Procedimiento de realización de un rotor que comprende una etapa de mecanizado de ranuras en los dientes de los polos y rotor obtenido mediante el procedimiento.
Procedimiento de realización de un rotor de garras (12) de máquina eléctrica giratoria que comprende un árbol(14) central y dos ruedas polares (20,
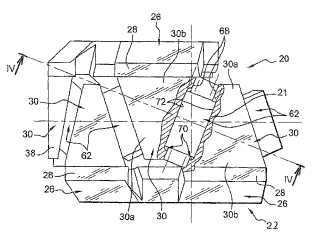
22), extendiéndose cada rueda polar (20, 22) de manera globalmente radialcon respecto al eje principal del árbol central y comprendiendo en su periferia externa una serie de dientes (30) deforma globalmente trapezoidal, que se extienden (30) axialmente en dirección a la otra rueda polar (22), del tipo quecomprende:
- una etapa de montaje de las ruedas polares (20, 22) en el árbol (14) de manera que cada diente (30) de una ruedapolar (20, 22) esté situado en el espacio que existe entre dos dientes (30) consecutivos de la otra rueda (20),
- una etapa de mecanizado de las caras laterales (68) en frente de dos dientes (30) adyacentes que pertenece cadauno a una rueda polar (20, 22), que consiste en mecanizar en cada cara lateral (68) una ranura axial (70), y
- una etapa de montaje de un elemento magnético (62) entre dos dientes (30) adyacentes, de manera que elelemento magnético (62) esté alojado en parte en las ranuras axiales (70) mecanizadas en las caras laterales (68)en frente de dos dientes (30) adyacentes;
caracterizado porque la etapa de mecanizado de las caras laterales (68) de los dos dientes (30) adyacentes espuesta en marcha antes de la etapa de montaje de las ruedas polares (20, 22) en el árbol (14) de manera directa oindirecta y consiste en mecanizar la ranura (70) en la cara lateral (68) de un diente (30) asociado, particularmentepor fresado, de manera que la ranura (70) sea no pasante al nivel de al menos un extremo axial (30a, 30b) del diente(30) asociado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/051179.
Solicitante: VALEO EQUIPEMENTS ELECTRIQUES MOTEUR.
Nacionalidad solicitante: Francia.
Dirección: 2, RUE ANDRE BOULLE 94046 CRETEIL CEDEX FRANCIA.
Inventor/es: BADEY, JEAN-PHILIPPE, TUNZINI,Marc , LENOIR,ROMARIC, BILTERYST,PIERRE-YVES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H02K1/22 ELECTRICIDAD. › H02 PRODUCCION, CONVERSION O DISTRIBUCION DE LA ENERGIA ELECTRICA. › H02K MAQUINAS DINAMOELECTRICAS (relés dinamoeléctricos H01H 53/00; transformación de una potencia de entrada en DC o AC en una potencia de salida de choque H02M 9/00). › H02K 1/00 Detalles del circuito magnético (circuitos magnéticos para relés H01H 50/16). › Partes giratorias del circuito magnético.
- H02K15/02 H02K […] › H02K 15/00 Métodos o aparatos especialmente adaptados para la fabricación, montaje, mantenimiento o reparación de máquinas dinamoeléctricas. › de cuerpos estatóricos o rotóricos.
PDF original: ES-2423683_T3.pdf
Fragmento de la descripción:
Procedimiento de realización de un rotor que comprende una etapa de mecanizado de ranuras en los dientes de los polos y rotor obtenido mediante el procedimiento 5
Campo de la invención La invención propone un procedimiento de realización de un rotor de garras de máquina eléctrica giratoria que comprende un eje central y dos ruedas polares, extendiéndose cada rueda polar de manera globalmente radial con respecto al eje principal del árbol central y que comprende en su periferia externa una serie de dientes de forma globalmente trapezoidal, que se extienden axialmente en dirección a la otra rueda polar, del tipo que comprende:
- una etapa de montaje de las ruedas polares en el árbol de manera que cada diente de una rueda esté situado en el
espacio que existe entre dos dientes consecutivos de la otra rueda; 15
- una etapa de mecanizado de las caras laterales en frente de los dos dientes adyacentes perteneciendo cada una a una rueda polar, que consiste en mecanizar en cada cara lateral una ranura axial, y
- una etapa de montaje de un elemento magnético entre dos dientes adyacentes, de manera que el elemento magnético esté alojado en parte en las ranuras axiales mecanizadas en las caras laterales en frente de los dos dientes adyacentes.
Tal procedimiento se describe en el documento FR-A-2793085.
Estado de la técnica Este rotor de garras comprende igualmente un núcleo coaxial en el árbol y está intercalado entre las bridas que presentan las ruedas polares. Un bobinado de excitación es montado en el núcleo.
En tal procedimiento de montaje del rotor en el curso del cual, después del montaje del bobinado de excitación en el núcleo, las dos ruedas son en primer lugar prensadas con ayuda de una prensa de compactación una contra otra vía el núcleo de una y otra parte del bobinado de excitación para permitir un paso óptimo de flujo magnético a través del núcleo, y después son montadas en el árbol central de accionamiento que comprende para hacerlo al menos un tramo de accionamiento no liso.
El posicionamiento angular de una rueda con respecto a la otra se realiza por medio de pernos fijadores interpuestos entre las dos ruedas polares de manera temporal durante la operación de prensado o compactación.
Después, el árbol es ajustado por presión en los calibres de las ruedas polares. Un tramo de accionamiento del árbol, que es recibido por ejemplo en los calibres de las ruedas, comprende unos relieves, por ejemplo un moleteado en forma de acanalado o de estrías, para solidarizar en rotación el árbol y las ruedas polares.
Después de que el árbol haya sido ajustado en los calibres de las ruedas polares, son mecanizadas las caras laterales en frente de los dientes, particularmente por fresado, para obtener las ranuras axiales que están destinadas 45 a recibir los elementos magnéticos.
Estos mecanizados permiten obtener cotas precisas para el montaje de los elementos magnéticos y evitan desviaciones de las ranuras las unas con respecto a las otras.
En definitiva, los elementos magnéticos, generalmente imanes permanentes, son montados en los alojamientos delimitados por dos ranuras axiales en frente.
Durante estas operaciones de mecanizado de las caras laterales en frente de los dientes y de la cara periférica exterior de las ruedas polares, virutas calientes son susceptibles de ser proyectadas en el bobinado de excitación 55 que corre el riesgo así de ser deteriorado. Estas operaciones de mecanizado no pueden ser realizadas con ayuda de un lubricante que corre el riesgo también de deteriorar el bobinado de excitación y se hacen por lo tanto más largas y más costosas.
Por último, las dimensiones de la fresa utilizada durante la etapa de mecanizado de las caras laterales de los dientes son limitadas por las características dimensionales de los dientes. En efecto, el calibre de la cola de la fresa es determinado en función de la distancia entre las caras laterales en frente de los dos dientes adyacentes, lo que limita el calibre de la boquilla de corte de la fresa. La profundidad de las ranuras es por lo tanto también limitada.
Objeto de la invención 65 Con el fin de resolver estos problemas, la invención propone un procedimiento de realización del tipo descrito precedentemente, caracterizado porque la etapa de mecanizado de las caras laterales de los dos dientes adyacentes es puesta en marcha antes de la etapa de montaje de las ruedas polares en el árbol de manera directa o indirecta, y consiste en mecanizar la ranura en la cara lateral de un diente asociado, particularmente por fresado, de manera que la ranura sea no pasante al nivel de al menos un extremo axial del diente asociado.
Gracias a la invención esta etapa de mecanizado puede ser realizada con retirada de material y lubricación de la herramienta, por ejemplo, por fresado, pero igualmente sin retirada de material por ejemplo por forjado o prensado.
Durante esta etapa el bobinado de excitación no está presente y no corre el riesgo por lo tanto de ser deteriorado. 10 Según otras características, consideradas aisladamente y/o en combinación, del procedimiento de realización:
- la etapa de mecanizado consiste en mecanizar cada cara lateral de un diente asociado, particularmente por
fresado, de manera que la ranura sea no pasante al nivel del extremo axial externo del diente asociado, al nivel de la 15 cual el diente está unido al borde del extremo radial externo de la rueda polar asociada;
- la etapa de mecanizado consiste en mecanizar la ranura en la cara lateral de un diente asociado, particularmente por fresado, de manera que la ranura sea no pasante al nivel de los dos extremos axiales del diente asociado para fragilizar lo menos posible el diente y una retención mejor del elemento magnético;
- la etapa de montaje del elemento magnético comprende una primera sub-etapa de montaje de este elemento en la ranura axial realizada en la cara lateral de un primer diente de los dos dientes adyacentes, y una segunda sub-etapa de montaje del elemento magnético en la ranura axial realizada en la cara lateral del segundo diente adyacente;
- la primera sub-etapa de la etapa de montaje del elemento magnético es puesta en marcha anteriormente a la etapa de montaje de las ruedas polares en el árbol de manera directa o indirecta;
- la segunda sub-etapa de la etapa de montaje del elemento magnético es puesta en marcha simultáneamente a la
etapa de montaje de la ruedas polares en el árbol de manera directa o indirecta; 30
- el procedimiento comprende una etapa de ajuste de la posición axial de cada rueda polar con respecto a la otra rueda polar, que consiste en mecanizar una cara de extremo axial interna de cada rueda;
- la etapa de mecanizado de la cara de extremo axial interna es puesta en marcha anteriormente a la etapa de 35 montaje de las ruedas polares en el árbol;
- la etapa de montaje de las ruedas polares en el árbol consiste en disponer axialmente las ruedas polares de una y otra parte de un núcleo, de manera que la cara de extremo axial interna de cada rueda polar hace tope axialmente contra una cara de extremo axial interna asociada en frente del núcleo;
- el procedimiento comprende en un modo de realización una etapa de montaje del árbol en al menos un manguito intermedio;
- la etapa de montaje del árbol en el manguito es puesta en marcha anteriormente a la etapa de montaje de las 45 ruedas polares en el manguito intermedio;
- la etapa de montaje de las ruedas polares en el manguito intermedio consiste en ajustar cada rueda polar en un asiento cilíndrico externo del manguito intermedio;
- el procedimiento comprende una etapa de mecanizado del diámetro externo e interno de cada rueda polar antes de la puesta de las ruedas polares en el manguito intermedio.
La invención propone también un rotor de garras de máquina eléctrica giratoria obtenida por un procedimiento según una cualquiera de las reivindicaciones precedentes, que comprende un árbol central, un núcleo y dos ruedas 55 polares, en el que cada rueda polar se extiende globalmente radialmente con respecto al eje principal del árbol central y comprende una serie de dientes de forma globalmente trapezoidal, que se extienden axialmente en dirección a la otra rueda polar, de manera que cada diente de una rueda polar esté situado en el espacio existente entre dos dientes consecutivos de la otra rueda polar, que comprende al menos un elemento magnético dispuesto entre dos dientes adyacentes perteneciendo cada uno a una de las dos ruedas polares, y que es recibido en parte 60 en una ranura realizada en cada una de las caras laterales en frente de dichos... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de realización de un rotor de garras (12) de máquina eléctrica giratoria que comprende un árbol
(14) central y dos ruedas polares (20, 22) , extendiéndose cada rueda polar (20, 22) de manera globalmente radial
con respecto al eje principal del árbol central y comprendiendo en su periferia externa una serie de dientes (30) de forma globalmente trapezoidal, que se extienden (30) axialmente en dirección a la otra rueda polar (22) , del tipo que comprende:
- una etapa de montaje de las ruedas polares (20, 22) en el árbol (14) de manera que cada diente (30) de una rueda polar (20, 22) esté situado en el espacio que existe entre dos dientes (30) consecutivos de la otra rueda (20) ,
- una etapa de mecanizado de las caras laterales (68) en frente de dos dientes (30) adyacentes que pertenece cada uno a una rueda polar (20, 22) , que consiste en mecanizar en cada cara lateral (68) una ranura axial (70) , y
- una etapa de montaje de un elemento magnético (62) entre dos dientes (30) adyacentes, de manera que el elemento magnético (62) esté alojado en parte en las ranuras axiales (70) mecanizadas en las caras laterales (68) en frente de dos dientes (30) adyacentes;
caracterizado porque la etapa de mecanizado de las caras laterales (68) de los dos dientes (30) adyacentes es puesta en marcha antes de la etapa de montaje de las ruedas polares (20, 22) en el árbol (14) de manera directa o indirecta y consiste en mecanizar la ranura (70) en la cara lateral (68) de un diente (30) asociado, particularmente por fresado, de manera que la ranura (70) sea no pasante al nivel de al menos un extremo axial (30a, 30b) del diente (30) asociado.
2. Procedimiento según la reivindicación 1, caracterizado porque la etapa de mecanizado consiste en mecanizar cada cara lateral (68) de un diente (30) asociado, particularmente por fresado, de manera que la ranura (70) sea no pasante al nivel del extremo axial externo (30b) del diente (30) asociado, al nivel del cual el diente (30) es unido al borde de extremo radial externo de la rueda polar (20, 22) asociada.
3. Procedimiento según una cualquiera de las reivindicaciones precedentes, caracterizado porque la etapa de mecanizado consiste en mecanizar la ranura (70) en la cara lateral (68) de un diente (30) asociado, particularmente por fresado, de manera que la ranura (70) sea no pasante al nivel de los dos extremos axiales (30a, 30b) del diente (30) asociado.
4. Procedimiento según una cualquiera de las reivindicaciones precedentes, caracterizado porque la etapa de montaje del elemento magnético (62) comprende una primera sub-etapa de montaje del elemento magnético (62) en la ranura axial (70) realizada en la cara lateral (68) de un diente primero (30) de los dos dientes (30) adyacentes, y una segunda sub-etapa de montaje del elemento magnético (62) en la ranura axial (70) realizada en la cara lateral
(68) del diente segundo (30) de los dos dientes (30) adyacentes.
5. Procedimiento según la reivindicación precedente, caracterizado porque la primera sub-etapa de la etapa de montaje del elemento magnético (62) es puesta en marcha anteriormente a la etapa de montaje de las ruedas polares (20, 22) en el árbol (14) de manera directa o indirecta.
6. Procedimiento según la reivindicación precedente, caracterizado porque la segunda sub-etapa de la etapa de montaje del elemento magnético (62) es puesta en marcha simultáneamente a la etapa de montaje de las ruedas polares (20, 22) en el árbol (14) de manera directa o indirecta.
7. Procedimiento según una cualquiera de las reivindicaciones precedentes, caracterizado porque comprende una etapa de ajuste de la posición axial de cada rueda polar (20, 22) con respecto a la otra rueda polar (22, 20) , que consiste en mecanizar una cara radial interna (74.
7. 62, 64) de cada rueda polar.
8. Procedimiento según la reivindicación precedente, caracterizado porque la etapa de mecanizado de la cara radial interna (74.
7. 62, 64) es puesta en marcha anteriormente a la etapa de montaje de las ruedas polares (20, 22) en el
árbol (14) de manera directa o indirecta.
9. Procedimiento según una cualquiera de las reivindicaciones precedentes, caracterizado porque comprende una etapa de montaje del árbol (14) en al menos un manguito intermedio (58, 158) y porque las ruedas polares (20, 22) son montadas con fijación en el manguito intermedio (58, 158) .
10. Procedimiento según la reivindicación 9, caracterizado porque la etapa de montaje del árbol (14) en el manguito intermedio (58, 58) es puesta en marcha anteriormente a la etapa de montaje de las ruedas polares (20, 22) en el manguito intermedio (58, 158) .
11. Procedimiento según la reivindicación 9 ó 10, caracterizado porque comprende una etapa de mecanizado del diámetro externo e interno de cada rueda polar antes de la puesta en marcha de las ruedas polares en el manguito intermedio (58, 158) .
12. Procedimiento según una cualquiera de las reivindicaciones 9 a 12, caracterizado porque la etapa de montaje de las ruedas polares (20, 22) en el manguito intermedio (58, 158) consiste en ajustar cada rueda polar (20, 22) en 5 un asiento cilíndrico externo del manguito intermedio (58, 158) .
13. Procedimiento según una cualquiera de las reivindicaciones 9 a 12, caracterizado porque el manguito intermedio (58) es de forma tubular.
14. Procedimiento según una cualquiera de las reivindicaciones 9 a 12, caracterizado porque el manguito intermedio (158) es superpuesto y comprende dos manguitos tubulares (58) dispuestos de una y otra parte de un núcleo (36) de dimensión radial más grande.
15. Procedimiento según la reivindicación precedente, del tipo en el que la etapa de montaje de las ruedas polares (20, 22) en el manguito superpuesto (158) consiste en disponer axialmente las ruedas polares (20, 22) de una y otra parte de un núcleo (36) , de manera que la cara de extremo axial interna de cada rueda polar (20) esté a tope axialmente contra una cara radial de extremo axial asociado (170, 172) en frente del núcleo (36) .
Patentes similares o relacionadas:
Motor lineal de imán permanente con conmutación de flujo lineal, del 24 de Junio de 2020, de KONE CORPORATION: Motor lineal de imanes permanentes con conmutación de flujo (FSPM) que comprende un estator lineal longitudinal con dientes de estator enfrentados […]
BOMBA HIDRÁULICA DE DESPLAZAMIENTO POSITIVO CON ARRASTRE MAGNÉTICO, del 9 de Enero de 2020, de INSTITUTO POLITÉCNICO NACIONAL: La presente invención se refiere a un dispositivo que transforma la energía mecánica provista por un generador de movimiento externo, en energía hidráulica; esta […]
Generador síncrono de una turbina eólica sin engranajes, del 4 de Diciembre de 2019, de Wobben Properties GmbH: Generador síncrono para una turbina eólica sin engranajes , que comprende - un estator , - un eje de rotación y […]
Motor eléctrico con respiración, del 9 de Octubre de 2019, de Brose Fahrzeugteile GmbH & Co. Kommanditgesellschaft, Würzburg: Motor eléctrico con un rotor montado de manera giratoria con respecto a un estátor , estando configurado sobre un primer segmento parcial (23a) […]
Paquete de láminas así como procedimiento para su producción, del 11 de Septiembre de 2019, de Kienle + Spiess GmbH: Paquete de láminas con láminas dispuestas unas encima de otras, que están unidas entre sí en cada caso a través de una primera unión y a través de […]
Rotor de una máquina eléctrica síncrona multipolar con polos salientes, del 8 de Mayo de 2019, de Jeumont Electric: Rotor de una máquina eléctrica síncrona multipolar que incluye una pluralidad de polos salientes , que incluye a su vez cada uno un par de cuernos polares […]
Motor eléctrico respirante, del 14 de Marzo de 2019, de Brose Fahrzeugteile GmbH & Co. Kommanditgesellschaft, Würzburg: Motor eléctrico con un rotor que está montado de forma giratoria con respecto a un estator en el cual está insertado el rotor , donde sobre […]
Motor de imán permanente, compresor de refrigeración y unidad de aire acondicionado, del 27 de Febrero de 2019, de GREE ELECTRIC APPLIANCES INC. OF ZHUHAI: Un motor de imán permanente, que comprende una carcasa , un estator y un rotor ; el estator y el rotor se instalan en la carcasa , […]