
Al contrario de los dispositivos conocidos no son necesarias correcciones laboriosas en el dispositivo según la 65 invención, ya que el arco circular del carril curvado y del tubo ranurado describe círculos concéntricos. Círculos concéntricos presentan el mismo centro. El centro es en este caso el foco de la ranura del tubo ranurado que se va a soldar.
En una forma de realización preferida de la presente invención el cabezal láser está orientado con guías radiales correspondientes de manera céntrica con respecto al eje de tubo, de modo que en el guiado posterior siempre 5 quedan un radio y una distancia exactamente iguales con respecto al tubo ranurado cuando el cabezal láser se mueve sobre el carril curvado de modo que sigue a la ranura.
En otra forma de realización preferida de la presente invención el cabezal láser está fijado en el carril curvado de modo que se puede ajustar en altura. Esto se puede realizar por ejemplo mediante la fijación del cabezal láser en un carril dentado. A través de un tornillo micrométrico se puede mover entonces el cabezal láser radialmente con respecto al carril curvado hacia arriba y hacia abajo. De este modo el foco del láser se puede enfocar exactamente sobre la ranura del tubo. Según la presente invención es posible la misma penetración de material en el tubo ranurado, independientemente de en qué posición radial se encuentra el sistema o el tubo ranurado.
Básicamente, también la distancia entre el sistema de soldadura y el tubo queda exactamente igual.
La ventaja más importante de la soldadura láser es la excelente calidad de costura. La velocidad de soldadura es por regla general también mayor que en el caso de soldadura WIG. Sin embargo, la influencia térmica del material sin procesar es considerablemente menor que en el caso de la soldadura WIG.
En la soldadura láser se dirige un rayo de luz muy concentrado a partir de una luz no divergente sobre el punto de soldadura. El rayo de luz se produce en un resonador óptico que está compuesto por dos espejos y dos electrodos paralelos de alta frecuencia. Toda la energía del láser se concentra en un punto de aproximadamente 0, 25 mm. Esto lleva a una densidad energética extrema superior a 3 millones W/cm2. Por regla general se forma en el punto de soldadura un canal de vapor con gas metálico ionizado. La temperatura se sitúa a aproximadamente 25.000 °C. Alrededor del canal de vapor se forma una zona de fusión. La banda de chapa conformada para obtener el tubo se hace mover de modo que pasa por debajo del rayo láser. De este modo se forma una costura de soldadura continua (noticia corporativa de la empresa Dreistern-Werk Maschinenbau GmbH & Co. KG) .
Según la presente invención el tubo previamente conformado de manera conocida a partir de material en banda metálico con cantos abiertos (tubo ranurado) se inserta en el sistema de guiado y deformación según la invención en el que se cierran los cantos aún abiertos con el dispositivo de soldadura conocido en sí.
Como materiales en banda metálicos se deben mencionar bandas metálicas (Colls) a partir de acero inoxidable, 35 chapa, cobre y latón, preferiblemente a partir de acero inoxidable.
Tras la soldadura el tubo se apoya entre dos rodillos laterales montados de forma flotante dispuestos en la dirección de avance detrás del dispositivo de soldadura hasta que se enfríe.
Por rodillos laterales montados de forma flotante en el marco de la presente invención se deben entender rodillos que prácticamente sólo guían el tubo sin presión y que excluyen fuerzas de flexión y/o torsión.
Según la presente invención la pieza de trabajo se apoya tras la soldadura mediante rodillos laterales montados de forma flotante hasta que se enfríe. Preferiblemente se realiza según la invención un enfriamiento hasta una 45 temperatura en el intervalo de aproximadamente la temperatura ambiente. De este modo se contrarresta o se impide una formación de estructura dentrítica de la masa fundida en el estado de solidificación.
En el marco de la presente invención se realiza el control del cabezal láser con... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de soldadura para tubos a partir de un tubo ranurado metálico (7) compuesto por una carcasa 10) con una guía de tubo y un soporte (9) del tubo ranurado (7) y con un cabezal láser (1) fijado en el soporte (3) ,
caracterizado por que un carril curvado (4) está colocado a través de una fijación (11) en la carcasa (10) y por que el cabezal láser, que se puede guiar con ayuda de una barra de avance (6) y un motor de accionamiento (5) sobre el carril curvado (4) en función del desarrollo de la ranura en el tubo ranurado, está dispuesto en el carril curvado radialmente por encima del tubo ranurado.
2. Dispositivo de soldadura según la reivindicación 1, caracterizado por que el control del cabezal láser (1) se realiza a través de un sistema mecánico u óptico de detección de cantos de banda.
3. Dispositivo de soldadura según la reivindicación 1 o 2, caracterizado por que el cabezal láser (1) está colocado con ayuda de un soporte (9) ajustable en altura en el carril curvado (4) . 15
Patentes similares o relacionadas:
Soldadura de piezas en bruto de acero, del 6 de Mayo de 2020, de AUTOTECH ENGINEERING, S.L: Un procedimiento para unir una primera pieza en bruto de acero y una segunda pieza en bruto de acero, en el que al menos una de la primera y segunda […]
Procedimiento para producir un anillo soldado, del 8 de Abril de 2020, de Oetiker Schweiz AG: Procedimiento para producir un anillo soldado, en el que una banda con una longitud correspondiente a la circunferencia del anillo es doblada para formar un anillo y soldada en […]
Procedimiento de preparación una chapa pre-revestida, con eliminación del revestimiento por medio de un rayo láser inclinado, chapa correspondiente, del 11 de Marzo de 2020, de Arcelormittal: Procedimiento de preparación de una chapa pre-revestida (1'; 1") con el fin de soldar la misma a otra chapa pre-revestida, que comprende las etapas sucesivas según las cuales: […]
Método para ensamblar dos componentes en el área de una zona de ensamblaje mediante al menos un rayo láser, y método para producir una costura de ensamblaje continua, del 4 de Diciembre de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Método para ensamblar dos componentes en el área de una zona de ensamblaje, que define las superficies libres que han de ser unidas de los dos componentes, […]
Procedimiento para soldar por láser por la cara frontal, las juntas de dos bridas de unión mantenidas juntas una a otra, del 24 de Julio de 2019, de KIRCHHOFF AUTOMOTIVE DEUTSCHLAND GMBH: Procedimiento para soldar por láser por la cara frontal, las juntas de dos bridas de unión mantenidas juntas una a otra de dos partners de unión […]
Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en el procedimiento de unión a tope, del 16 de Abril de 2019, de WISCO Tailored Blanks GmbH: Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en prensa, en particular acero de manganeso-boro, en la […]
Procedimientos para unir dos piezas en bruto y piezas en bruto y productos obtenidos, del 3 de Abril de 2019, de AUTOTECH ENGINEERING, S.L: Procedimiento para unir una primera pieza en bruto y una segunda pieza en bruto, en el que la primera pieza en bruto y/o la segunda pieza en bruto comprende un sustrato […]
 Proceso y aparato para la producción de láminas de acero aluminizado para soldadura y endurecimiento en prensa; pieza en bruto soldada correspondiente, del 13 de Febrero de 2019, de Arcelormittal: Un proceso de preparación de láminas para la fabricación de una pieza en bruto soldada de acero, que comprende las etapas sucesivas de:
- suministrar al menos […]
Proceso y aparato para la producción de láminas de acero aluminizado para soldadura y endurecimiento en prensa; pieza en bruto soldada correspondiente, del 13 de Febrero de 2019, de Arcelormittal: Un proceso de preparación de láminas para la fabricación de una pieza en bruto soldada de acero, que comprende las etapas sucesivas de:
- suministrar al menos […]