Procedimiento y máquina para la fabricación de una banda de material que comprende microestructuras.
Procedimiento para la fabricación de una banda de material (1) que comprende microestructuras (18),
haciéndosepasar al menos una banda de material (1) formada por dos bandas (1', 1") que se extienden una paralela a la otra deforma alineada por una máquina que contiene al menos medios de calefacción (8, 9), medios de prensado (12, 13) ymedios de refrigeración (10, 11), siendo provistos unos medios de transporte (2, 3) para la banda de material (1) deelementos que presentan un perfil que comprende las microestructuras (18) correspondientes y reproduciéndose esteperfil (18) en el transcurso del proceso de calefacción y prensado en la banda de material (1).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2009/001659.
Solicitante: MELZER MASCHINENBAU GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Ruhrstrasse 51-55 58332 Schwelm ALEMANIA.
Inventor/es: MELZER, ROLAND, MELZER,RAINER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C59/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 59/00 Conformación de superficies, p. ej. grabado o estampado en relieve; Aparatos a este efecto. › utilizando rodillos o correas sin fin.
- B30B5/06 B […] › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 5/00 Prensas caracterizadas por el empleo de órganos de presión distintos a los mencionados en los grupos B30B 1/00 y B30B 3/00. › cooperando con otra cinta sin fin.
- B32B37/10 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › caracterizado por la técnica de compresión, p.ej. utilizando la acción directa del vacio o de un fluido bajo presión.
- B32B38/06 B32B […] › B32B 38/00 Operaciones auxiliares relacionadas con los procesos de estratificación. › Estampado.
PDF original: ES-2394172_T3.pdf
Fragmento de la descripción:
Procedimiento y máquina para la fabricación de una banda de material que comprende microestructuras La invención se refiere a un procedimiento para la fabricación de una banda de material que comprende microestructuras.
El documento 199 50 474 A1 se refiere a un dispositivo para el laminado por tramos de una estructura de capas de al menos dos bandas de plástico con troquelados realizados uno tras otro para la fabricación de tarjetas de plástico a lo largo de un trayecto de transporte, que comprende dispositivos de calefacción y refrigeración dispuestos uno tras otro, que están formados por distintos órganos de prensado con regulación de temperatura, que alojan un número entero de troquelados, que están dispuestos en un soporte común y que presentan respectivamente una traviesa de prensado fija inferior, así como una móvil superior y que son móviles en ramales de cintas de prensado que pueden ser accionados en un dispositivo de transporte de forma intermitente, estando orientados uno hacia el otro, mediante los cuales pueden moverse las bandas de plástico dispuestas en el intermedio por tramos pasando por los dispositivos de calefacción y refrigeración.
El documento DE 10 2006 001 700 A1 se refiere a un procedimiento para la fabricación de un documento con una numeración, en particular una tarjeta laminada o similares, aplicándose la numeración en un pliego impreso en el troquelado impreso múltiple y laminándose el documento a continuación. Los pliegos impresos pueden estar provistos de una multitud de documentos individuales. Al aplicar numeraciones en una máquina que comprende medios de calefacción, prensado y refrigeración, puede ocurrir que el pliego correspondiente se dilata en primer lugar y vuelve a contraerse a continuación. Por lo tanto, se generan desechos innecesarios, porque debido a las fases de calentamiento y refrigeración las numeraciones a aplicar no siempre se aplican en el mismo lugar de los documentos a fabricar.
Por el documento DE 103 16 695 A1 se ha dado a conocer un procedimiento para la fabricación de un laminado, que comprende las siguientes etapas:
-alimentación de una placa soporte o de una banda soporte a una estación de recubrimiento
-alineación de un papel decorativo impregnado con resina respecto a una estructura de estampado en una cinta de prensado
-colocación y fijación previa del papel decorativo en la placa de soporte o la banda de soporte y
-alimentación de la unidad de papel decorativo y placa de soporte o banda de soporte a la cinta de prensado
giratoria con la estructura de estampado realizándose al mismo tiempo el estampado y el endurecimiento de laminado.
La invención tiene el objetivo de poner a disposición un procedimiento para la fabricación de una banda de material que comprende microestructuras, en o sobre la cual pueden integrarse o aplicarse de forma sencilla con precisión de ajuste las microestructuras, en particular características relevantes para la seguridad.
Además, debe ponerse a disposición una máquina para la fabricación de bandas de material que comprenden microestructuras, que tenga una estructura sencilla y con la puedan integrarse o aplicarse las microestructuras correspondientes con precisión de ajuste en las bandas de material, de modo que en los documentos a fabricar posteriormente, las microestructuras estén previstas siempre en el mismo lugar.
Este objetivo se consigue mediante un procedimiento para la fabricación de una banda de material que comprende microestructuras, en el que una banda de material formada por dos bandas que se extienden una paralela a la otra de forma alineada se hace pasar por una máquina que contiene al menos medios de calefacción, prensado y refrigeración, estando provistos unos medios de transporte para la banda de material de elementos que presentan un perfil que comprende las microestructuras correspondientes y reproduciéndose este perfil en el transcurso del proceso de calefacción y prensado en la banda de material.
En las reivindicaciones subordinadas respecto al procedimiento se indican variantes ventajosas del objeto de la invención.
Este objetivo se consigue en una máquina para la fabricación de una banda de material que comprende microestructuras, con al menos un medio de calefacción, prensado y refrigeración, al menos un medio de transporte para una banda de material formada por al menos dos bandas que se extienden una paralela a la otra de forma alineada también porque el medio de transporte está previsto para el alojamiento de elementos realizados como segmentos, que presentan perfiles, para la generación de la microestructura correspondiente.
En las reivindicaciones subordinadas respecto al objeto de la invención se indican variantes ventajosas de la máquina según la invención.
Las microestructuras, en particular las características relevantes para la seguridad, pueden estar formadas tanto por elevaciones como por concavidades de los contornos más diversos, previstas en el/los segmento/s.
Con el procedimiento según la invención o la máquina según la invención ahora es posible generar bandas de material que comprenden microestructuras, en particular provistas de características relevantes para la seguridad, laminadas de al menos dos capas para la fabricación de documentos o similares. Las bandas de material hechas preferiblemente de plástico, como por ejemplo policarbonato o poliéster, pueden estar provistas según el caso de aplicación de una multitud de capas (bandas) , dado el caso distintas. Según el caso de aplicación se reproduce en al menos una de las capas la o las característica (s) relevante (s) para la seguridad. Las microestructuras realizadas en la capa correspondiente mediante temperatura o presión se generan, en particular, mediante estampado, generándose las zonas realzadas o hundidas en la capa correspondiente.
Gracias a unos dispositivos dispuestos delante y detrás de la máquina puede realizarse un servicio completamente automático porque se reúnen al menos dos bandas individuales formando un material compuesto (banda de material) , que se hace pasar mediante los medios de transporte por los medios de calefacción, prensado y refrigeración de la máquina, integrándose o aplicándose aquí las microestructuras en o sobre la superficie de la banda. Un dispositivo dispuesto a continuación puede actuar por ejemplo como tampón intermedio, mientras que otro dispositivo realiza la separación de los documentos que comprenden las microestructuras.
Los documentos en el sentido del objeto de la invención son, por ejemplo, tarjetas de identificación, tarjetas bancarias y de crédito, documentos de identificación, como documentos de identidad, pasaportes, permisos de conducir o similares.
La microestructura correspondiente o las características relevantes para la seguridad pueden ser, por ejemplo, una estructura MLI (Multiple Laser Image) o CLI (Changeable Laser Image) , que se integra como perfil negativo en el segmento correspondiente. También se consideran microestructuras: grabados, microescrituras, guilloques, escritura para ciegos, como braille, así como imágenes latentes o similares.
Los distintos segmentos pueden unirse entre sí en forma de una cinta de transporte giratoria de forma intermitente (cinta de reproducción) , por ejemplo mediante soldadura.
No obstante, aquí surge el problema que en caso de desgaste de algunos segmentos individuales puede haber problemas al cambiar el segmento desgastado, puesto que en primer lugar hay que separar la unión firme entre los sistemas individuales.
Como alternativa se propone que el medio de transporte, que puede estar formado por ejemplo por cadenas detransporte giratorias, aloje los segmentos. Éstos pueden ser unidos de forma amovible al o a los medio (s) de transporte, p.ej. mediante tornillos, pasadores, chavetas partidas o similares. En caso de desgaste de uno u otro segmento, éste puede ser sustituido de forma sencilla separándose la unión e intercambiándose el segmento.
El objeto de la invención está representado con ayuda de un ejemplo de realización y se explicará a continuación como sigue. Muestran:
Las figuras 1 y 2 vistas laterales de una máquina según la invención, por un lado, con medios de prensado cerrados y, por otro lado, con medios de prensado abiertos;
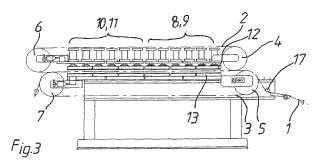
la figura 3 diagramas esquemáticos de una máquina alternativa según la invención;
la figura 4 diagramas esquemáticos de segmentos unidos de forma amovible entre sí, que comprenden microestructuras.
Las figuras 1 y 2 muestran una máquina según la invención, por ejemplo para el laminado por tramos de una banda de material 1 formada en este... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una banda de material (1) que comprende microestructuras (18) , haciéndose pasar al menos una banda de material (1) formada por dos bandas (1’, 1”) que se extienden una paralela a la otra de forma alineada por una máquina que contiene al menos medios de calefacción (8, 9) , medios de prensado (12, 13) y medios de refrigeración (10, 11) , siendo provistos unos medios de transporte (2, 3) para la banda de material (1) de elementos que presentan un perfil que comprende las microestructuras (18) correspondientes y reproduciéndose este perfil (18) en el transcurso del proceso de calefacción y prensado en la banda de material (1) .
2. Procedimiento según la reivindicación 1, caracterizado porque la banda de material (1) hecha de plástico se hace pasar de forma intermitente por los medios de calefacción (8, 9) , los medios de prensado (12, 13) y los medios de refrigeración (10, 11) de la máquina.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque los medios de transporte para la banda de material (1) son provistos de elementos (19) realizados a modo de segmentos, que comprenden el perfil correspondiente.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque los segmentos (19) son unidos firmemente uno a otro, en particular mediante soldadura, para formar una cinta de reproducción y de transporte (2, 3) giratoria.
5. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque los segmentos (19) son unidos de forma amovible al medio de transporte correspondiente, en particular a las cadenas de transporte.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque la banda de material (1) está provista de un transpondedor.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque en o sobre la banda de material (1) se integra o aplica una microestructura MLI o CLI.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque la banda de material (1) se separa indirectamente o directamente tras salir de la máquina en documentos que comprenden las microestructuras (18) , en particular las características relevantes para la seguridad.
9. Máquina para la fabricación de una banda de material (1) que comprende microestructuras (18) , con al menos un medio de calefacción (8, 9) , un medio de prensado (12, 13) y un medio de refrigeración (10, 11) , al menos un medio de transporte (2, 3) para una banda de material (1) formada por al menos dos bandas que se extienden una paralela a la otra de forma alineada, estando previsto el medio de transporte (2, 3) para el alojamiento de elementos (19) realizados a modo de segmentos que presentan perfiles para generar la microestructura (18) correspondiente.
10. Máquina según la reivindicación 9, caracterizada porque los segmentos (19) formados por piezas de chapa están unidos firmemente entre sí, en particular mediante soldadura.
11. Máquina según la reivindicación 9, caracterizada porque los segmentos (19) formados por piezas de chapa están unidos de forma amovible e intercambiable a los medios de transporte, en particular formados por cadenas de transporte.
12. Máquina según una de las reivindicaciones 9 a 11, caracterizada porque el medio de transporte (2, 3) hace pasar la banda de material (1) de forma intermitente por los medios de calefacción (8, 9) , medios de prensado (12, 13) y medios de refrigeración (10, 11) correspondientes.
13. Máquina según una de las reivindicaciones 9 a 12, caracterizada porque el medio de transporte (2, 3) correspondiente está formado por dos ramales que pueden ser accionados de forma intermitente y en sentido opuesto, con los que puede moverse la banda de material (1) , estando equipado al menos uno de los ramales (2, 3) con los segmentos (19) que comprenden los perfiles (18) correspondientes.
14. Máquina según una de las reivindicaciones 9 a 13, caracterizada porque en la zona de los medios de transporte (2, 3) o de los segmentos (19) están previstos elementos de arrastre para la banda de material que presenta un contraperfil correspondiente.
15. Máquina según una de las reivindicaciones 9 a 14, caracterizada porque los elementos de arrastre están formados por pasadores, que engranan en escotaduras correspondientes de la banda de material (1) , de modo que la banda de material (1) es provista de microestructuras (18) dispuestas a distancias regulares, en particular de características relevantes para la seguridad (18) .
Patentes similares o relacionadas:
Mejora dimensional de material compuesto de poliuretano para cuero artificial, del 22 de Abril de 2020, de SAGE AUTOMOTIVE INTERIORS, INC: Un material compuesto gofrado, incluyendo: una capa de poliuretano; una capa de espuma carente de recuperación de forma que tiene una superficie superior y una superficie […]
Películas o láminas de terionómero y módulos de células solares que comprenden las mismas, del 19 de Febrero de 2020, de Performance Materials NA, Inc: Un conjunto de prelaminación de células solares que comprende un componente de células solares y una película o lámina, en donde el componente de células […]
Máquina transformadora y método para fabricar papel de limpieza que tiene un gofrado decorativo por ambos lados, del 22 de Enero de 2020, de Hayata Kimya Sanayi Anonim Sirketi: Una máquina transformadora para producir un papel de limpieza que comprende una capa inferior externa , una capa superior externa y […]
Método para producir una lámina decorativa, lámina decorativa, método para producir un panel decorativo y panel decorativo, del 20 de Noviembre de 2019, de TOPPAN PRINTING CO., LTD: Un método para producir una lámina decorativa , que comprende: una etapa de preparación de un par de papeles base que están compuestos por un […]
 Un procedimiento de fabricación de un panel decorativo grabado alineado, del 25 de Septiembre de 2019, de TRESPA INTERNATIONAL B.V.: Un procedimiento de fabricación de un panel decorativo grabado alineado, en el que dicho procedimiento comprende los siguientes pasos:
i) proporcionar un sustrato […]
Un procedimiento de fabricación de un panel decorativo grabado alineado, del 25 de Septiembre de 2019, de TRESPA INTERNATIONAL B.V.: Un procedimiento de fabricación de un panel decorativo grabado alineado, en el que dicho procedimiento comprende los siguientes pasos:
i) proporcionar un sustrato […]
Un método de fabricación de una cubierta protectora de equino, del 8 de Mayo de 2019, de Eastwest International (Taiwan) Enterprises: Método de fabricación de una cubierta protectora de equino que comprende un conjunto acolchado que se extiende desde un lado interior de acolchado que hace […]
Procedimiento para fabricar un laminado de alta presión, del 5 de Febrero de 2019, de FLOORING TECHNOLOGIES LTD.: Procedimiento para fabricar un laminado de alta presión (HPL) compuesto por una estructura de capas de papel impregnadas en resina, […]
Laminado decorativo de capas de papel impregnadas de resina y procedimiento para su fabricación, del 30 de Enero de 2019, de Fritz Egger GmbH ; Co. OG: Procedimiento para fabricar laminado decorativo (1, 1`, 1") de capas de papel impregnadas de resina mediante una prensa que funciona de manera continua o discontinua, […]