Prensa de extrusión multifuncional con equipamiento múltiple y método de extrusión asociado.
Prensa de extrusión que comprende:
un elemento de platina del troquel (25) con al menos una matriz de extrusión (24) para la producción de unproducto extrudido a lo largo de una dirección longitudinal;
un cilindro principal (21) con un vástago de presión relativo (22) para lingotes (27) hecho de material defabricación;
columnas longitudinales (29) que conectan dicho elemento de platina del troquel (25) a dicho cilindro principal;un conjunto de equipos múltiples (35, 36) provisto de al menos dos contenedores longitudinales (23', 23") paraalojar dichos lingotes, y que comprende un elemento transversal externo (35), que se mueve longitudinalmente, yun pisón interno (36) dentro de dicho elemento transversal externo, dicho pisón interno que se puede desplazartransversalmente con respecto a dicha dirección longitudinal y que comprende dichos al menos doscontenedores longitudinales (23', 23");
medios para mover longitudinalmente (40, ... 47) dicho conjunto de equipos múltiples, adaptados para cerrarherméticamente uno de dichos contenedores con dicha matriz de extrusión (24);
medios para mover transversalmente (32) dicho pisón interno (36), adaptado para hacer que uno de dichoscontenedores estén orientados a dicha matriz para dicha extrusión del lingote, y también adaptado para hacerque uno o más de dichos otros contenedores estén orientados a los medios (30) para una introducciónsimultánea de otro lingote,
en el que dichos medios que se mueven longitudinalmente comprenden pares de cilindros de control (40, 41, 42,43, 44, 45, 46, 47), dos pares de cilindros de control (40, 41, 42, 43, 44, 45, 46, 47) que están uno frente al otro,dichos pares de cilindros de control que se colocan en dos lados exteriores opuestos del elemento transversalexterno (35),
en el que dichos cilindros de control están provistos de cámaras dobles y cerradas para los respectivos pistones,dichas cámaras que están sujetas externamente sobre dicho elemento transversal externo (35), y están provistasde los respectivos vástagos,
en el que los primeros cilindros de control (40, 41, 44, 45) con el vástago orientado hacia el elemento de platinadel troquel (25) tienen el vástago (52) que se apoya sobre dicho elemento de platina del troquel (25), mientrasque los segundos cilindros de control (42, 43, 46, 47), opuestos a dichos primeros cilindros de control (40, 41, 44,45) y con el vástago orientado hacia el cilindro principal (21), tienen el vástago sujeto a dichas columnaslongitudinales (29).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/064534.
Solicitante: DANIELI & C. OFFICINE MECCANICHE SPA.
Nacionalidad solicitante: Italia.
Dirección: VIA NAZIONALE 41 33042 BUTTRIO (UDINE) ITALIA.
Inventor/es: DEPLANO, STEFANO, MAGNOLI,UMBERTO, BORGONOVO,MAURIZIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C23/21 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 23/00 Extrusión de metales; Extrusión por percusión. › Prensas especialmente adaptadas para la extrusión del metal.
- B21C27/00 B21C […] › Contenedores para metales que van a ser extruidos (B21C 29/02 tiene prioridad).
- B21C35/04 B21C […] › B21C 35/00 Extracción de los productos trabajados o de los desechos de las prensas de extrusión; Eyección de los productos extruidos (en el caso de extrusión de tubos o de barras curvadas B21C 23/12 ); Limpieza de las matrices, de las hileras, de los contenedores o de los mandriles por extrusión del metal. › Corte o extracción de los desechos.
PDF original: ES-2435591_T3.pdf
Fragmento de la descripción:
Prensa de extrusión multifuncional con equipamiento múltiple y método de extrusión asociado
Campo de la invención [0001] La presente invención se refiere a una prensa de extrusión multifuncional con equipamiento múltiple y a uno de sus métodos de extrusión asociados.
Estado de la técnica [0002] Con referencia a la figura 1.1, las prensas de extrusión de tipo conocido esencialmente comprenden los siguientes componentes.
Hay un cilindro principal 1 con la misión de proporcionar el empuje o la fuerza para deformar un lingote 7.
El lingote 7 es el producto de partida para el proceso de extrusión, y puede estar fabricado de diversos metales o aleaciones (aluminio, cobre, latón, acero, etc.) y puede tener diversos diámetros.
El empuje del cilindro principal 1 es proporcionado al tipo de metal sometido a tratamiento mecánico (por lo general aluminio, cobre, latón, acero) y al diámetro del lingote. Las prensas comercializadas en la actualidad desarrollan fuerzas de extrusión entre 1000 y 10.000 t (y superior) , mientras que los diámetros de los lingotes pueden estar en el intervalo entre 127 mm (5") y 610 mm (24") .
Cada metal tiene una presión de trabajo específica bajo la cual es imposible la extrusión. Por ejemplo, el aluminio tiene una presión específica = 50/64 kg/mm² (área del lingote) .
Las velocidades de extrusión también difieren según el metal sometido a tratamiento mecánico: por ejemplo, aluminio 0/30 mm/s, cobre y latón 0/65 mm/s, acero 0/400 mm/s.
Un vástago de presión 2, que forma una extensión del cilindro principal 1, tiene aproximadamente el mismo diámetro que el lingote y tiene la función de comprimir el lingote 7 dentro de un orificio 3' suministrado en el contenedor 3 contra una matriz 4. En el extremo del vástago de presión hay presente un talón de presión 2' con unas dimensiones tales que impide la filtración de metal.
El contenedor 3 tiene la función de contener el lingote 7 dentro del orificio 3' durante el proceso de extrusión, y de dirigir el flujo de metal hacia la matriz 4.
El contenedor se mantiene caliente a temperaturas de calentamiento que dependen del metal a extrudir, por ejemplo, aluminio a 410 °C.
La matriz 4 es un molde con un orificio perforado que tiene la forma del producto a obtener. El metal (deformado por la fuerza de empuje del cilindro principal) fluye a su través adoptando así la forma deseada y formando barras de hasta 50 m de largo.
La barra tendrá el mismo peso que el lingote introducido en el contenedor y su longitud dependerá de su sección.
El elemento de platina del troquel 5 sirve para contrarrestar la fuerza del cilindro principal 1. En el medio se le dota de un orificio 8 que permite la salida de la sección generada en la matriz 4. El cabezal 5 está conectado firmemente al elemento transversal del cilindro principal 1 por medio de columnas longitudinales 9.
El contenedor 3 se retrae de la matriz 4 antes de que el talón de presión toque la matriz cuando el lingote 7 ha sido extrudido. Durante esta etapa, cizallas 6 que se mueven transversalmente cortan la última pieza del lingote 55 (denominada "base") que permanece unida a la propia matriz en el espacio entre la matriz y el contenedor.
Las prensas de extrusión de tipo conocido son esencialmente de tres tipos:
-Prensa larga (figura 1.1)
En este tipo de prensa, el lingote se carga con el pistón principal completamente retraído y el contenedor completamente cerrado contra la matriz. Por esta razón, la prensa debe tener tres espacios, es decir, un espacio para el lingote, un espacio para el contenedor y un espacio para el vástago de presión.
Al final de la extrusión, el pistón principal se retrae y el contenedor se abre dejando sitio para que las cizallas corten las bases. Después del cizallamiento, el contenedor se cierra y sólo entonces se puede cargar el siguiente lingote para comenzar un nuevo ciclo.
- Prensa corta con vástago móvil (figura 1.2)
En este tipo de prensa, el lingote se carga con el contenedor abierto, al mismo tiempo que el cizallamiento, y con el vástago de presión desplazado hacia el lado. Por esta razón, la prensa necesita dos espacios, es decir, un espacio para el lingote sobre el vástago y un espacio para el contenedor.
- Prensa corta con carga frontal del lingote (figura 1.3)
En este tipo de prensa, el lingote se carga entre el contenedor y la matriz. Con el fin de obtener el espacio necesario, el recorrido de apertura del contenedor es más largo que la longitud máxima del lingote. El vástago de presión permanece en el interior del contenedor durante la etapa de carga. Con el fin de extraer el cargador del lingote, antes de cerrar el contenedor, el lingote está soportado por el vástago de presión que lo empuja contra la matriz (esta es una operación muy delicada) . Este tipo de prensa también necesita dos espacios, es decir, un espacio para el lingote y un espacio para el contenedor sobre el vástago.
Estos tipos de prensas conocidas tienen problemas importantes relacionados con tiempos muertos excesivamente prolongados necesarios para reemplazar los lingotes a extrudir y cizallar las bases: cada sustitución del lingote puede requerir un tiempo que oscila entre 15 y 30 segundos, y no se produce trabajo activo durante este tiempo. Considerando que estas prensas funcionan en un ciclo continuo, los tiempos muertos afectan de manera negativa y grave a la productividad de la máquina. Un ejemplo adicional de prensa de extrusión conocida se desvela en el documento EP 0318631 A2.
Un problema importante adicional está relacionado con el sistema de movimiento de las cizallas que es complicado y de gran tamaño. De hecho, las cizallas de tipo conocido (6, figura 1.1) tienen una disposición vertical y están soportadas por una gran estructura, fijadas firmemente al elemento de platina del troquel. Se les imprime movimiento mediante un cilindro que funciona por medio de las bombas principales que imprimen su fuerza sobre un pisón o una corredera que alberga una cuchilla. La cuchilla se desliza sobre dos largas guías que impiden su deslizamiento durante el cizallamiento; un sistema de ajuste de tornillos adecuado permite alinear las guías y establecer una holgura.
Sumario de la invención [0022] Así, es el objeto de la presente invención desvelar una prensa de extrusión multifuncional con equipamiento múltiple adecuada para superar todos los inconvenientes anteriormente mencionados.
El objeto de la presente invención es una prensa de extrusión de acuerdo con la reivindicación 1.
Es un objeto adicional de la presente invención un proceso para la extrusión de lingotes por medio de una prensa como se ha descrito anteriormente, que comprende las etapas de:
- mover transversalmente dicho pisón interno del conjunto de equipos múltiples, para avanzar un lingote hacia
dicha matriz de fabricación, y simultáneamente cargar uno o más lingotes distintos en otros contenedores de 45 dicho conjunto de equipos múltiples;
- mover longitudinalmente dicho conjunto de equipos múltiples, avanzándolo para albergar firmemente dicho contenedor durante la extrusión contra dicha matriz y retrayéndolo para permitir dicho movimiento transversal.
Es un objeto particular de la presente invención una prensa de extrusión con un conjunto de equipos múltiples, y un proceso de extrusión como se describe con mayor detalle en las reivindicaciones que forman una parte integral de la presente descripción.
Breve descripción de los dibujos 55 [0026] Los objetos y ventajas adicionales de la presente invención serán evidentes a partir de la siguiente descripción detallada de una de sus realizaciones (y una de sus variantes) y de los dibujos acompañantes proporcionados meramente a modo de ejemplo no limitante, en los que:
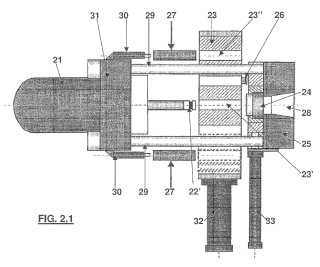
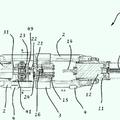
las figuras 1.1, 1.2, 1.3 muestran de forma esquemática prensas de extrusión de tipo conocido; las figuras 2.1, 2.2 muestran una prensa de extrusión de acuerdo con la invención, a nivel esquemático y en sección longitudinal, respectivamente; las figuras 3.1, 3.2, 3.3, 3.4 muestran el sistema de movimiento transversal del conjunto de equipos múltiples de la prensa de acuerdo con la invención, tomado a lo largo de la sección B-B, en una vista cenital esquemática y en una vista frontal detallada, respectivamente;
la figura 4 muestra una vista cenital del sistema de movimiento longitudinal del conjunto de equipos múltiples de la presa de acuerdo con la invención;
las figuras 5.1, 5.2 muestran detalles de los cilindros del sistema de movimiento longitudinal, en una vista cenital y en un... [Seguir leyendo]
Reivindicaciones:
1. Prensa de extrusión que comprende:
un elemento de platina del troquel (25) con al menos una matriz de extrusión (24) para la producción de un producto extrudido a lo largo de una dirección longitudinal; un cilindro principal (21) con un vástago de presión relativo (22) para lingotes (27) hecho de material de fabricación; columnas longitudinales (29) que conectan dicho elemento de platina del troquel (25) a dicho cilindro principal;
un conjunto de equipos múltiples (35, 36) provisto de al menos dos contenedores longitudinales (23', 23") para alojar dichos lingotes, y que comprende un elemento transversal externo (35) , que se mueve longitudinalmente, y un pisón interno (36) dentro de dicho elemento transversal externo, dicho pisón interno que se puede desplazar transversalmente con respecto a dicha dirección longitudinal y que comprende dichos al menos dos contenedores longitudinales (23', 23") ;
medios para mover longitudinalmente (40, … 47) dicho conjunto de equipos múltiples, adaptados para cerrar herméticamente uno de dichos contenedores con dicha matriz de extrusión (24) ; medios para mover transversalmente (32) dicho pisón interno (36) , adaptado para hacer que uno de dichos contenedores estén orientados a dicha matriz para dicha extrusión del lingote, y también adaptado para hacer que uno o más de dichos otros contenedores estén orientados a los medios (30) para una introducción simultánea de otro lingote, en el que dichos medios que se mueven longitudinalmente comprenden pares de cilindros de control (40, 41, 42, 43, 44, 45, 46, 47) , dos pares de cilindros de control (40, 41, 42, 43, 44, 45, 46, 47) que están uno frente al otro, dichos pares de cilindros de control que se colocan en dos lados exteriores opuestos del elemento transversal externo (35) ,
en el que dichos cilindros de control están provistos de cámaras dobles y cerradas para los respectivos pistones, dichas cámaras que están sujetas externamente sobre dicho elemento transversal externo (35) , y están provistas de los respectivos vástagos, en el que los primeros cilindros de control (40, 41, 44, 45) con el vástago orientado hacia el elemento de platina del troquel (25) tienen el vástago (52) que se apoya sobre dicho elemento de platina del troquel (25) , mientras que los segundos cilindros de control (42, 43, 46, 47) , opuestos a dichos primeros cilindros de control (40, 41, 44, 45) y con el vástago orientado hacia el cilindro principal (21) , tienen el vástago sujeto a dichas columnas longitudinales (29) .
2. Prensa de extrusión de acuerdo con la reivindicación 1, que comprende además una cizalla de cuchillas (26) de tal manera que en el movimiento transversal del conjunto de equipos múltiples dichas cuchillas entran en contacto con dicha matriz (24) para eliminar una base de fabricación (37) del lingote.
3. Prensa de extrusión de acuerdo con la reivindicación 2, en el que dicha cizalla de cuchillas (26) comprende dos cuchillas (26') , sujetas frontalmente hacia dicha matriz, dichas dos cuchillas (26') que están inclinadas con respecto 40 al movimiento transversal con el fin de disminuir el impacto de corte y favorecer la eliminación de la base.
4. Proceso para la extrusión de lingotes por medio de una prensa de acuerdo con una cualquiera de las reivindicaciones precedentes, que comprende las siguientes etapas:
- mover transversalmente dicho pisón interno (36) del conjunto de equipos múltiples (35, 36) , para el avance de un lingote hacia dicha matriz de fabricación (24) , y simultáneamente cargar uno o más lingotes distintos en otros contenedores (23', 23") de dicho conjunto de equipos;
- mover longitudinalmente dicho conjunto de equipos múltiples, (35, 36) , avanzándolo para albergar firmemente
dicho contenedor (23', 23") contra dicha matriz (24) y retrayéndolo para permitir dicho movimiento transversal. 50
5. Proceso para la extrusión de lingotes de acuerdo con la reivindicación 4, en el que dicha etapa del movimiento transversal comprende el corte de dicha base del lingote (37) por medio de dichas cuchillas, entrando en contacto dicha matriz (24) .
6. Proceso para la extrusión de lingotes de acuerdo con la reivindicación 5, en el que dicha etapa del movimiento longitudinal comprende la operación de que dichos cilindros de control (40-47) pongan bajo presión dichas cámaras de deslizamiento del cilindro.
Patentes similares o relacionadas:
Extrusora y extrusora de tubos, así como prensa de extrusión de metal, del 24 de Julio de 2019, de SMS group GmbH: Extrusora y extrusora de tubos, así como prensa de extrusión de metal que presenta un bastidor de la prensa compuesto por un larguero cilíndrico […]
Sistema y procedimiento de ajuste de las zapatas deslizantes de un travesaño móvil de una prensa, del 21 de Mayo de 2019, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Sistema de ajuste para ajustar la posición de al menos una zapata deslizante de un travesaño móvil de una prensa con respecto a una columna […]
 Prensa de extrusión para la extrusión continua de metal, del 13 de Marzo de 2019, de SMS group GmbH: Prensa de extrusión que trabaja de forma continua con un émbolo principal de extrusión actuante con un contenedor , con un contraémbolo de extrusión y […]
Prensa de extrusión para la extrusión continua de metal, del 13 de Marzo de 2019, de SMS group GmbH: Prensa de extrusión que trabaja de forma continua con un émbolo principal de extrusión actuante con un contenedor , con un contraémbolo de extrusión y […]
Procedimiento para hacer funcionar una prensa de extrusión indirecta y prensa de extrusión indirecta, del 8 de Noviembre de 2018, de SMS group GmbH: Procedimiento para hacer funcionar una prensa de extrusión indirecta , comprendiendo la prensa de extrusión indirecta un punzón indirecto con una cabeza de herramienta […]
PRENSA DE EXTRUSIÓN, del 14 de Febrero de 2018, de SMS group GmbH: Prensa de extrusión. La invención parte de la idea básica de que puede minimizarse la influencia de momentos y fuerzas, provocados por la extrusión, sobre el resto de la […]
APARATO DE VERIFICACIÓN DE POSICIONAMIENTO PARA PIEZAS TUBULARES METÁLICAS, EQUIPO DE VERIFICACIÓN Y MÉTODO DE VERIFICACIÓN DE POSICIONAMIENTO, del 31 de Octubre de 2017, de LA FARGA TUB, S.L. (100.0%): Aparato de verificación de posicionamiento para piezas tubulares metálicas, equipo de verificación y método de verificación de posicionamiento. Aparato de verificación de […]
Prensa de extrusión hidráulica y procedimiento para el funcionamiento de una prensa de extrusión hidráulica, del 8 de Junio de 2016, de SMS group GmbH: Prensa de extrusión hidráulica con un ramal principal hidráulico que acciona al menos una matriz de extrusión como consumidor principal y con […]
 Prensa de extrusión y tubos o prensa de extrusión para metal, del 23 de Marzo de 2016, de SMS group GmbH: Prensa de extrusión y tubos o prensa de extrusión para metal , que presenta un bastidor de prensa formada por un larguero cilíndrico y un contralarguero unido […]
Prensa de extrusión y tubos o prensa de extrusión para metal, del 23 de Marzo de 2016, de SMS group GmbH: Prensa de extrusión y tubos o prensa de extrusión para metal , que presenta un bastidor de prensa formada por un larguero cilíndrico y un contralarguero unido […]