PROCEDIMIENTO Y MÁQUINAS PARA TRANSFORMAR ENVASES INICIALES SELLADOS, EN ENVASES CÚBICOS, ORIGINANDO, SELLANDO Y CORTANDO SOLAPAS.
Transformar un envase inicial de material flexible tipo film en bobina y sellado con dos o más soldaduras con sustancia líquida en su interior,
en un envase con forma de figura cúbica de tres o más caras.
El procedimiento e instalación con máquina comprende las etapas siguientes:
1. Se bloqueará e inmovilizará al envase inicial por medio de mordazas de sujeción; éstas mantendrán en todo momento una presión constante hacia el interior del envase inicial, pero con amortiguación regulable.
2. Una mordaza de impacto (6) chocará frontalmente contra alguna de las aristas o lados del envase inicial, para que éste se infle y adquiera, así, la forma cúbica y, también, para que se originen las solapas.
3. Seguido, se sellará/án y cortará/án las solapas.
Las ventajas más significativas son que se pueden fabricar envases cúbicos de muy reducido tamaño y, también, que se reducirá costes en logística, al no contener solapas.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201101023.
Solicitante: LOPEZ-AROSTEGUI, SAENZ, Guillermo.
Nacionalidad solicitante: España.
Inventor/es: LOPEZ-AROSTEGUI,SAENZ Guillermo.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 3/00 Embalaje de materiales plásticos, semilíquidos, líquidos o líquidos y sólidos mezclados, en receptáculos o recipientes individuales, p. ej. en sacos, bolsas, cajas, cartones, latas o tarros. › Máquinas caracterizadas por la incorporación de medios para fabricar los receptáculos o recipientes (fabricación de receptáculos con un fin diferente de la presente aplicación, ver las subclases apropiadas).
- B65D5/00 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › Recipientes rígidos o semirrígidos de sección transversal poligonal, p. ej. cajas, envases de cartón o bandejas, formados plegando o montando una o más cintas de papel (palés rígidos con paredes laterales B65D 19/02).
- B65D77/06 B65D […] › B65D 77/00 Paquetes realizados encerrando objetos o materiales en recipientes preformados, como p. ej. cajas, envases de cartón, sacos o bolsas. › Líquidos o semilíquidos encerrados en recipientes flexibles dispuestos en recipientes rígidos.
Fragmento de la descripción:
Procedimiento y máquinas para transformar envases iniciales sellados, en envases cúbicos, originando, sellando y cortando solapas.
Campo técnico de la invención
Pertenece a la industria del envasado y fabricación de envases flexibles volumétricos sellados (termo soldables) , desechables o reutilizables.
Las máquinas y procedimientos del nuevo invento junto a los ya existentes en el mercado, participarán conjuntamente dentro de una solución integral.
Esto es imprescindible para el nuevo proceso de transformar: a partir de un envase o bolsa inicial sellada con fluidos o viscosos y con sólidos o sin ellos en su interior, en un envase cúbico o enteramente volumétrico de tres o más caras todas ellas lisas sin solapas o con una o dos solapas sin sellar ni cortar.
- Las máquinas de llenado en vertical/horizontal de líquidos son las que, previamente, fabricarán el envase inicial del cual partimos, que no es otro que un envase de al menos dos caras (puede tener alguna cara o pliegue más secundario interna o externa, como los de los envases del tipo Stabilo pack®..) sellado con dos o más soldaduras y con fluidos o viscosos y con sólidos o sin ellos en su interior, y en los que éstos tienen escasa volumetría (como aplastada) .
Los materiales que se emplearán para fabricar estos envases iniciales son del tipo film en bobina/lámina flexibles, como el plástico, cartón, aluminio.. mono-capa o multicapas/complejos (plástico-aluminio; plástico-aluminio-cartón; etc..) y en lámina o en tubo.
- Este nuevo procedimiento se desarrollará en dos sectores bien diferenciados:
- Alimentario. 2 - No alimentario.
Ejemplos de productos a comercializar derivados de la invención:
A) Alimentario:
a.1) Hielos cúbicos de plástico para bebidas (sangría; cerveza; champán; vino; sidra; gazpacho..) , transplante de órganos, etc.. Se trata de envases cúbicos con agua en su interior, de material plástico tipo film en bobina, que se esterilizarán y que según en que casos, se envolverá en un segundo envoltorio.
a.2) Envases similares a los de tetrabrik® (no es necesario que en la capa exterior del envase, lleve cartón, aunque también puede llevarlo) , donde irán envasados fluidos o viscosos con sólidos o sin ellos, como bebidas, yogures, salsas o sopas, etc.. Se pueden fabricar de cualquier medida (12.5 cc; 33 cc; 50 cc; 1 litro) y con formas de figura diferentes como el hexaedro regular, prisma rectangular o los poliedros irregulares.
B) No alimentario:
Envases cúbicos para aceites para motores, productos químicos, productos de limpieza, cosmética, perfumescolonias, pinturas..
Estado de la técnica relevante
En la actualidad existen muchos fabricantes de máquinas para no muchos procedimientos relacionados con la fabricación y envasado de envases, pero ninguno resuelve, ni ofrece, ni es igual, al procedimiento de la invención.
Existen máquinas en horizontal o en vertical, para envasar todo tipo de sustancias como alimentos, productos químicos, objetos, líquidos, sólidos...
- Los sistemas, métodos y envasadoras más utilizados son los siguientes: De flow pack; termoformado y blister; dair y pack; doy pack; verticales; termo sellado; de retráctil; soldadura en L; film extensible; retráctil enfajado; entapado; enfardado; túneles de retracción; envasadoras de campana...
- Hay otros procedimientos similares, pero bien distintos, como son los utilizados en la fabricación de envases tipo tetrabrik®, SIG®, lpl®.. Pero en todos ellos, los envases se tienen que fabricar necesariamente con cartón tipo film
en bobina - aparte de otros como el aluminio y el plástico -ya que éste material es el que confiere rigidez y resistencia al envase. Además, a esta lámina de cartón, previamente, se le realizan unas marcas o hendiduras a modo de troquelado y como guía, para que a posteriori, adquiera la forma cúbica, al ser estrechado por rodillos alrededor de sus lados o perímetro, cuando el film (lámina) flexible en bobina que ya ha formado un tubo cilíndrico en vertical, va cayendo o moviéndose de arriba a abajo en una máquina de llenado de líquidos en vertical; seguido, una vez que previamente ya se haya formado la forma cúbica que deseemos, se sellará y cortará el envase transversalmente y por las caras de fuera, y en donde al mismo tiempo, se formaran las solapas.
- Existen otros sistemas que no son enteramente volumétricos y son siempre envases alargados y poco estables como por ejemplo: doy pack, stabilo pack, pillow pack; delta pack. En estos sistemas que acabo de nombrar, también, utilizan solo plástico tipo film en bobina, pero son envases no cúbicos menos estables (sobre todo en la base) y nada volumétricos además de que sus caras no sean todas lisas, y en donde las líneas de soldadura del repliegue de las solapas hacia dentro, es ineficaz al no sellar bien sobre todo con líquidos.
- Hay que hacer mención, también, al sistema de fabricación de envases por el método de inyección de plástico por medio de moldes ya que ofrece la posibilidad de que se puedan fabricar cualquier tipo de forma y tamaño (botellas de agua; botes de jabones líquidos..) , pero tienen tres inconvenientes: un mayor coste del producto final debido a que la producción por unidad es más lenta, el coste de mantenimiento es mayor y la materia prima que se emplea para fabricarlos es más cara.
- Las máquinas en vertical de líquidos serán los que fabriquen los envases iniciales a los que posteriormente vamos a transformar con la máquina del nuevo procedimiento: en envases nuevos con forma de figura cúbica.
Se va a utilizar para estos envases material flexibles como los plásticos tipo film en bobina, pudiendo ser éstos de dos tipos:
A) En tubo (monocapa/multicapas y complejo) en el que se podrán realizar dos sellos o soldaduras.
B) Laminado (monocapa/multicapas y complejos en el que se podrán realizar tres o más sellos o soldaduras.
Dependiendo del material de envasado (plástico/cartón/aluminio) que utilicemos como, también, del tipo de máquina de envasado de líquidos en vertical que empleemos, se obtendrá un tipo distinto de envase inicial; esto quiere decir que habrá envases iniciales con más o menos soldaduras en lugares y posiciones diferentes (al centro o a los laterales, longitudinales o transversales) .
Además, estos envases iniciales, por lo general, casi siempre tienen dos caras principales, pudiendo tener alguna más pero secundaria, como lo que ocurre con las caras de pliegues internos o externos de los envases del tipo stabilo pack®. En cualquier caso, tanto en uno como en los otros, sé obtendrá, finalmente, el mismo tipo de envase cúbico o totalmente volumétrico.
Valoración del estado de la técnica El momento actual es el mas idóneo para garantizar el éxito de esta nueva máquina y procedimiento, porque se ha alcanzado unas cotas de desarrollo y evolución altísimas, en cuanto a materiales, maquinaria, mecanismos, automatismos, técnica, tecnología, materias primas a precios muy económicos que avalarán este nuevo proyecto con total garantía.
Las máquinas ya conocidas por todos, nombradas en el apartado anterior, están bien asentados en el mercado y vienen aportando una solución eficaz y amplia en cuanto a modelos de productos y prestaciones, pero en realidad, ninguna enfoca o participa de la manera de fabricar de este nuevo procedimiento con máquina, ya que debido a que los envases iniciales se manipulan o se procesan, a posteriori o bastante después de ya haberse fabricado, esto permite que, precisamente, se consiga mayor maleabilidad como versatilidad y facilidad en la producción de los envases a transformar, posibilitando con ello que se puedan fabricar envases cúbicos y prismáticos rectangulares de todos los tamaños y de muy reducido tamaño, y de diversas nuevas formas como los poliedros irregulares. Todos comparten el hecho de que todas sus caras sean lisas y planas, sin solapas. También, es cierto que en ninguno de los procedimientos ya existentes, se ha realizado nunca el proceso técnico o procedimiento fundamental del sellado y cortado-seccionado de las solapas.
Problema técnico a solucionar
Se trata de una nuevo procedimiento y máquinas para fabricar envases cúbicos o/y poliedros irregulares de la manera más sencilla y económica posible, que funciona con los materiales más baratos y livianos del mercado como pueden ser los plásticos tipo film en bobina tanto en tubo como en lamina y monocapa o multicapas/complejos y, siempre, sin la necesidad de tener que añadir a éste ningún otro tipo de material como el cartón, para que aporte mayor rigidez, consistencia...
Reivindicaciones:
1. Un procedimiento para transformar envases o bolsas iniciales (sellados con fluidos o viscosos y con sólidos o sin ellos en su interior) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares fabricados con material flexible, que se caracteriza por que se realiza el sellado o sellado y cortado de las solapas o triángulos de los envases, y porque para que se originen o surjan estas solapas o triángulos sobresaliendo del envase como, también, el que se origine la transformación del envase inicial a la forma de figura con mayor volumetría o totalmente volumétrica: se va a realizar por medio del golpeo o golpeándose una o más mordazas de impacto (6) o superficie rígida/semirígida contra/con/en la zona intermedia, parcial, del extremo o completa de uno, dos o más de los lados o cantos laterales perimetrales del envase inicial, en el que además se pueden ir originando solapas: de una en una, de dos en dos, de tres en tres o de cuatro en cuatro a la vez, sin que por ello se altere el resultado final del envase inicial transformado en un envase con mayor volumetría y con la forma de figura que queramos precisar u obtener.
Todas las caras de los envases de la invención pueden ser lisas.
Cuando más se optimiza la invención es cuando tan solo utilizamos materiales flexibles más ligeros como el plástico o plástico más aluminio, ya que con las líneas de soldadura del sellado o sellado y cortado de las solapas, se confiere al envase suficiente rigidez y resistencia físico-mecánica, como para que éste, sea un envase estable, consistente y homogéneo o para que materiales flexibles pero mas rígidos como el cartón, sean opcionales o innecesarios.
El procedimiento comprende las siguientes etapas:
Primera etapa: una o más mordazas de impacto (6) que golpea/an o se golpea/an con/contra/entre la zona intermedia (la parte que se quiera de entre dos vértices o esquinas) , zona parcial (dejando siempre sin golpear la parte que se quiera de una de las esquinas o vértices) , zona del extremo (golpeando tan solo la parte que se quiera del vértice o esquina) o zona completa (golpeando la totalidad) de uno, dos o más de los lados laterales o cantos laterales que bordean perimetralmente el envase inicial de al menos dos caras, para que de este modo surjan o se originen una o más solapas o triángulos y para que también, al mismo tiempo y al instante, el envase inicial se infle o aumente de volumen, debido a que se ha producido una reducción (proporcional al tamaño de cada solapa o triángulo originado, ya que a mayor solapa mayor volumen transmitido) del tamaño del envoltorio del envase inicial y manteniendo éste la misma cantidad de contenido envasado en el interior, que provocará con ello, que por si solo de manera natural y espontánea, el envase inicial adquiera o se transforme a la forma de figura cúbica, prismática rectangular o poliédrica irregular a la que huyamos querido precisar o dar.
Segunda etapa: inmediatamente después, de que se hayan originado la/as solapa/as y de que el envase inicial ya haya adquirido la forma de figura volumétrica que hayamos querido dar, una o más mordazas de sellado y corte (8) chocará/án o se juntará/án alineándose contra/con la mordaza de impacto (6) o mordaza que haga de soporte o base de apoyo, para así conseguir hacer que las dos caras de cada solapa o triángulo, se junten o hagan contacto al quedar atrapada la solapa o el triángulo entre estas dos mordazas (6, 8) y para que, también, finalmente, la solapa/as (las que se hayan querido originar) sea/an sellada/as o sellada/as y cortada/as por medio de un modo de sistema de soldadura o soldadura y corte, y por la línea o lado (aproximadamente) de la solapa o triángulo que está en unión o haciendo contacto transversalmente con el tronco o resto del envase, para que así, de este modo, el envase que ya estaba transformado con la forma de figura totalmente volumétrica que queríamos obtener, pueda permanecer definitivamente y continuado en el tiempo, con esta misma forma de figura totalmente volumétrica.
Esto se consigue, debido a esta/as línea/as de soldadura/as que confieren al envase mayor rigidez, consistencia y estabilidad.
2. Procedimiento para dar forma de figura cúbica, prismática rectangular o poliédrica irregular y también crear solapas o triángulos: a envases (de material flexible como el plástico, aluminio o cartón) sellados de al menos dos caras y cuatro lados y con fluidos o viscosos envasados en su interior, que se caracteriza por que se utiliza un proceso de golpeado o chocado de una mordaza de impacto (6) contra la zona intermedia (entre dos esquinas o vértices) , parte de ella (dejando sin golpear la parte que se quiera de uno de los vértices o esquinas) o la totalidad de los lados laterales perimetrales de un envase, para que de este modo, se originen o surgen por un lado las solapas o triángulos y, por otro lado y al mismo tiempo, el envase inicial se infla o aumenta de volumen debido a que se ha producido una reducción del tamaño del envoltorio del envase inicial, provocando con ello, que de manera natural y espontánea, el envase inicial se transforme o adquiera la forma de figura cúbica o prismática rectangular si cuatro de las solapas son selladas, y poliédrica irregular si una, dos o tres de las solapas son selladas.
También, ocurre lo mismo con un juego de dos mordazas (6) que al golpear a la vez, la parte que se quiera de una esquina o vértice dedos lados laterales contiguos en ángulo de 90 grados, surge o se origina una solapa o triángulo, quedando ésta atrapada entre las dos mordazas.
3. Procedimiento para los envases flexibles sellados que contienen solapas o triángulos adheridos al tronco o al resto del mismo envase, que se caracteriza por que estas solapas o triángulos son selladas y cortadas por la línea transversal (aproximadamente) del lado de éstos que está en unión o haciendo contacto con el tronco o resto del envase.
Se utiliza para ello, una mordaza o superficie rígida-semirígida de impacto (6) y una mordaza o superficie rígidasemirígida de sellado o sellado y corte (8) que dispone de un modo de sistema de soldadura como por ejemplo: un dispositivo con una resistencia, láser o cabezal de ultrasonidos.
Para que de este modo, las dos mordazas (6, 8) alineadas a un lado y al otro de la solapa a izquierda y derecha: bien en paralelo y frente a la solapa, o bien en diagonal con respecto a la solapa, se activen cerrándose para así atrapar (una de ellas hasta hacer contacto con la otra o las dos a la vez) en medio a la solapa, para que de este modo y haciendo contacto con la solapa ésta sea sellada o sellada y cortada, por la línea o lado transversal (aproximadamente) que está en unión o haciendo contacto con el tronco o resto del envase.
Como resultado de aplicar esta soldadura quedará una rebaba sobresaliendo del envase, que puede ser casi inapreciable de un milímetro, o dejarse los milímetros que se quieran de sobrante.
Esta operación se puede realizar de una en una, de dos en dos, de tres en tres o de cuatro en cuatro solapas a la vez y, también, con un juego doble de mordazas: una de sellado y corte (8) y otra de impacto (8) , un juego triple de mordazas: dos mordazas de sellado y corte (8) alineadas con una mordaza de impacto (6) situada en medio de las otras dos y, por último, con un juego cuádruple de mordazas: dos de sellado y corte (8) alineadas con una mordaza de impacto (6) situada en medio de las otras dos.
4. Procedimiento de perfeccionamiento y mejora para los envases cúbicos prismas rectangulares o poliédricos irregulares fabricados por las máquinas y procedimientos de otras industrias del envasado de envases de materiales flexibles como por ejemplo Tetra Pack®, ipi® o SIG conbibloc®, donde los envases que fabrican contienen solapas o triángulos adheridos al envase, que se caracteriza por que se puede utilizar el sistema o proceso de sellado o sellado y cortado (seccionado) de las solapas o triángulos que sus envases tienen o llevan pegados o adheridos al tronco o resto del envase.
Este proceso se aplica cuando por medio de otros procedimientos de envasado como los de Tetra Pak®, ipi aseptic packaging sistem® o SIG conbibloc®, ya hayan originado completamente y sobresaliendo del tronco o resto del envase, las solapas o triángulos, y para que seguido estos sean sellados o sellados y cortados.
Se puede hacer por medio de los juegos de mordazas siguientes:
Juego de mordazas doble que se colocan en diagonal o en ángulo recto con respecto a las puntas, esquinas o vértices del envase inicial, y se compone de una mordaza de impacto (6) o soporte por que no se introduce dentro o hacia el interior del lado lateral) y una mordaza de sellado y corte (8) .
Juego de mordazas triple que se coloca enfrente (frontal) y paralelo al lateral, arista, línea de soldadura de dos de los lados (el de arriba y el de abajo) del envase inicial. Se compone de una mordaza de impacto (6) en el centro y dos mordazas de sellado y corte (8) a izquierda y derecha de la mordaza (6) .
Juego de mordazas cuádruple que se coloca enfrente (frontal) y paralelo al lateral, arista, línea de soldadura de dos de los lados (el de arriba y el de abajo) del envase inicial. Se compone de dos mini-mordazas de impacto (6) unidas entre si y en el centro, y dos mordazas de sellado y corte (8) a izquierda y derecha de la mordaza (6) .
Para que de este modo, las dos mordazas (6, 8) alineadas a un lado y al otro de la solapa a izquierda y derecha: bien en paralelo y frente a la solapa, o bien en diagonal con respecto a la solapa, se activarán cerrándose para, así, atrapar (una de ellas hasta hacer contacto con la otra o las dos a la vez) o dejar en medio a la solapa, para que de este modo y haciendo contacto con la solapa, ésta sea sellada o sellada o cortada por la línea o lado transversal (aproximadamente) de la solapa que está haciendo contacto o en unión con el tronco o resto del envase, y donde quedará como resultado de aplicar la soldadura: una rebaba sobresaliendo del envase que puede ser casi inapreciable de un milímetro, o dejarse los milímetros que se quieran de sobrante.
Esta operación de sellado y cortado de solapas se puede realizar de una en una, de dos en dos, de tres en tres o de cuatro en cuatro solapas a la vez.
- En el momento de la acción de sellado y corte (seccionado) de las solapas, el envase puede estar en movimiento o parado y estar sujeto o simplemente estar fijado por medio de un modo de sostenerse o de bloquearse.
En ninguno caso, es necesario que se tenga que mantener sobre el tronco del envase volumétrico, ninguna fuerza de presión con amortiguación regulable hacia el interior del mismo envase, ya qué, previamente, las solapas y el envase, ya han sido completamente formadas por los sistemas de fabricación de envases como por ejemplo: los de Tetrabrik®, lpi® o SIG®.
Una vez de el envase ya cúbico esté sujetado o sostenido en un punto o posición determinado y estando éste parado o en movimiento: se accionan los diferentes posibles juegos de mordazas (doble; triple o cuádruple) para sellar o sellar y cortar estas solapas; por lo que cada mordaza de cada tipo de juego de mordazas (6, 8) .
- Las solapas, también, pueden ser selladas y cortadas por las máquinas de llenado de líquidos en vertical que utilizan estos otros sistemas de envasado: disponiendo de uno o más juegos de mordazas doble, triple o cuádruple en la misma máquina que utilizan para conformar la forma de figura cúbica, prismática rectangular o poliédrica irregular.
- Los materiales flexibles (plástico-cartón-aluminio; plástico-aluminio; plástico y cartón) con lo que se fabrican estos envases, previamente, se han marcados o troquelado con hendiduras o surcos por donde a posteriori por sus sistemas particulares de envasado de envases, doblen a éste por las zonas delimitadas por las marcas y hendiduras conformando así la forma cúbica, prismática rectangular o poliédrica irregular.
5. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1, 2 que se caracteriza por que solo surgen dos solapas al mismo tiempo y en el mismo lado lateral, cuando siendo la mordaza de impacto (6) menor en anchura que el lado lateral con el que se va a chocar, lo hace en la zona intermedia comprendida entre el vértice o esquina de la izquierda y ella de la derecha, pero dejando siempre la parte que se quiera (según el tamaño de solapa que queramos originar) de ambos extremos sin golpear.
6. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1, 2 que se caracteriza por que la mordaza de impacto (6) que es tan ancha o más que el lado lateral perimetral con el que se va a chocar/golpear y siempre que lo haga sobre toda la superficie de este mismo lado lateral y no sobre una de las partes de sus extremos (bien el de la izquierda o el de la derecha) : además de la solapa que surge en esta parte sin chocar, surgirá también una solapa o triángulo pero que en este caso, sale o está sobresaliendo del otro lado lateral perimetral que está contiguo a él y formando un ángulo de 90° grados, en donde la mordaza de impacto (6) esta haciendo contacto con ambos dos lados laterales.
7. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1, 2 que se caracteriza por que la mordaza de impacto (6) que es tan ancha o más que el lado lateral perimetral con el que se va a chocar o golpear y siempre que lo haga por toda su superficie: surgirán dos solapas tanto a la izquierda como a la derecha del mismo lado lateral, en donde además al encontrarse la mordaza de impacto (6) encima, estas solapas se encuentran dispuestas en una posición de tumbadas y en paralelo a la mordaza de impacto (6) . Este procedimiento es menos efectivo, debido a que se regula peor el tamaño que queramos de solapa, sobre todo en envases iniciales de menor tamaño.
8. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1, 2 que se caracteriza por que la mordaza de impacto (6) que es un tercio aproximadamente menos ancha que la anchura del lado lateral perimetral con el que se va a golpear o chocar, y siempre que lo hagamos sobre la zona más cercana a la parte más del ex-tremo, esquina o vértice de este mismo lado lateral, surgirá tan solo una solapa (en ese mismo extremo) ya que la mordaza de impacto (6) , en este caso, no consigue plegar lo suficiente, hacia dentro, el otro extremo opuesto del mismo lado perimetral, como para que se origine una solapa bien formada con forma de triángulo.
9. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1, 2 que se caracteriza por que la mordaza de impacto (6) que es un tercio aproximadamente menos ancha que la anchura del lado lateral perimetral con el que se va a golpear o chocar, y siempre que lo hagamos sobre un punto intermedio aproximadamente de este mismo lado lateral, surgirán dos solapas tanto en la parte de la izquierda como en la de la derecha, pero que en este caso, las caras o aristas de la solapa o triángulo están más separadas o abiertas.
10. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1, 2 y 5 a 9, que se caracteriza por que se va a repetir el procedimiento anterior de originar solapas, pero en donde esta vez son
golpeados dos de los lados laterales que estén en paralelo (uno enfrente del otro) o contiguos, para que se originen de la misma manera cuatro solapas en dos de los lados laterales opuestos del envase.
11. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1, 2 que se caracteriza por que uno o más juegos de dos mordazas (6, 8) , que están dispuestas en diagonal y por fuera a izquierda y derecha de cada esquina-vértice, golpearán a la vez en la bisectriz de esta esquina o extremo que contiene parte de dos lados laterales contiguos, para así al juntarse las dos mordazas (6, 8) , atrapar a la parte que se quiera de esta esquina, consiguiéndose con ello, que surja una solapa.
12. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1, 2 que se caracteriza por que el envase inicial para que adquiera la forma cúbica, se consigue por medio de dos mordazas autocentrantes (2) que comprimiendo dos de sus lados laterales paralelos o enfrente uno del otro, formarán una cavidad cúbica (según se quiera precisar) donde el envase inicial se adaptará o acoplará, de manera natural y espontánea, al espacio cúbico interior originado.
13. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, 3, 5 a 11 que se caracteriza por que se realiza a la vez o simultaneo en dos de los lados laterales paralelos o contiguos del envase inicial y con una mordaza o juegos de mordazas doble/triple/cuádruple: el proceso (en combinación entre distintos procesos o siendo el mismo) para que se originen tres o cuatro de las solapas del envase inicial, con el propósito, así, de disminuir el tiempo de producción en la fabricación (transformando) de los envases con formas de figuras cúbicas, prismáticas rectangulares o poliédricas irregulares.
14. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, 3, 5 a 12 que se caracteriza por que al originarse, sellarse y cortarse las solapas o triángulos, se puede hacer de una en una, de dos en dos, de tres en tres o de cuatro en cuatro, sin que por ello se modifique o afecte en nada el resultado final (ni en la forma ni el tamaño) de transformación (según se haya querido precisar) del envase inicial en un envase totalmente volumétrico.
15. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1 que se caracteriza por que el envase inicial para que adquiera la forma cúbica que se haya querido precisar, se hace por medio de crear una cavidad cúbica donde se adaptará u obligará al envase inicial a que ocupe el espacio interior. Esto se hace con dos mordazas auto-centrantes (2) que comprimirán golpeando, al avanzar hacia un punto intermedio, dos de los lados laterales paralelos (enfrente uno del otro) de un envase inicial, pero que a su vez se utilizará mordazas de sujeción tope superior o/y inferior (3) o de dos de sus caras opuestas o en paralelo y, además, éstas disponen de un sistema de amortiguación regulable para que, así, con estas mordazas (6) dispuestas en perpendicular con respecto a las mordazas auto-centrantes (2) , se bloquee al envase inicial mientras a éste se le va comprimiendo con las mordazas auto-centrantes (2) ; de este modo se facilita el que se formen bien tanto la forma cúbica del tronco del envase, como también las solapas que surgen al mismo tiempo de formarse la forma cúbica.
A continuación, una vez que ya está el envase con la forma cúbica y con cuatro solapas que sobresalen en dos de las caras del envase que no están en contacto con ninguna mordaza, se accionarán los juegos de mordazas doble/triple/cuádruple (6, 8) para, por un lado, se termine de formar bien las solapas o triángulos y, por otro lado, para que éstas sean selladas y cortadas.
Las mordazas de sujeción tope superior o/y inferior (3) pueden ser fijas o móviles y con a amortiguación o sin ella.
16. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1 que se caracteriza por que el envase inicial que se traslada en una cinta transportadora, es detectado por un sensor (1) que detendrá la cinta, para que dos mordazas auto-centrantes (2) una vez coloquen al envase en una posición de paralelo y punto intermedio a éstas, las mordazas (2) se retiren para así dejar y dar paso a unas mordazas de sujeción (3) que por arriba o/y por abajo agarrarán y presionarán al envase hacia dentro pero con amortiguación regulable, y por la zona transversal intermedia del envase inicial; seguido se activarán uno o dos juegos de mordazas doble/triple/cuádruple (6, 8) que están situadas fuera del alcance de las mordazas auto-centrantes (2) , se colocarán desplazándose justamente enfrente (frente) y a izquierda y derecha o delante y detrás de los lados laterales del envase inicial, para así golpear con la mordaza de impacto (6) , uno o dos lados laterales del envase inicial; seguido se accionarán las mordazas de sellado y corte (8) para sellar y cortar dos/tres/cuatro de las solapas o triángulos, para justamente después, esta mordaza (8) volver a la posición inicial o de reposo, para que las solapas se desprendan del envase ya transformado.
- A mayor solapa o triángulo que se haya originado: mayor es el volumen que se transmite al conjunto del envase o al fluido/sustancia viscosa envasada en el interior de éste, por lo que el envase adquiere, por tanto, mayor volumetría.
Cada solapa actúa o es eficiente (en la proporción que se haya querido precisar) de manera independiente con respecto de las otras solapas que se haya querido originar o que se hayan originado.
17. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1 que se caracteriza por que el envase inicial que está apoyado sobre una superficie rígida, es detectado por un sensor (1) cuando está éste en un lugar y posición exacta determinada, para que entonces unas mordazas de sujeción (3) por arriba o/y por abajo sujeten o agarren al envase presionándolo hacia dentro pero con amortiguación y por la zona transversal intermedia del envase inicial; seguido se activarán los juegos de mordazas doble/triple/cuádruple (6, 8) que se sitúan justamente enfrente y a izquierda y derecha o delante y detrás de los lados laterales del envase inicial, para así golpear con la mordaza de impacto (6) , uno o dos lados laterales del envase inicial; seguido se accionarán las mordazas de sellado y corte (8) para sellar y cortar dos/tres/cuatro de las solapas o triángulos, para justamente después esta mordaza (8) volver a la posición inicial o de reposo, para que las solapas se desprendan del envase ya transformado.
- A mayor solapa o triángulo que se haya originado: mayor es el volumen que se transmite al conjunto del envase o al fluido/sustancia viscosa envasada en el interior de éste, por lo que el envase adquiere, por tanto, mayor volumetría.
Cada solapa actúa o es eficiente (en la proporción que se haya querido precisar) de manera independiente con respecto de las otras solapas que se haya querido originar o que se hayan originado.
18. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1 que se caracteriza por que el envase inicial que es detectado por un sensor (1) cuando ésta éste entre las mordazas de sujeción (3) de doble efecto y doble vástago, lo agarra estabilizándolo o inmovilizándolo para seguido con juegos de dos/tres/cuatro mordazas [de impacto (6) y de sellado y corte (8) ] que se sitúan justamente enfrente y a izquierda y derecha o delante y detrás de los lados laterales del envase inicial, se accionen éstos golpeando con la mordaza de impacto uno o dos de los lados laterales, para que así se originen las solapas y se transforme el envase a la nueva forma que se desee de figura totalmente volumétrica, y para que finalmente, dos, tres o cuatro de solapas o triángulos, se sellen y corten.
- A mayor solapa o triángulo que se haya originado: mayor es el volumen que se transmite al conjunto del envase o al fluido/sustancia viscosa envasada en el interior de éste, por lo que el envase adquiere, por tanto, mayor volumetría.
Cada solapa actúa o es eficiente (en la proporción que se haya querido precisar) de manera independiente con respecto de las otras solapas que se haya querido originar o que se hayan originado.
19. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1 que se caracteriza por que el envase inicial que se traslada en una cinta transportadora, es detectado por un sensor (1) que detendrá la cinta, para que dos mordazas auto-centrantes (2) coloquen al envase inicial en una posición de paralelo y punto intermedio a éstas, para seguido estas mordazas (2) se retiren a la posición inicial para así dejar y dar paso a la/as mordazas de sujeción (3) que por arriba y/o por abajo estabilizarán e inmovilizarán al envase inicial bien por el centro o bien por la línea transversal hacia la mitad del envase: para así no estorbar los juego de mordazas doble (6, 8) [una de impacto (6) y otra de sellado y corte (8) ] que están situadas con respecto a cada esquina-vértice-pico endiagonal. Éstas al accionarse aplastarán estos vértices o esquinas, para que así, surja una solapa o triángulo que al instante dos, tres o cuatro de estas solapas se sellarán y cortarán. Después, este juego de dos mordazas (6, 8) volverá a la posición inicial, y las solapas o triángulo se desprenderán del envase ya transformado.
Se pueden ir originando, sellando y cortando en el envase inicial: de una en una, de dos en dos, de tres en tres o de cuatro en cuatro cada solapa.
20. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según la reivindicación 1 que se caracteriza
por que el envase inicial que es detectado por un sensor (1) cuando esta éste apoyado sobre una superficie rígida y en un lugar y posición exacta determinada, una o dos mordazas de sujeción (3) por arriba y/o por abajo (mordaza de doble efecto doble vástago) estabilizarán e inmovilizarán al envase inicial bien por el centro o bien por la línea transversal hacia la mitad del envase: para así no estorbar los juego de mordazas doble (6, 8) [una de impacto (6) y otra de sellado y corte (8) ] que están situadas con respecto a cada esquina-vértice-pico en diagonal. Éstas al accionarse aplastarán estos vértices o esquinas, para que así, surja una solapa o triángulo que al instante dos, tres o cuatro de estas solapas se sellarán y cortarán. Después, este juego de dos mordazas (6, 8) volverá a la posición inicial o de reposo, y las solapas o triángulo se desprenderán del envase ya transformado.
Se pueden ir originando, sellando y cortando en el envase inicial: de una en una, de dos en dos, de tres en tres o de cuatro en cuatro cada solapa.
21. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicación 1, 2 que se caracteriza por que el envase inicial que está apoyado en una posición y lugar concreto sobre una base firme sin estar sujeto, a continuación, uno o dos juegos de mordazas doble/triple/cuádruple que contienen mordazas de impacto (6) y de sellado y corte (8) a izquierda y/o derecha o arriba o/y abajo del envase inicial, golpearán o chocarán contra dos de los lados laterales paralelos o uno enfrente del otro, para conseguir así que se originen las solapas y que el envase inicial se transforme a la forma de figura cúbica que queramos.
Los juegos de mordazas (6, 8) en el momento de chocar o golpear al envase inicial, al mismo tiempo lo bloquean y/lo estabilizan en un punto determinado.
22. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según las reivindicaciones 1, 2 que se caracteriza por que el envase inicial es conducido o dirigido para ser manipulado por dos mordazas auto-centrantes
(2) que arrastrarán al envase inicial a un punto intermedio con la intención, así, de por un lado, colocar al envase inicial en una posición de paralelo, a estas mismas mordazas auto-centrantes (2) y, por otro lado, el de situar al envase inicial en el lugar preciso o determinado para que las mordazas de sujeción (3) agarren, inmovilicen o estabilicen al envase inicial.
Seguido las mordazas auto-centrantes (2) regresarán al punto de inicio.
23. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según las reivindicaciones 1, 2 que se caracteriza por que el envase inicial no es cogido ni agarrado por medio de un modo de sujeción pero sí se mantiene sostenido por medio de una base fija o base de una cinta transportadora que hacen de suelo.
24. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según las reivindicaciones 1, 2 que se caracteriza por que hay una o más mordazas de sujeción (3) que pueden estar fijadas o unidas tanto a un cilindro lineal como a uno de doble vástago y doble efecto en donde sus vástagos están fijados o anclados a las mordazas (3) . Éstas tienen la función de agarrar, y/o bloquear, y/o inmovilizar o estabilizar al envase por una o dos de sus caras, y por la zona media o hacia/en la línea transversal intermedia del envase inicial, o sino en la zona opuesta del lado lateral en dónde se vayan a originar las solapas.
El envase inicial es agarrado y/o bloqueado por las mordazas de sujeción (3) para que los fluidos o viscosos contenidos en el interior del envase sean distribuidos o expulsados hacia las esquinas o contorno periféricoperimetral (exceptuando la zona cercana de donde se sujeta o se hace presión) de la bolsa o envase inicial sellado, con la finalidad única de que pueda ayudar, así, a que no se formen arrugas/pliegues/dobleces en las zonas alrededor de las solapas cuando éstas sean originadas.
A su vez, las mordazas (3) o uno o mas juegos de mordazas de sujeción (3) disponen de un sistema o dispositivo de amortiguación regulable para que el envase inicial al ser golpeado por una o más mordazas de impacto (6) pueda inflarse o aumentar de volumen, al poderse retrotraer estas mordazas de sujeción (3) . Esto último se consigue debido a que estas mordazas (3) , además de inmovilizar el envase inicial, lo harán ejerciendo y manteniendo, al mismo tiempo, una fuerza de presión constante hacia dentro o hacia el interior del envase pero también por medio de un modo de amortiguación regulable como un muelle o sino ajustando las válvulas de apertura y cierre de los cilindros.
25. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según las reivindicaciones 1, 2 que se
caracteriza por que el envase inicial se sujeta por medio de mordazas de sujeción (3) sin ejercer una fuerza de presión hacia el interior o hacia dentro del envase inicial.
26. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2 que se caracteriza por que el envase inicial es sujeto, inmovilizado o estabilizado con puntos de apoyo y sin mantener una presión de fuerza hacia el interior del mismo.
27. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos o totalmente volumétricos de tres o más caras según 1, 2, 5 a 13 que se caracteriza por que las mordazas (6, 8) o juegos de mordazas actúan o se activan por separado de manera independiente o cada solapa actúa o es eficiente (la proporción que se haya querido precisar) de manera independiente con respecto de las otras solapas que se hayan querido originar o que se hayan originado, tanto si es de una en una, de dos en dos, de tres en tres o de cuatro en cuatro, sin que por ello se modifique en nada, el resultado final de la forma de figura que queríamos obtener.
28. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, 5 a 14 que se caracteriza por que tanto el envase inicial como la mordaza de impacto (6) o juegos de dos, tres o cuatro mordazas (6, 8) : se golpean o chocan mutuamente, uno contra el otro, estando los dos en movimiento, para que así, se originen las sola-pas o triángulos y el envase inicial se transforme a la forma que queramos.
29. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, que se caracteriza por que hay un juego doble de mordazas: una de impacto (6) y otra de sellado y corte (8) , que originan, sellan o sellan y cortan las solapas.
30. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, que se caracteriza por que el juego de mordazas doble (6, 8) se coloca con respecto al canto o al lateral de cualquiera de los lados de un envase inicial, justamente enfrente o frente a él, en paralelo.
31. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, que se caracteriza por que el juego doble de mordazas (6, 8) se coloca con respecto al canto o el lateral de cualquiera de los lados de un envase inicial, justamente enfrente o frente a él, pero en diagonal (45° u otros grados de inclinación o desviación que no difieran en mucho al de 45º) con respecto de las cuatro esquinas, vértices o picos que todo envase inicial de dos caras posee; de tal manera, que las dos mordazas (6, 8) al accionarse a la vez, se colocan a la izquierda y derecha de la esquina, vértice o punta atrapando, así, los dos lados (uno enfrente del otro) del triángulo que forman cualquiera de las esquinas o vértices, para que de manera natural y espontánea, surjan una solapa o triángulo.
32. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, 3, 4, que se caracteriza por que en los juegos de mordazas (6, 8) doble/triple/cuádruple, las diferentes mordazas que las componen, están unidas y alineadas en un mismo bastidor.
33. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, 3, 4, que se caracteriza por que los juegos de mordazas (6, 8) doble/triple/cuádruple que hay o están en dos de los lados laterales por cada envase, están unidos en un mismo bastidor o chasis y, que a su vez, éste puede disponer de un cilindro de doble vástago y doble efecto para, así, accionar conjuntamente tanto a un juego de mordazas de uno de los lados laterales como el del otro lado lateral.
34. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, 3, 4, que se caracteriza por que en los juegos de mordazas (6, 8) doble/triple/cuádruple, las diferentes mordazas que la componen, están dispuestos o fijados de manera independiente una de la otra, pero al accionarse unas se alinean con las otras.
35. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2 que se caracteriza por que hay un juego de Mordaza doble que esta dispuesta o se colocará al accionarse con respecto a cualquiera de los lados laterales perimetrales de dos maneras diferentes: en paralelo y frente a cualquiera de los lados laterales, o
sino en diagonal con respecto a cada esquina, vértice, pico, extremo. Se compone de una mordaza de impacto (6) y una mordazas de sellado y corte (8) en donde ambas están alineadas o al accionarse se alinean.
Las dos mordazas (6, 8) al accionarse golpean cada esquina-vértice, originando y/o atrapando, así, una solapa entre ellas dos. A su vez, puede haber por cada envase, uno, dos, tres o cuatro juegos dobles por cada envase.
36. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, que se caracteriza por que hay un juego de Mordaza triple que está dispuesta o al accionarse se colocará frente a cualquiera de los lado laterales de un envase inicial. Se compone de una mordaza de impacto (6) que está dispuesta en el medio entre las mordazas de sellado y corte (8) y, que al accionarse origina y se sitúa entre una o las dos solapas por la cara de dentro; y también se compone por dos mordazas de sellado y corte (8) que se alinean a izquierda y derecha de la mordaza de impacto (6) . A su vez, puede haber por cada envase inicial, uno o dos juegos triples por cada envase.
37. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, que se caracteriza por que hay un juego de Mordaza cuádruple que está dispuesta o al accionarse se posicionará en paralelo frente a los lados laterales de un envase inicial.
Se compone de dos mordazas de impacto (6) que al accionarse originan y se colocan entre las solapas y donde éstas pueden estar unidas por dos varillas, por un cilindro de doble vástago o estar cada una fijada al soporte de un bastidor común; y también por dos mordazas de sellado y corte (8) que se alinean a derecha e izquierda con la mordaza de impacto (6) . Puede haber una o dos juegos cuádruples para cualquiera de los lados laterales de un envase.
38. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, 3, 4, que se caracteriza por que las mordazas de impacto (6) se componen de dos piezas que están alineadas pero separadas al menos por una varilla o barra.
39. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, 3, 4, que se caracteriza por que la mordazas de impacto (6) contiene o se compone de tres piezas, ya que se trata de una mordaza de impacto que a su vez es un cilindro de doble vástago y doble efecto; éstas se alinean unas con las otras. A su vez , todas ellas son accionadas por un cilindro y se colocan todas, entre las solapas. La función de esta mordaza triple o cilindro de doble vástago y doble efecto, es la de ayudar o facilitar, más si cabe, el que se puedan formar bien las solapas sin ninguna arruga o pliegue, cuando al activarse (abrirse hacia afuera o hacia las solapas) éstos ayudan a que las solapas se configuren bien al presionar o aplastar a éstas hacia afuera.
40. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, 3, 4, que se caracteriza por que hay y coinciden uno o dos juegos de mordazas doble/triple/cuádruple para dos de los lados laterales del envase inicial.
41. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, 3, 4, que se caracteriza por que los juegos de mordazas doble/triple/cuádruple se accionan - las que hubiera - todas a la vez.
42. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, que se caracteriza por que puede haber múltiples y variados tipos de mordazas de sujeción: más-menos hacia arriba o abajo, a los laterales o al centro; más o menos anchas o estrechas, troqueladas, huecas, planas. Y en cualquier lugar donde no estorben o bloqueen o estorben los movimientos de cualquiera de las mordazas o juegos de mordazas (6, 8) .
43. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2 que se caracteriza por que las mordazas de sujeción (3) entre el vástago y esta mordaza lleva instalado un dispositivo o un modo ajustable o regulable para ralentizar los movimientos, como por ejemplo un muelle.
44. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 3, 4, que se caracteriza por que en la superficie de los laterales exteriores de la mordaza de impacto (6) - la que justamente
choca contra la superficie lateral y exterior de la mordaza de sellado y corte (8) - lleva adherida y siempre dependiendo del sistema para soldar o sellar que se utilice: una goma, no llevarla o llevar cualquier otro tipo de material que se adapte y sea acorde a las necesidades que demanden cada tipo diferente de sistema de fuente de calor, que garantice un correcto funcionamiento del sellado o sellado y cortado del envase.
45. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, 3, 4, que se caracteriza por que lleva tornillos de tope regulable (4) para obstaculizar los movimientos de acción o las distancias que recorrerán las diferentes mordazas (2, 3, 6, 8) , con la finalidad, así, de calcular o limitar las distancias a recorrer de éstas.
46. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, que se caracteriza por que la mordaza de impacto (6) es móvil, para que así, ésta choque contra cada lado o el canto de cualquiera de los lados laterales de un envase inicial, para que se originen las solapas.
47. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 2, que se caracteriza por que la mordaza de impacto (6) lleva entre la unión del vástago y ésta, un modo de sistema de amortiguación ajustable, para que así, esta mordaza al ir a originar las solapas, pueda chocarse contra las mordazas de sujeción
(3) para quedar, en todo momento, arrimado o haciendo contacto con la mordaza o juego de mordaza de sujeción, ya que al retrotraerse no chocará bruscamente.
48. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 3, 4, que se caracteriza por que para soldar y seccionar la solapa o triángulo se hace por medio de un modo de fuente de calor o sistema de soldadura y/o corte.
49. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones 1, 3, 4 que se caracteriza por que la mordaza de sellado y corte (8) lleva entre la unión del vástago y ésta, un modo de sistema de amortiguación ajustable, para que así, cuando se vaya a originar las solapas esta mordaza (8) pueda chocarse contra las mordazas de sujeción (3) para que así quede, en todo momento, arrimado o haciendo contacto con la mordaza o juego de mordazas de sujeción (3) , ya que se retrotrae y no choca bruscamente. También amortigua, al juntarse con la mordaza (6) .
50. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que por medio de sensores (1) [óptico, de infrarrojo, de posición, inductivo, de movimiento, inductivo..] se activan o desactivan dispositivos o actuadores como por ejemplo las mordazas de sujeción (3) , autocentrantes (2) , de impacto (6) o de sellado y corte (8) .
51. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que se puede añadir para dosificar o dar salida al contenido del interior de este nuevo tipo de envases, un sistema de apertura como un tapón con rosca, tira de aluminio, pinza en la solapa, orificio para una pajita..
52. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que el envase inicial, que se traslada por una cinta transportadora, cae directamente al punto de inicio de cualquiera de las máquinas, para que, así, de comienzo la sujeción del envase inicial y su posterior transformación.
53. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que el envase inicial, que se traslada por una cinta transportadora, es cogido directamente por medio de un brazo retráctil para distribuir o introducir a éste, entre las mordazas de sujeción o punto de inicio para que se dé la transformación del envase inicial.
54. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se
caracteriza por que el envase inicial por medio de un brazo mecánico o el brazo de un robot, se coloca en el punto de inicio para que de comienzo su transformación por medio de cualquiera de las máquinas transformadoras del nuevo invento presentado en esta memoria descriptiva.
55. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que las solapas se separan de las máquinas o de las mordazas de sella y corte (8) cayendo directamente sobre una cinta transportadora que se encuentra justamente debajo la máquina.
56. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que el envase inicial, cae directamente de la máquina de envasado de líquidos donde ha sido fabricado y envasado, al punto de inicio para que de comienzo su transformación, con cualquiera de las máquinas transformadoras del nuevo invento presentado en esta memoria descriptiva.
57. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que el envase inicial que se traslada por una cinta transportadora o que está a punto de ser fabricado por cualquiera de las máquinas en vertical de llenado de líquidos, se cae de éstos lugares introduciéndose directamente por una rampa que lo conducirá y posicionará, al envase inicial, en el punto de inicio, o entre las mordazas de sujeción (3) , para que dé comienzo así, la transformación del envase inicial, por cualquiera de las máquinas del invento.
58. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que las solapas se separan de la máquina o de las mordazas de sella y corte (8) por soplado orientando o direccionado.
59. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que las solapas se separan de la máquina o de las mordazas de sella y corte (8) , cayendo directamente al suelo o sobre un recipiente, ya que debajo no hay una cinta transportadora o algo que lo impida.
60. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que las solapas se separan de la máquina o de las mordazas de sella y corte (8) , cayendo directamente sobre una cinta transportadora.
61. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que las solapas que son conducidas por una cinta transportadora, al pasar éstas a otra cinta transportadora se caen al suelo-caja-recipiente, debido a que entre las dos cintas transportadoras se habilita el suficiente espacio como para que caigan las solapas. los envases ya transformados al tener un tamaño mayor, pasarán sin caerse de una cinta trasportadora a otra.
62. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que las solapas o triángulos se separan de la cinta transportadora a través de una cinta transportadora de rejilla, ya que dispone de huecos lo suficientemente amplios como para que, por si solos, las solapas caigan al suelo o sobre algún recipiente, que se colocará justamente debajo.
63. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que el conjunto de los elementos que componen las máquinas transformadoras del invento, como también el envase, pueden operar o funcionar estando éstos en distintas posiciones de inclinación con respecto a los ejes de un plano y, también, estando estos en simetría en cuanto a la posición que adopten: horizontal tumbado; horizontal de lado, horizontal con grados de inclinación; vertical de pie en ángulo recto; vertical de pie con grados de inclinación; vertical de costado.
64. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que el material flexible con el que está fabricado el envase inicial, está compuesto de tan solo plástico, y de cualquier tipo o clase.
65. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que los envases iniciales están hechos de material flexible, maleable, resistente como el plástico (imprescindible para que se selle el envase) , cartón, o aluminio; y con tan solo un material de entre éstos, o con dos
o más entre estos materiales, en combinación o en multicapas.
66. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que el envase inicial se fabrica con materiales flexibles (aparte del plástico co o/y aluminio) como el cartón con/sin hendiduras o marcas prefijadas.
67. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que los envases iniciales están hechos con materiales monocapa o multicapas, en lámina o en tubo, de materiales complejos, o inyectados.
68. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que los envases iniciales tienen dos caras.
69. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que los envases iniciales tienen más de dos caras, porque contienen dos caras principales y otras caras o mini caras secundarias, como pliegues o/y dobladillos hacia dentro o hacia afuera.
70. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que los envases iniciales del cual partimos están sellados con una o más soldaduras: dos soldaduras (envase o bolsa de tubo) , tres soldaduras (tres a los lados, o dos a dos lados paralelos y con una por el centro) , cuatro soldaduras (tres perimetrales y una por el centro, o cuatro perimetrales) , cinco soldaduras (cuatro perimetrales y una por el centro) , seis soldaduras (cuatro perimetrales y dos por el centro) .
71. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que se han sellado y cortado dos solapas, obteniendo, así, un envase con la forma de figura de poliedro irregular.
72. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que se han sellado y cortado tres solapas, obteniendo, así, un envase con la forma de figura de poliedro irregular.
73. Procedimiento de transformación a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicaciones anteriores, que se caracteriza por que se han sellado y cortado cuatro solapas, obteniendo, así, un envase con la forma de figura cúbica (hexaedro regular/prisma rectangular) .
74. Producto transformado a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares que se caracteriza por que todas sus caras son lisas sin solapas y porque tienen líneas de soldadura características y únicas como resultado de la realización del sellado y cortado de las solapas. Por tanto, si en alguna de las dos únicas posibles caras en las que se originan las solapas, se sellan y cortan dos solapas: se distinguirá, por tanto, una línea de soldadura que dibuja una figura de letra como la de una <H> mayúscula; si por el contrario en alguna de estas dos caras, solo se sellan y cortan una de las dos posibles máximas solapas que por cada cara se pueden originar: se distinguirá una línea de soldadura que dibuja una figura de letra como la de una <T> mayúscula, y en el caso contrario de que no se sellan ni se corten ninguna de las dos solapas/triángulos de una de las dos caras donde se pueden originar solapas: se distinguirá una línea de soldadura que dibuja una figura de letra como la de una <I> mayúscula.
También, el envase en si tiene características propias en cuanto a su forma: tal como se aprecia en su contorno que tiene aspecto de ser un envase mas redondeado y ergonómico, o por las rebabas que se aprecian resultantes del sellado y cortado de las solapas, o por la firmeza de sus aristas que están ligeramente marcadas, o de la solidez de sus vértices o esquinas.
75. Producto transformado a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicación 74 que se caracteriza por que tiene forma de jarra y sus caras lisas, ya que en las dos únicas caras en las que se pueden originar las solapas se han originado, sellado y cortado las solapas siguientes:
Estando el envase inicial en posición de verticalidad, en la cara de arriba del envase ya transformado se han sellado y cortado solo una de las solapas, por lo que se distingue o aprecia en cuanto a las marcas o líneas de soldadura:
un dibujo con la forma de figura como la de una <T> mayúscula tumbada, en una vista al detalle y, por la cara de debajo que hace de base, se aprecia o se distingue un dibujo con la forma de figura como la de una <H> mayúscula.
76. Producto transformado a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicación 74 que se caracteriza por que tiene forma del casco de un barco y cualquiera de sus caras son lisas sin solapas, ya que en las dos únicas caras en las que se pueden originar las solapas se han originado, sellado y cortado las solapas siguientes:
Estando el envase inicial en posición de verticalidad, en la cara de arriba del envase ya transformado, se han sellado y cortado solo una de las solapas, por lo que se distingue o aprecia en cuanto a las marcas o líneas de soldadura:
un dibujo con la forma de figura como la de una <I> mayúscula tumbada, en una vista al detalle; y por la cara de debajo que hace de base, se aprecia o se distingue un dibujo con la forma de figura como la de una <H> mayúscula.
77. Producto transformado a partir de envases iniciales (sellados con fluidos o sustancia viscosa) en envases cúbicos, prismáticos rectangulares o poliédricos irregulares según reivindicación 74, que se caracteriza por que tiene la forma de un hexaedro regular y todas sus caras lisas sin solapas, ya que en las dos únicas caras en las que se pueden originar las solapas se han originado, sellado y cortado las solapas siguientes:
Estando el envase inicial en posición de verticalidad, tanto la cara de arriba como la de abajo del envase ya transformado, se han sellado y cortado las dos posibles máximas solapas, por lo que se distingue o aprecia en cada una de estas dos caras en cuanto a las marcas o líneas de soldadura:
un dibujo con la forma de figura como la de una <H> mayúscula.
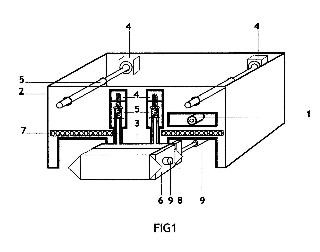
78. Máquina transformadora de envases iniciales sellados con fluidos o sus-tancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas que se caracteriza por que comprende cilindros, uno o más sensores (1) [ópticos; de infrarrojos; de potencia..], mordazas de impacto (6) , mordazas de sellado y corte (8) , uno o dos juegos de mordazas (6, 8) triple o cuádruple para dos de los lados laterales del envase inicial, a izquierda y/o derecha o arriba y/o abajo, o sino, también, cuatro mordazas dobles una por cada esquina o vértice del envase inicial.
79. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 que se caracteriza por que también contiene dos mordazas auto-centrantes (2) .
80. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78, 79 que se caracteriza por que también contiene sensores (7) , mordazas de sujeción de tope superior (3) o/y inferior entre las mordazas auto-centrantes (2) en la cara interior, soportes tope regulables (4) y barras guía muelle (5) .
81. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 que se caracteriza por que también contiene una mordaza de sujeción o uno o más juegos de mordazas de sujeción (3) .
82. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 81 que se caracteriza por que también contiene una superficie o base de apoyo fija o móvil.
83. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 81 que se caracteriza por que los Juegos de mordaza doble, triple o cuádruple están dispuestos o se colocarán frontalmente o justamente enfrente, con respecto a los lados laterales del envase inicial.
.Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que el Juego de mordaza doble (6, 8) se coloca o está dispuesto en diagonal con respecto a cada esquina-vértice-pico del envase inicial.
85. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que la mordaza de impacto (6) está fijada o va enganchada al vástago de un cilindro lineal (9) , o sino también aparte de estar unida a un vástago de un cilindro lineal, ésta a su vez estar unida o fijada a un bastidor o chasis común.
86. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que hay una o más mordazas de impacto (6) , una pieza.
87. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que hay una o más mordazas de impacto (6) de una sola pieza pero que, a su vez, ésta es o se compone de un cilindro de doble vástago y doble efecto.
88. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que la mordazas de impacto (6) son dos piezas unidas por una o más varillas o barras, o estar separadas sin ninguna unión pero si alineadas una con la otra ya que ambas, a su vez, están unidas a un mismo bastidor o chasis formando un mismo conjunto de mordaza cuádruple.
89. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que la mordaza de impacto (6) en sus extremos, a ambos dos lados laterales, lleva adherida una goma u otro material que depende del sistema que se emplee para soldar.
90. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que la mordazas de sellado y corte (8) contiene o dispone adherido a él: un modo de sistema para soldar (resistencia eléctrica con varilla; por ultrasonido; de fricción; láser; de rotación; lámina termógena..) .
91. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que tanto las mordazas de impacto (6) y las de sellado y corte (8) de un juego de mordazas doble/triple/cuádruple como los juegos de mordazas (6, 8) que puede haber en dos de los lados laterales del envase inicial, están ancladas o fijadas a un mismo bastidor con/sin un cilindro de doble efecto y doble vástago.
92. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que tanto la mordaza de impacto (6) como las mordazas de sellado y corte (8) están fijadas o ancladas a la máquina individualmente, sin estar unidas por un mismo bastidor.
93. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que el juego de mordaza cuádruple se compone de una mordaza de impacto (6) en el centro y dos mordazas de sellado y corte (8) a izquierda y derecha de la mordaza (6) .
94. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que el juego de mordaza doble se compone de una mordaza de impacto (6) y una mordazas de sellado y corte (8) .
95. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que el juego de mordaza triple se compone de una mordaza de impacto (6) en el centro y dos mordazas de sellado y corte (8) a izquierda y derecha de la mordaza (6) .
96. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que el juego de mordaza cuádruple se compone de una mordaza de impacto (6) en el centro y dos mordazas de sellado y corte (8) a izquierda y derecha de la mordaza (6) .
97. Máquina transformadora de envases iniciales sellados con fluidos o sustancia viscosos en envases cúbicos, prismáticos rectangulares o poliédricos irregulares por medio del sellado y cortado de solapas según reivindicación 78 a 82 que se caracteriza por que también puede disponer o contener pantalla táctil, programas informáticos, actuadores, motores eléctricos, codificadores...
.Mordaza triple que se caracteriza por que se compone de una mordaza de impacto (6) en el medio, y dos mordazas de sellado y corte (8) a sus lados.
- La mordaza de impacto (6) sirve para que se originen las solapas o triángulos de un envase o bolsa sellada de al menos dos caras elaborado con material (monocapa) o materiales flexibles (multicapas) del tipo film en bobina como por ejemplo: plástico, cartón, aluminio o también, plástico con aluminio o plástico con aluminio y cartón.
- Cada mordazas de sellado y corte (8) sirve para que se sellen o sellen y corten (seccionen) por la línea o el lado transversal de cada solapa o triángulo que se encuentra en unión o haciendo contacto con el tronco o resto del envase.
- La mordaza de impacto (6) y las dos mordazas de sellado y corte (8) pueden estar fijadas o unidas al vástago de un cilindro lineal o de giro y, a su vez, las dos mordazas de sellado y corte (8) pueden estar unidas o fijadas a un cilindro de doble vástago y doble efecto, en donde además éste cilindro de doble vástago puede estar colocado entre la mordaza de impacto (6) y el vástago de éste último.
A su vez, estas mordazas (6, 8) pueden estar unidas en un mismo bastidor, o sino ir por separado; pero siempre éstas al accionarse, se alinearán entre ellas tanto entre las dos mordazas de sellado y corte (8) como, también, éstas con la mordaza de impacto (6) .
99. Mordazas cuádruple que se caracteriza por que se compone de dos mordazas de impacto (6) en el medio, y dos mordazas de sellado y corte (8) a sus lados a izquierda y derecha.
Las dos mordazas de impacto (6) están unidas entre si por medio de un modo que las una como por ejemplo una o más varillas/barras o sino, también, por medio de un mini-cilindro lineal de doble vástago y doble efecto. Además, éstas sirven para que se originen las solapas o triángulos de un envase o bolsa sellada de al menos dos caras elaborado con material (monocapa) o materiales flexibles (multicapas) del tipo film en bobina como por ejemplo: plástico, cartón, aluminio o también, plástico con aluminio o plástico con aluminio y cartón.
- Cada mordazas de sellado y corte (8) sirve para que se sellen o sellen y corten (seccionen) por la línea o el lado transversal de cada solapa o triángulo que se encuentra en unión o haciendo contacto con el tronco o resto del envase.
- Las dos mordazas de impacto (6) unidas y las dos mordazas de sellado y corte (8) pueden estar fijadas o unidas al vástago de un cilindro lineal o de giro y, a su vez, las dos mordazas de sellado y corte (8) pueden estar unidas o fijadas a un cilindro de doble vástago y doble efecto y además éste cilindro de doble vástago puede estar colocado entre la mordaza de impacto (6) y el vástago de éste último.
A su vez, estas mordazas (6, 8) pueden estar unidas en un mismo bastidor, o sino ir por separado; pero siempre éstas al accionarse, se alinearán entre ellas tanto entre las dos mordazas de sellado y corte (8) como, también, éstas con la mordaza de impacto (6) .
Patentes similares o relacionadas:
 Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
SOPORTE PARA TRANSPORTAR ENVASES CON UNA SOLA MANO, del 23 de Enero de 2020, de BEUMALA CARBONELL, Joan Ramon: 1. Soporte para transportar envases con una sola mano, caracterizado por comprender un cuerpo plano, fabricado con un material laminar, tal como […]
CONTENEDOR TRANSFORMABLE EN LAMPARA, del 23 de Enero de 2020, de GASCH GARCIA,FRANCESC: Contenedor transformable en lámpara realizado a con una única lámina troquelada que a través de sus cortes y líneas de doblez conforma un cuerpo prismático provisto una […]
CAJA OPTIBOX GPSA, del 9 de Enero de 2020, de GRUPASA GRUPO PAPELERO S.A: Caja auto armable en una sola pieza, que elimina el uso de un conjunto base y tapa, con una resistencia a la compresión vertical superior a cualquier […]
CAJA OPTIFRUIT, del 2 de Enero de 2020, de GRUPASA GRUPO PAPELERO S.A: El presente invento consiste en una caja auto armable en una sola pieza para el mercado de tomate y frutas afines, con un menor consumo de área efectiva que garantiza […]
ENVASE TÉRMICO PARA TRANSPORTE DE COMIDA RÁPIDA CALIENTE, del 30 de Diciembre de 2019, de FOODHAVEN, S.L: 1. Envase térmico para transporte de comida rápida caliente que, conformado a partir de, al menos, un cuerpo que conforma una caja principal que define […]
CAJA DOUBLE EDGE, del 26 de Diciembre de 2019, de GRUPASA GRUPO PAPELERO S.A: El presente invento consiste en una caja base con tapa, de cartón, para banano de tipo media regular, con un esquema de cerrado especial en […]
NUEVA CAJA DE EMBALAJE DE ROLLOS DE PAPEL HIGIÉNICO, del 12 de Diciembre de 2019, de ECHEVERRÍA ABUJATUM, Paulina: Modelo de utilidad consistente en una nueva caja de embalaje de rollos de papel higiénico que cambia el almacenaje, transporte, conservación y exhibición del producto […]