PUNZÓN PARA CERÁMICA.
Punzón para cerámica.
Comprende una matriz o cuerpo inferior (7),
fijo, provisto de uno o más alvéolos (8) de conformación de los bizcochos de las piezas cerámicas, un dispositivo eyector (9) de los bizcochos conformados en cada uno de los alvéolos (8), al menos un cuerpo superior (1), móvil, que conforma o está provisto de un molde de prensado cuya forma es concordante con el correspondiente alvéolo (8), comprendiendo además una faldilla (3) externa, dispuesta en el perímetro del cuerpo superior (1), que deja entre ésta y dicho cuerpo superior (1) un hueco (15).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201131719.
Solicitante: INDUSTRIA COOPERADORA DEL AZULEJO, S.L.
Nacionalidad solicitante: España.
Inventor/es: PEINADO ONSURBE, CARLOS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 3/00 Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B). › en la que un punzón ejerce una presión sobre el material en una cavidad de moldeo; Punzones de forma particular.
- B28B7/38 B28B […] › B28B 7/00 Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00). › Tratamiento de los moldes, de los machos o de los mandriles para impedir que se peguen.
- B28B7/44 B28B 7/00 […] › para el tratamiento mediante gases o para la desgasificación, p. ej. para la desaireación.
Fragmento de la descripción:
Punzón para cerámica La presente invención tiene por objeto un punzón de los utilizados para la fabricación de losetas cerámicas utilizadas para pavimento o revestimiento, que está provisto de un dispositivo de aspiración que permite eliminar la tierra circundante al punzón, en el ciclo de prensado, mejorando así la calidad de las piezas y mejorando la durabilidad de los punzones.
La fabricación de piezas cerámicas comprende la aplicación de una tierra previamente preparada, atomizada y humedecida, con la composición adecuada, que es prensada por medio de un punzón. En la fase de aplicación se produce un barrido de las tierras sobrantes por encima de un determinado nivel. Sin embargo, a pesar del barrido queda tierra en la zona circundante al punzón, de modo que cuando este desciende para compactar la tierra hay parte de esa tierra que puede ser arrastrada hacia el hueco por el punzón. Al mismo tiempo, al comprimir la tierra mezclada con el aire que hay en el alvéolo del molde, produce una circulación de la mezcla aire/tierra que sale a gran velocidad, produciendo al mismo tiempo un desgaste. También esta tierra que sale por la holgura que queda entre punzón y alvéolo se adhiere al perímetro de dicho punzón. Estas adherencias, cuando se acumulan en ciertas cantidades, caen y lo hacen frecuentemente dentro del alvéolo. Al caer tras el desmoldeo de una pieza cerámica, quedan en el fondo del alvéolo y en la conformación de la siguiente pieza queda adherido a la “cara buena”. Estas adherencias no pueden despegarse de la pieza conformada, y supone una distorsión superficial que afecta a la calidad de la pieza terminada. Algunas de estas adherencias quedan también depositadas en la parte superior circundante del molde, por donde luego serán arrastradas las piezas en el proceso de extracción y empuje.
Debido al gran ajuste existente entre el punzón y el molde, y debido a la naturaleza abrasiva de las tierras, la caída esos granos produce una fricción con el punzón y el molde, una erosión, y por lo tanto se produce una disminución de la vida útil de dichos elementos.
Además, la caída de tierras, especialmente durante la fase de desmolde puede producir alteraciones o irregularidades superficiales que disminuyen la calidad de la pieza conformada o la hacen inservible.
Es para eliminar dichas adherencias y tierras sobrantes para lo que el dispositivo que se describe produce una aspiración en cada ciclo de prensado.
Es, por tanto, un objeto de la presente invención evitar al máximo los desgastes que se producen, aumentando la vida de molde y punzón, lo que redunda en un menor coste de mantenimiento y una mayor durabilidad de la instalación, minimizando también el impacto de los tiempos de cambio de punzón y molde por unidad, aumentando así la productividad de la instalación. Además, es otro objeto de la invención mejorar la calidad de las piezas cerámicas fabricadas, evitando piezas fallidas o de calidades inferiores debido a adherencias y rayados.
Estado de la técnica Como se ha apuntado anteriormente, en cada carga de tierra en el molde se produce un barrido calibrado de la superficie mediante arrastre. Sin embargo el barrido deja en la superficie de trabajo en el entorno circundante al molde una cierta cantidad indeseada y perjudicial de tierra.
Si bien existen dispositivos que aspiran la parte delantera por donde se van a desplazar las piezas acabadas, desconoce esta parte la utilización de dispositivos de aspiración integral en todo el perímetro del punzón en las prensas de conformación de los bizcochos de piezas cerámicas de pavimento y revestimiento.
Descripción de la invención La presente invención tiene por objeto un punzón para cerámica que comprende:
Breve descripción de los dibujos Con objeto de ilustrar la explicación que va a seguir, adjuntamos a la presente memoria descriptiva, cuatro hojas de dibujos, en las que en cinco figuras se representa la esencia de la presente invención, y en las que:
La figura 1 muestra una vista en perspectiva del cuerpo móvil, provisto de la faldilla externa;
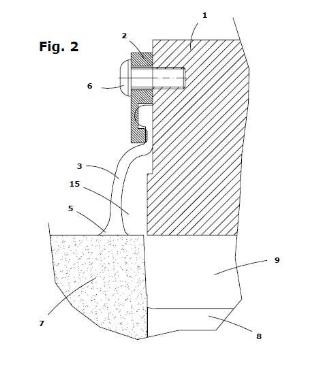
La figura 2 muestra una vista en sección de una porción del cuerpo móvil en la que el molde está en posición próxima a la de incidencia sobre los huecos de los alvéolos;
La figura 3 muestra una vista en sección semejante a la de la figura 2, pero en la que el molde del cuerpo móvil está ya introducido en el alvéolo correspondiente;
La figura 4 muestra un detalle de una sección de un elemento de sujeción de la faldilla; y
La figura 5 muestra un detalle de una sección de la faldilla.
Descripción del modo preferente de realización de la invención La invención que se propone consiste en un punzón para cerámica, y particularmente un punzón superior o cuerpo superior (1) , que se desplaza verticalmente para prensar una cierta cantidad de tierra depositada en un alvéolo (8) formado sobre una matriz (7) . La base del alvéolo comprende un dispositivo eyector (9) para extraer la pieza cerámica conformada una vez la tierra ha sido prensada y retirado el cuerpo superior.
El cuerpo superior (1) conforma o comprende un molde de prensado de forma y tamaño coincidente con el alvéolo (8) .
Cuando se deposita la tierra en el alvéolo (8) , el sobrante es barrido por arrastre. En dicho barrido quedan ciertas cantidades de tierra en la matriz, y particularmente en los bordes de incidencia del molde del cuerpo superior (1) .
Así, esa tierra, que es un material abrasivo, produce importantes desgastes en los elementos móviles, que es deseable evitar. Además, como se ha indicado anteriormente, se producen aglomeraciones de la tierra en zonas circundantes y en las paredes de los alvéolos, que pueden ser arrastrados hacia el interior del alvéolo, produciendo una adherencia que produce una distorsión en la superficie de la pieza conformada, especialmente grave cuando dicha superficie es la cara “buena” de la pieza. Por ello, se ha estimado conveniente para minimizar el desgaste la eliminación de dicha tierra. Dicha eliminación se realiza, según la invención, simultáneamente con el proceso de prensado.
Para ello, se dispone lateralmente, a lo largo de todo el perímetro de del cuerpo superior (1) , una faldilla (3) , que deja un hueco (15) inferior también a lo largo de todo el perímetro.
Dicha faldilla (3) conforma una especie de fuelle elástico susceptible de deformación a lo largo de su longitud perimetral. En el momento en que el molde del cuerpo superior (1) está próximo a ser introducido en el alvéolo (8) , la base de apoyo (5) de la faldilla (3) habrá contactado ya con la superficie de la matriz (7) . El hueco (15) se encuentra así confinado por la faldilla (3) , por las paredes laterales del cuerpo superior, y por la superficie de la matriz. En esta fase se procede a un barrido del aire del hueco mediante succión o impulsión de aire a través de boquillas dispuestas en el cuerpo superior a tal efecto, que arrastrará la tierra que haya quedado en la zona correspondiente a dicho hueco (15) , continuándose con el descenso del cuerpo superior para el prensado de la tierra, evitando de este modo la abrasión por causa de la tierra de las zonas próximas a la de prensado.
Según una realización preferida, la faldilla (3) está sujeta al cuerpo superior mediante un elemento de sujeción (2) . Dicho elemento de sujeción (2) comprende agujeros pasantes (10) para la inserción y sujeción mediante tornillos (6) al cuerpo superior (1) . La porción interior (la cara que se adosará al cuerpo superior (1) ) comprende en su extremo inferior una pestaña de retención (11) por encima de la cual se dispone un rebaje (12) .
También, la faldilla (3) comprende en su zona superior...
Reivindicaciones:
1. Punzón para cerámica, que comprende
caracterizado porque comprende una faldilla (3) externa, dispuesta en el perímetro del cuerpo superior (1) , que deja entre ésta y dicho cuerpo superior (1) un hueco (15) .
2. Punzón para cerámica, según la reivindicación 1, caracterizado porque la faldilla (3) está conformada en un material flexible o semiflexible.
3. Punzón para cerámica, según la reivindicación 2, caracterizado porque la faldilla (3) está conformada en un material elastómero.
4. Punzón para cerámica, según la reivindicación 2 o la reivindicación 3, caracterizado porque la faldilla (3) está conformada en caucho vulcanizado.
5. Punzón para cerámica, según cualquiera de las reivindicaciones anteriores, caracterizado porque el hueco (15) comprende boquillas de impulsión y/o succión de aire.
6. Punzón para cerámica, según cualquiera de las reivindicaciones anteriores, caracterizado porque comprende además un elemento de sujeción (2) de la faldilla (3) .
7. Punzón para cerámica, según la reivindicación 6, caracterizado porque el elemento de sujeción (2) comprende un conjunto de agujeros pasantes (10) para el paso de tornillos (6) de sujeción.
8. Punzón para cerámica, según la reivindicación 6 o la reivindicación 7, caracterizado porque el elemento de sujeción (2) tiene una porción interior cuyo extremo inferior comprende una pestaña de retención (11) por encima de la cual se dispone un rebaje (12) .
9. Punzón para cerámica, según cualquiera de las reivindicaciones 1 a 8, caracterizado porque la faldilla (3) comprende en su zona superior una porción de apoyo (14) sobre el cuerpo superior (1) , provista dicha porción de apoyo (14) de un bulbo o regruesamiento (13) en su extremo superior.
10. Punzón para cerámica, según las reivindicaciones 6 a 9, caracterizado porque en el montaje de la faldilla (3) , el bulbo o regruesamiento (13) se aloja en el rebaje (12) del elemento de sujeción (2) , y dicha faldilla (3) queda sujeta por la pestaña de retención (11) .
11. Punzón para cerámica, según cualquiera de las reivindicaciones 1 a 10, caracterizado porque el cuerpo superior está provisto de conexiones (4) de entrada/salida de aire.
Patentes similares o relacionadas:
PUNZON ISOSTÁTICO, del 2 de Marzo de 2020, de ASITEC CERAMIC, S.L: Punzón de prensas para fabricación de piezas de cerámica. Está formado por un cuerpo metálico, un recubrimiento de goma, y una cámara situada entre el […]
Matriz y pistón de aparato de SPS, aparato de SPS que los comprende, y procedimiento de sinterización, densificación o ensamblaje en una atmósfera oxidante que utiliza este aparato, del 23 de Octubre de 2019, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Matriz de aparato de sinterización en caliente con campo eléctrico pulsado, caracterizada por que dicha matriz está fabricada de grafito y las superficies […]
PUNZÓN, del 25 de Septiembre de 2019, de CARRETERO PERONA, Gregorio: 1. Punzón, para compactación de materiales sueltos, que comprende un cuerpo con una primera cara en la que se ha realizado un rebaje […]
ENSAMBLE ENTRE PASTA ROJA CON POLVOS SECOS GRANULADOS A TRAVÉS DEL PROCESO DE PRENSADO, PARA ELABORAR PRODUCTOS CERÁMICOS PARA EL SECTOR DE LA CONSTRUCCIÓN, del 20 de Junio de 2019, de CERAMICA ITALIA S.A: La invención pertenece al sector cerámico, específicamente en la fabricación de baldosas para recubrimientos de superficies variadas las cuales son aplicables en la industria […]
MÉTODO Y SISTEMA DE PRODUCCIÓN DE TABLEROS, LOSAS O PLANCHAS DE PIEDRA ARTIFICIAL CON EFECTO DE VETAS ANCHAS, del 23 de Mayo de 2019, de COSENTINO RESEARCH & DEVELOPMENT, S.L: La presente invención se refiere a un método y un sistema para la producción de tableros, losas o planchas de piedra artificial, con efecto de […]
Procedimiento para fabricar losas de revestimiento, del 30 de Enero de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Procedimiento para fabricar losas de revestimiento, que comprende por lo menos las etapas de: - posicionar por lo menos un inserto sólido en un plano de trabajo […]
PRENSA PARA COMPACTACIÓN Y CONFORMACIÓN DE PIEZAS O PRODUCTOS ANGULARES, del 5 de Julio de 2018, de BIENZOBAS SAFFIE, Fernando: En la presente invención se describe una prensa para compactación y conformación de piezas o productos angulares, la cual está comprendida por una estructura […]
PUNZON HIDRAULICO PARA PRENSADO DE PIEZAS CERAMICAS, del 13 de Octubre de 2017, de MOLDES ESPECIALES PLAZA, S.L.: 1. Punzón hidráulico para prensado de piezas cerámicas, que comprende una base dotada de un cajeado delimitado por un marco perimetral , […]