Recipiente moldeado de material plástico, proceso de fabricación y molde para el mismo.
Recipiente moldeado de material plástico, que comprende una parte acampanada y de entalladura (16a;
16b; 16c) la cual se extiende entre una sección restringida (18) y una sección extrema agrandada (20), caracterizadoporque dicha parte de entalladura (16a; 16b; 16c) tiene una forma globalmente corrugada la cual incluye unapluralidad de segmentos de pared (22a; 22b; 22c) separados unos de otros por ranuras (24) de modo que puedesoportar una contracción elástica en una dirección transversal al eje general del recipiente (11a; 11b; 11c).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07014983.
Solicitante: PIBER GROUP S.R.L.
Inventor/es: BERGAGLIO,MARCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › de objetos con muescas o sesgados.
- B65D1/40 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 1/00 Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › Detalles de paredes.
PDF original: ES-2437092_T3.pdf
Fragmento de la descripción:
Recipiente moldeado de material plástico, proceso de fabricación y molde para el mismo La presente invención se refiere globalmente a recipientes moldeados de material plástico, los cuales pueden ser utilizados, por ejemplo, para empaquetar alimentos.
Más particularmente, la invención se refiere a un recipiente según el preámbulo de la reivindicación 1.
Un recipiente del tipo conocido definido antes está representado por ejemplo en la figura adjunta 1. Este recipiente, indicado globalmente mediante el número de referencia 10, comprende una parte de copa 12 la cual constituye una vasija adaptada para contener por ejemplo un alimento, por debajo de la cual se extiende una base de soporte cónica 14, formada como una entalladura con respecto a la parte de copa 12.
La fabricación del recipiente 10 mediante el moldeo de un material plástico, en particular a fin de permitir que se forme la base de soporte 14, implica la instalación de un molde complejo el cual incluye un molde intermedio constituido por dos semi moldes semicirculares opuestos móviles en un plano perpendicular al eje general del recipiente 10 como resultado del accionamiento de carros transversalmente deslizantes.
La presencia de los dos semi moldes móviles transversalmente incrementa el coste del molde y por consiguiente, también el coste de los recipientes obtenidos por el mismo. Puesto que el movimiento transversal de los carros para controlar el movimiento de los dos semi moldes circulares tiene lugar durante la abertura del molde, el tiempo de moldeo requerido para cada recipiente se hace relativamente alto. Además, se originan marcas en la pared lateral exterior de la base de soporte cónico del recipiente en las zonas de contacto de los dos semi moldes móviles transversalmente, debido al rebarbado del material plástico, una de las cuales se indica con 13 en la figura 1, las cuales hacen el recipiente poco preciso desde un punto de vista estético y el cual por lo tanto se convierte en desagradable.
Con el objetivo de superar estas desventajas, el sujeto de la invención es un recipiente que tenga las características mencionadas en la reivindicación 1.
En virtud de las características de este tipo, el recipiente de la invención puede ser fabricado a un coste inferior y con un tiempo de moldeo más corto con respecto a los recipientes conocidos, sin ninguna imperfección estética apreciable en la base de soporte del mismo, incluso aunque permita lograr al mismo tiempo el apoyo y soporte óptimos de la parte de la copa del recipiente.
Además, el sujeto de la invención es tanto un proceso de moldeo para un recipiente moldeado de material plástico como un molde el cual puede ser utilizado para la fabricación del mismo.
Características y ventajas adicionales de la invención se pondrán de manifiesto a partir de la lectura de la siguiente descripción detallada, provista como un ejemplo no limitativo y referida a los dibujos adjuntos en los cuales:
- La figura 1 es una vista en perspectiva de un recipiente según la técnica anterior,
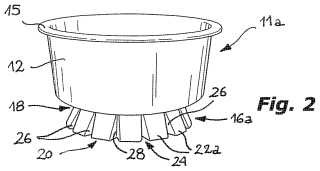
- la figuras 2 y 3 son vistas similares a la figura 1, las cuales muestran dos modificaciones de un recipiente según la invención, respectivamente,
- la figura 4 es una vista en alzado lateral en sección de un molde el cual puede ser utilizado para el moldeo de un recipiente según la invención, en la configuración cerrada de moldeo,
- la figura 5 es una vista similar a la figura 4, la cual muestra una primera fase de abertura del molde de la figura 4,
-la figura 6 es una vista en alzado lateral en sección a mayor escala la cual señala las fases de abertura de 55 un molde intermedio se define la parte de entalladura del recipiente,
- las figuras 7 a 9 son vistas similares a la figura 5 las cuales muestran fases subsiguientes del abertura del molde, hasta la expulsión del recipiente del molde, respectivamente,
- la figura 10 es una vista similar a la figura 1 de otra modificación de un recipiente según la invención, y
- la figura 11 es una vista desde abajo del recipiente de la figura 11 a partir de la flecha XI de la figura 10.
Con referencia inicialmente a las figuras 2 y 3, un recipiente 11a u 11b según la invención está fabricado mediante 65 un material plástico moldeado de pared delgada, por ejemplo poliestireno o polipropileno.
Según una forma de realización de la invención, el recipiente 11a u 11b puede tener una simetría sustancialmente circular y comprende una parte de copa 12 que define un recipiente para un producto, típicamente del tipo alimenticio, la cual puede ser cerrado por una tapa (no representada en las figuras) por ejemplo del tipo de película, sellada a lo largo de su borde en un collar periférico 15 de la parte 12, la cual se puede abrir generalmente despegándola.
Por debajo de la parte de copa 12, el recipiente 11a u 11b comprende una parte de soporte acampanada, respectivamente indicada por 16a o 16b, la cual se extiende entre una sección restringida 18 adyacente a la base de la parte de copa 12 y una sección extrema agrandada 22, y está formada como una entalladura con respecto a la parte 12.
Como norma, la parte acampanada 16a o 16b tiene una forma sustancialmente corrugada, la cual forma conicidad entre las secciones anteriormente mencionadas estrecha y agrandada 18, 20 estando definida por una pluralidad de segmentos de pared separados por ranuras. De esta manera, la parte 16a o 16b resulta ser fácilmente flexible y
como tal capaz de soportar una contracción elástica por lo menos en una dirección transversal al eje general del recipiente 11a u 11b, en la circunferencia completa del mismo.
Con particular referencia a la figura 2, cada segmento de pared el cual define la parte de soporte acampanada 16a consiste en una placa plana 22a inclinada con respecto al eje general del recipiente 11a. Cartelas triangulares respectivas 26 se extienden este los bordes laterales de cada placa plana 22a, en una dirección casi radial, un par de cartelas 26 de dos placas planas consecutivas 22a estando conectadas en un borde de las mismas de modo que forman una esquina 28 la cual limita una ranura radial 24 interpuesta entre dos placas adyacentes 22a.
Según la modificación representada en la figura 3, la parte de soporte acampanada 16b del recipiente 11b está
definida por una pluralidad de segmentos de pared cada uno de los cuales consiste en una lámina 22b sustancialmente perfilada como un lóbulo tronco cónico, los extremos laterales de dos láminas perfiladas consecutivas 22b estando unidos en una esquina 28 a fin de limitar una ranura radial 24 interpuesta entre dos láminas adyacentes 22b.
Las esquinas 28 de ambas partes acampanadas 16a y 16b, preferiblemente son paralelas al eje general del recipiente 11a u 11b, de modo que sean sustancialmente tangentes a un cilindro de envoltura coaxial con el eje del recipiente pertinente.
Además, ambas láminas planas 22a y las láminas perfiladas 22b generalmente se extienden según una envoltura cónica con respecto al eje general del recipiente 11a u 11b. En particular, los bordes laterales de las láminas planas 22a son tangentes a un cono coaxial con el eje del recipiente 11a, mientras por lo menos una parte trasera intermedia de las láminas perfiladas 22b es tangente a un cono coaxial con el eje del recipiente 11b.
Con referencia a las figuras 4 a 9, un molde 30 adaptado para formar el recipiente 11a u 11b por medio de un proceso de moldeo, típicamente por inyección, comprende una serie de moldes los cuales, en su configuración cerrada, limitan una cavidad de moldeo la forma de la cual corresponde a aquella del recipiente 11a u 11b.
En particular el molde 30 comprende un primer molde macho 32 el cual incluye una parte convexa 32a susceptible de limitar la superficie interior de la parte de copa 12 y una parte del collar periférico 15, así como una parte anular
32b adaptada para definir la parte superior más saliente radialmente del collar 15 y un molde anular hembra 36 pensado para limitar una parte principal de la superficie lateral exterior de la parte de copa 12 así como la parte inferior del collar 15. Generalmente, un conducto axial 34 está formado en la parte convexa 32a del molde macho 32, el cual comunica con medios de alimentación (no representados) para alimentar aire comprimido, el propósito del cual se pondrá de manifiesto en lo que sigue a continuación.
Además, el molde 30 incluye un molde anular intermedio 38 provisto de una superficie de moldeo superior cóncava 38 adaptada para definir una parte de la superficie del fondo de la parte de copa 12, el cual termina en una esquina anular 38b que define una restricción... [Seguir leyendo]
Reivindicaciones:
1. Recipiente moldeado de material plástico, que comprende una parte acampanada y de entalladura (16a; 16b; 16c) la cual se extiende entre una sección restringida (18) y una sección extrema agrandada (20) , caracterizado porque dicha parte de entalladura (16a; 16b; 16c) tiene una forma globalmente corrugada la cual incluye una pluralidad de segmentos de pared (22a; 22b; 22c) separados unos de otros por ranuras (24) de modo que puede soportar una contracción elástica en una dirección transversal al eje general del recipiente (11a; 11b; 11c) .
2. Recipiente según la reivindicación 1 caracterizado porque dicha parte de entalladura globalmente corrugada (16a; 16b; 16c) forma conicidad entre dicha sección restringida (18) y dicha sección extrema agrandada (20) .
3. Recipiente según la reivindicación 2 caracterizado porque cada ranura (24) interpuesta entre segmentos de pared adyacentes (22a; 22b) tiene una esquina (28) sustancialmente paralela al eje general del recipiente (11a; 11b; 11c) , la cual está encarada a una zona central del recipiente (11a; 11b; 11c) y es tangente a un cilindro coaxial con
el eje del recipiente (11a; 11b; 11c) .
4. Recipiente según cualquiera de las reivindicaciones 1 a 3 caracterizado porque cada uno de dichos elementos de pared consiste en una lámina plana (22a; 22c) inclinada con respecto al eje general el recipiente (11a; 11c) , cada lámina plana (22a; 22c) estando provista de un par de bordes laterales desde cada uno de los cuales se extiende una cartela triangular respectiva (26) , adaptada para limitar un lado de una ranura (24) interpuesta entre un par de láminas planas adyacentes (22a; 22c) .
5. Recipiente según cualquiera de las reivindicaciones 1 a 3 caracterizado porque cada uno de dichos elementos de pared consiste en una lámina (22b) sustancialmente perfilada como un lóbulo tronco cónico, cuyos
extremos laterales limitan un lado de una ranura (24) interpuesta entre un par de láminas perfiladas adyacentes (22b) .
6. Recipiente según la reivindicación 4 o 5 caracterizado porque tiene una simetría sustancialmente circular (11a; 11b) .
7. Recipiente según la reivindicación 6 caracterizado porque cada una de dichas láminas (22a; 22b) tiene una parte tangente a un cono coaxial con el eje del recipiente (11a; 11b) .
8. Recipiente según la reivindicación 4 caracterizado porque tiene una forma cuadrada (11c) . 35
9. Recipiente según cualquiera de las reivindicaciones 1 a 8 caracterizado porque dicha parte de entalladura (16a; 16b; 16c) constituyen una base soporte del recipiente (11a; 11b; 11c) .
10. Recipiente según la reivindicación 9 caracterizado porque un recipiente perfilado en forma de copa (12; 12a) está superpuesto a dicha base de soporte (16a; 16b; 16c) .
11. Proceso de fabricación de un recipiente moldeado de material plástico que comprende una parte de entalladura acampanada (16a; 16b; 16c) la cual se extiende entre una sección restringida (18) y una sección extrema agrandada (20) , caracterizado porque comprende las siguientes operaciones:
- instalar una pluralidad de moldes (32, 36, 38, 40) adaptados para formar, en la condición cerrada, una cavidad de moldeo susceptible de limitar la forma del recipiente (11a; 11b; 11c) , dicha parte de entalladura (16a; 16b; 16c) estando limitada por una parte hueca que define una forma globalmente corrugada la cual comprende una pluralidad de segmentos de pared (22a; 22b; 22c) separados unos de otros por ranuras (24) ,
- introducir en dicha cavidad de moldeo un material plástico, y
- abrir dichos moldes (32, 36, 38, 40) por medio de movimientos relativos únicamente en la dirección del eje
general del recipiente (11a; 11b; 11c) y según una secuencia de fases previamente determinadas, a fin de causar, durante la extracción de la parte de entalladura (16a; 16b; 16c) del recipiente (11a; 11b; 11c) , una contracción elástica de una parte de entalladura de este tipo (16a; 16b; 16c) a lo largo de una dirección transversal al eje general del recipiente (11a; 11b; 11c) .
12. Proceso según la reivindicación 11 caracterizado porque dichos moldes incluyen un primer molde macho (32) y un molde hembra (36) pensados para limitar una parte sustancial de una parte de copa (12; 12a) del recipiente (11a; 11b; 11c) , un segundo molde macho (40) pensado para limitar por lo menos una superficie interior de la parte de entalladura (16a; 16b; 16c) y un molde intermedio pensado para limitar por lo menos la superficie exterior de la parte de entalladura (16a; 16b; 16c) y porque dichos moldes (32, 36, 38, 40) , empezando a partir de la 65 condición cerrada de los mismos, se mueven en una secuencia según las siguientes fases: -el segundo molde macho (40) es movido alejándolo axialmente del molde intermedio (38) , del molde hembra (36) y del primer molde macho (32) , a fin de liberar la superficie interior de la parte de entalladura (16a; 16b; 16c) del recipiente (11a; 11b; 11c) ,
-el molde intermedio (38) es movido alejándolo axialmente del molde hembra (36) y del primer molde macho (32) , a fin de liberar la parte de entalladura entera (16a; 16b; 16c) , siendo causada una contracción radial de la parte de entalladura (16a; 16b; 16c) durante un movimiento de este tipo de alejamiento del molde intermedio (38) y
-el molde hembra (36) es movido alejándolo axialmente del primer molde macho (32) a fin de liberar la 10 superficie exterior de la parte de copa (12; 12a) del recipiente.
13. Proceso según la reivindicación 12 caracterizado porque comprende la operación de accionar medios de expulsión (34) del recipiente (11a; 11b; 11c) , asociados con el primer molde macho (32) , con el objetivo de separar el recipiente (11a; 11b; 11c) de dichos moldes (32, 36, 38, 40) .
14. Molde para la fabricación de un recipiente moldeado de material plástico que comprende una parte de entalladura acampanada (16a; 16b; 16c) la cual se extiende entre una sección restringida (18) y una sección extrema agrandada (20) caracterizado porque incluye:
- un primer molde macho (32) pensado para limitar una superficie interior de una parte de copa (12; 12a) del recipiente (11a; 11b; 11c) ,
- un molde hembra (36) , coaxial con el primer molde macho (32) , pensado para limitar por lo menos una
parte principal de la superficie exterior de la parte de copa (12; 12a) del recipiente (11a; 11b; 11c) , 25
- un molde intermedio (38) , coaxial con el primer molde macho (32) y con el molde hembra (36) , provisto de una sección extrema restringida (38b) y una sección extrema agrandada (38d) , pensado para limitar por lo menos una superficie exterior de dicha parte de entalladura (16a; 16b; 16c) , y
- un segundo molde macho (40) pensado para limitar por lo menos una superficie interior de la parte de entalladura (16a; 16b; 16c) ,
en el que dicho molde intermedio (38) y dicho segundo molde macho (40) limitan, en su condición cerrada, una cavidad de moldeo la cual define una parte del recipiente (11a; 11b; 11c) que tiene una forma general corrugada que 35 comprende una pluralidad de segmentos de pared (22a; 22b; 22c) separados unos de otros por ranuras (24)
15. Molde según la reivindicación 14 caracterizado porque dichos moldes (32, 36, 38, 40) son móviles unos con respecto a los otros únicamente en una dirección axial del recipiente (11a; 11b; 11c) .
16. Molde según la reivindicación 15 caracterizado porque la cavidad de moldeo, la cual define dicha parte perfilada globalmente corrugada (16a; 16c) limita una pluralidad de segmentos de pared cada uno de los cuales consiste en una lámina plana (22a; 22c) inclinada con respecto al eje general del recipiente (11a; 11c) , cada lámina plana (22a; 22c) estando provista de un par de bordes desde cada uno de los cuales se extiende una cartela triangular respectiva (26) , la cual está adaptada para limitar un lado de una ranura (24) interpuesta entre un par de 45 láminas planas adyacentes (22a; 22c) .
17. Molde según la reivindicación 15 caracterizado porque la cavidad de moldeo que define dicha parte perfilada globalmente corrugada (16b) limita una pluralidad de segmentos de pared cada uno de los cuales consiste en una lámina (22b) perfilada como un lóbulo tronco cónico, los extremos laterales de cada una de las láminas de 50 este tipo limitando un lado de una ranura (24) interpuesta entre un par de láminas perfiladas adyacentes (22b) .
18. Molde según la reivindicación 16 o 17 caracterizado porque medios de expulsión (34) para expulsar el recipiente (11a; 11b; 11c) están asociados al primer molde macho (32) .
Patentes similares o relacionadas:
Recipiente de reactivo para almacenar un reactivo líquido, aparato para fabricar una parte inferior de un recipiente de reactivo y un método para fabricar una parte inferior de un recipiente de reactivo, del 3 de Junio de 2020, de F. HOFFMANN-LA ROCHE AG: Un recipiente de reactivo para un instrumento analítico, en donde el recipiente de reactivo está configurado para almacenar un reactivo líquido, […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
Procedimiento de fabricación de mango, sistema y molde para fabricar el mismo, del 4 de Diciembre de 2019, de SNA EUROPE INDUSTRIES IBERIA, S.A: Procedimiento de fabricación de un mango formado por al menos un primer material y un segundo material, caracterizado porque el procedimiento comprende los siguientes […]
Un método para producir un cierre de envase, del 14 de Junio de 2019, de Petro-Pack AB: Un método para producir un cierre de envase que tiene un cuello , una tapa y un eje (A), que comprende los pasos de a) por medio […]
Dispositivo para desmoldar negativos en moldes de inyección de termoplástico, del 11 de Septiembre de 2018, de COMERCIAL DE UTILES Y MOLDES, S.A.: El dispositivo para desmoldar negativos en moldes de inyección de termoplástico incluye un expulsor , que comprende un perfil de expulsor para su fijación a una placa […]
Dispositivo para desmoldar piezas, del 9 de Mayo de 2018, de COMERCIAL DE UTILES Y MOLDES, S.A.: Dispositivo para desmoldar piezas en un molde, que comprende un patín que comprende una corredera para alojar un inserto de conformación para moldear un rebaje […]
Conjunto de aguja desmontable y jeringa que tiene características de fijación binarias, del 21 de Marzo de 2018, de BECTON, DICKINSON AND COMPANY: Una jeringa, que comprende: un cilindro de jeringa alargado que tiene un eje longitudinal , un extremo proximal abierto y un extremo distal […]
Dispositivo y procedimiento para fabricar un soporte de tampón de tinta con base rectangular para un sello autoentintador, del 7 de Marzo de 2018, de COLOP STEMPELERZEUGUNG SKOPEK GMBH. & CO. KG: Dispositivo , apropiado para moldear por inyección un soporte de tampón de tinta con una base fundamentalmente rectangular, con una […]