Pistones enfriados moldeados en matriz.
Pistón de fundición, que comprende una pared lateral sustancialmente cilíndrica (21) y una cabeza frontal (22),
caracterizado en que el pistón comprende canales (30) para que un flujo de refrigerante pase por la pared, en el que lapared (21) comprende una cámara de distribución (32) y una cámara de recogida (33) situadas respectivamente anteriory posteriormente a dichos canales (30) respecto a la dirección del flujo de refrigerante, y en el que la pared (21) estáfabricada en una pieza y el canal (30) está dentro de la pared lateral del pistón (21) y está realizado retirando materialde ella, "para permitir que el refrigerante fluya dentro de la pared del pistón (21) desde la cámara de distribución (32) ala cámara de recogida (33)".
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2010/050223.
Solicitante: Brondolin S.p.A.
Nacionalidad solicitante: Italia.
Dirección: Via Bonicalza 142 21012 Cassano Magnago (Varese) ITALIA.
Inventor/es: BRONDOLIN,DAVIDE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D17/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 17/00 Colada bajo presión o por inyección, es decir, colada introduciendo el metal en el molde bajo alta presión. › Accesorios; Partes constitutivas.
PDF original: ES-2410884_T3.pdf
Fragmento de la descripción:
La presente invención hace referencia a un pistón para fundición a presión, en particular para, sin estar limitado a, procesos de fundición a presión en cámara fría.
Conviene especificar de antemano que, aunque en la siguiente descripción se hará referencia por simplicidad principalmente a la fundición a presión en cámara fría, esto no debe sin embargo entenderse como un factor limitante, ya que la presente invención también es aplicable a otros tipos de procesos de fundición a presión (p. ej. fundición a presión en cámara caliente) para materiales metálicos o no metálicos, salvo que sean específicamente incompatibles con él.
El proceso de fundición a presión en cámara fría se conoce desde hace mucho tiempo, y por consiguiente no se describirá con detalle a continuación, con la excepción de lo que sea estrictamente necesario para entender la invención. Para más información, se debe hacer referencia a las numerosas publicaciones técnicas y científicas sobre este tema.
En este proceso, se vierte metal fundido en un recipiente que tiene una cavidad interior cilíndrica, en la que el metal es empujado por un pistón móvil hacia una salida axial, siendo por ello inyectado en una matriz que contiene el molde de la pieza a colar.
Este tipo de proceso se utiliza principalmente para fabricar piezas hechas con aleaciones ligeras basadas en aluminio, pero su campo de aplicación se ha ampliado recientemente también al magnesio; las temperaturas involucradas pueden alcanzar valores bastante elevados (más de 400-500 ºC) , y por consiguiente la refrigeración del pistón es un factor importante para la correcta ejecución del proceso de producción. Acorde al estado actual de la técnica, en estas aplicaciones el pistón es refrigerado por un líquido que es llevado a la zona con mayores tensiones térmicas, es decir, la cabeza del pistón, la cual entra en contacto directo con el metal fundido, y después es evacuado a lo largo de un recorrido inverso.
Concretamente, el líquido fluye por un conducto axial dentro del soporte en el que está montado el pistón, que lo conduce hasta la cabeza del pistón; el líquido se distribuye por la pared interna de la cabeza del pistón a través de los canales radiales provistos en el extremo del soporte.
Así, el flujo de refrigerante se distribuye en forma de rayos de sol y posteriormente se recoge en un canal circular que rodea el soporte del pistón, desde el que finalmente retorna a la parte axial del soporte para ser evacuado.
En la solicitud de patente europea EP 423 413, publicada el 24.04.1991, y en la solicitud de patente internacional PCT/IT2007/000255, publicada el 18.10.2007, se describen algunos ejemplos de pistones que son refrigerados de esta manera. A partir de los documentos DE2904883B1, DE4019076A1, DE19938075A1 y JP2006/212696A se conocen otros pistones del estado de la técnica.
Mientras que desde un punto de vista general los sistemas refrigerantes conocidos en la técnica se considera que son fiables porque han sido probados durante mucho tiempo, las altas temperaturas involucradas en la actualidad en los procesos de fundición a presión, como se mencionó anteriormente, suscitan la necesidad de mejorar la eficiencia del intercambio térmico entre el pistón y el refrigerante.
De hecho, colar magnesio y sus aleaciones hacen que el pistón se caliente mucho: de ello se desprende que, para eliminar más calor, no existe otra solución que actuar sobre la superficie de intercambio térmico bañada por el refrigerante, es decir, aumentar las dimensiones del pistón. Sin embargo, esto no siempre es factible porque también exigiría cambios al recipiente en el que se desliza el pistón, de modo que esta solución no es aplicable de facto a los dispositivos de fundición a presión existentes, que de otra forma deberían sustituirse, implicando costes elevados.
El problema técnico en el fundamento de la presente invención es por lo tanto mejorar el estado de la técnica descrito anteriormente.
En otras palabras, el problema es proporcionar un pistón de fundición a presión que sea enfriado con mayor eficiencia de la que permite la técnica actual.
Así pues puede fabricarse un pistón que tenga el mismo diámetro que los existentes, lo cual, manteniendo iguales todas las demás condiciones (caudal de refrigerante, longitud de pared, etc.) , asegura un mejor rendimiento porque se enfría de forma más efectiva.
La idea que proporciona una solución al problema técnico mencionado anteriormente es dejar que el refrigerante fluya dentro de la pared del pistón; de esta forma, el calor se elimina directamente desde dentro de este último, aumentando así el intercambio térmico.
La mejor refrigeración del pistón permite aumentar el número de ciclos de colada aunque manteniendo aún la temperatura del pistón por debajo de los valores preestablecidos, garantizando el funcionamiento correcto de la máquina.
En consecuencia, la productividad del equipo de fundición también aumenta, con ventajas evidentes desde el punto de vista industrial.
El problema técnico mencionado anteriormente es resuelto por un pistón que tiene las características expuestas en las reivindicaciones adjuntas.
Dichas características y las ventajas de las mismas se harán más evidentes a partir de la siguiente descripción de una realización del pistón acorde a la invención haciendo referencia a los dibujos anexos, en los que:
Las Fig. 1 y 2 son dos vistas de despiece desde diferentes ángulos de un pistón y un soporte de pistón acordes a la presente invención;
La Fig. 3 muestra el pistón y el soporte de las figuras anteriores montados;
La Fig. 4 es una vista detallada del pistón de las figuras anteriores, sin el soporte;
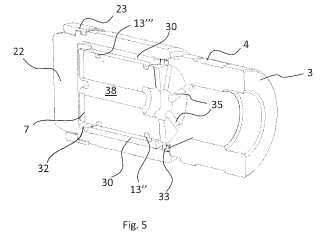
La Fig. 5 es una vista transversal longitudinal del pistón de las figuras anteriores montado en su soporte;
La Fig. 6 es una vista longitudinal en un plano que corta ambos el pistón y el soporte del pistón, que muestra el conducto de suministro de refrigerante;
La Fig. 7 es una sección transversal longitudinal del pistón y una parte del soporte del pistón, que resalta los colectores radiales;
Haciendo referencia ahora a los dibujos enumerados anteriormente, el número 1 designa como un todo un conjunto soporte-pistón de fundición a presión de acuerdo con la invención.
El conjunto comprende un soporte 2 que tiene una geometría cilíndrica, con una base 3 que tiene las caras biseladas usuales 4 para ser acopladas con herramientas (tales como llaves fijas o similares) para montar el conjunto en el dispositivo de fundición.
Expandiéndose desde la base 3, el cuerpo soporte 5 está axialmente hueco y tiene, en su extremo frontal, ranuras 7 que se extienden hacia afuera desde el centro, las cuales se describirán con detalle más adelante. Sobre el cuerpo soporte 5 hay asientos 9 para ser acoplados con las chavetas de fijación del pistón 10; en este ejemplo, los asientos 9 son tres, separados por 120º; sin embargo, su número puede ser mayor o menor de tres, dependiendo de los requisitos específicos.
En el fondo de los asientos 9 hay un orificio roscado 11 que tiene el mismo diámetro que el vástago de los tornillos 12 utilizado para sujetar las chavetas 10.
Finalmente, a lo largo del cuerpo del soporte del pistón 5 hay ranuras anulares 13’, 13’’ y 13’’’ para las correspondientes juntas de estanqueidad anulares (juntas tóricas) 15’, 15’’, 15’’’; el número de ranuras y juntas puede diferir de este ejemplo, pero el número sugerido en la presente memoria asegura la óptima circulación del refrigerante en la pared.
Haciendo referencia ahora al pistón 20, comprende una pared lateral cilíndrica 21 cerrada en el frontal por una cabeza 22, alrededor de la cual se aplica un anillo de estanqueidad 23.
Acorde a una realización preferida, el anillo de estanqueidad 23 tiene dientes interiores radiales 24 para engranar en los asientos correspondientes 25 realizados en la base de la cabeza del pistón 22.
La superficie exterior del anillo 23 puede ser lisa, como la mayoría de anillos conocidos, o puede tener una ranura 26, que en este ejemplo presenta un diseño grecado, como puede verse en los dibujos, pero también puede tener un perfil anular o uno diferente.
Las aperturas radiales 29 en la pared 21 se alinean con los asientos 9 cuando el pistón se monta sobre el soporte 2, permitiendo así la inserción de las chavetas 10; las últimas bloquean la pared 21 al cuerpo soporte 5, evitando que gire o se mueva axialmente.
La fijación del pistón... [Seguir leyendo]
Reivindicaciones:
1. Pistón de fundición, que comprende una pared lateral sustancialmente cilíndrica (21) y una cabeza frontal (22) , caracterizado en que el pistón comprende canales (30) para que un flujo de refrigerante pase por la pared, en el que la pared (21) comprende una cámara de distribución (32) y una cámara de recogida (33) situadas respectivamente anterior y posteriormente a dichos canales (30) respecto a la dirección del flujo de refrigerante, y en el que la pared (21) está fabricada en una pieza y el canal (30) está dentro de la pared lateral del pistón (21) y está realizado retirando material de ella, “para permitir que el refrigerante fluya dentro de la pared del pistón (21) desde la cámara de distribución (32) a la cámara de recogida (33) ”.
2. Pistón de fundición a presión (20) acorde a la reivindicación 1, en el que las cámaras de distribución y recogida de la matriz (32, 33) tienen una forma sustancialmente anular.
3. Pistón de fundición (20) acorde a cualquiera de las reivindicaciones anteriores, en el que la pared (21) comprende al menos una abertura pasante (29) para insertar medios (10, 12) para fijar la pared en un soporte de montaje (2) .
4. Pistón de fundición (20) acorde a la reivindicación 3, en el que los medios para la fijación de la pared (21) comprenden al menos una chaveta (10) que se puede sujetar de forma desmontable a un soporte de la pared (2) .
5. Pistón de fundición (20) acorde a cualquiera de las reivindicaciones anteriores, en el que están dispuestos asientos
(25) alrededor de la cabeza (22) para engranar con dientes radiales (24) de un anillo de estanqueidad (23) asociado 6. Pistón de fundición a presión (20) acorde a cualquiera de las reivindicaciones anteriores, en el que los canales (30) son rectos y se extienden a lo largo de las generatrices de la pared cilíndrica (21) , y en el que están dispuestos orificios (41) para insertar herramientas adaptadas para crear dichos canales (30) , dichos orificios siendo cerrados por medios de estanqueidad (42) .
7. Pistón de fundición (20) acorde a la reivindicación 6, en el que los medios de estanqueidad comprenden tapones (42)
o elementos similares que pueden ser deformados permanentemente.
8. Conjunto de pistón de fundición a presión que comprende un pistón de fundición (20) acorde a cualquiera de las reivindicaciones anteriores y un soporte (2) con (3) para montar el pistón (20) en un equipo de fundición a presión y un cuerpo (5) que se extiende desde dicha base (3) que comprende una ranura (13’’’) para una junta (15’’’) cerca del extremo del cuerpo (5) .
9. Conjunto de pistón de fundición acorde a la reivindicación 8, en el que el soporte (2) comprende una pluralidad de colectores (35) que se extienden en el cuerpo (5) desde el exterior cercano a la base (3) , en una región comprendida entre dos juntas de estanqueidad (15, 15’’) .
10. Conjunto de pistón de fundición donde las juntas (15’, 15’’) son de forma anular y los correspondientes asientos (13’, 13’’) están realizados en el cuerpo (5’) para alojar dichas juntas, dispuestas entre los colectores (35) del flujo de refrigerante.
11. Conjunto de pistón de fundición acorde a la reivindicación 10, en el que el soporte (2) está axialmente hueco.
REFERENCIAS CITADAS EN LA DESCRIPCIÓN
Esta lista de referencias citadas por el solicitante quiere únicamente ayudar al lector y no forma parte del documento de patente europea. Aunque se ha puesto un gran cuidado en su concepción, no se pueden excluir errores u omisiones y la OEB declina toda responsabilidad a este respecto.
Documentos de patente que se citan en la descripción
• EP 423413 A [0008]• DE 4019076 A1 [0008]
• IT 2007000255 W [0008]• DE 19938075 A1 [0008]
• DE 2904883 B1 [0008]• JP 2006212696 A [0008]
Patentes similares o relacionadas:
EQUIPO DE INYECCIÓN PARA LA FABRICACIÓN DE PIEZAS METÁLICAS EN MOLDE Y PROCESO DE INYECCIÓN PARA DICHA FABRICACIÓN, del 20 de Julio de 2020, de DIEPRESS TECH S.L.U: Equipo de inyección para la fabricación de piezas metálicas, aplicable para la fabricación en serie de piezas y componentes metálicos por inyección a presión del metal […]
CONTENEDOR O CAMARA DE INYECCION, del 4 de Junio de 2020, de ALROTEC TECNOLOGY S.L.U: Contenedor o cámara de inyección, para máquinas de procesos de fundición por inyección a presión, y configurado por un cilindro que comprende un manguito […]
CONTENEDOR O CÁMARA DE INYECCIÓN, del 1 de Junio de 2020, de ALROTEC TECNOLOGY S.L.U: Contenedor o cámara de inyección, para máquinas de procesos de fundición por inyección a presión, y configurado por un cilindro que comprende un manguito exterior […]
Sistema de transferencia de vórtice de rebosamiento, del 15 de Enero de 2020, de PYROTEK, INC: Una bomba de metal fundido que comprende un cuerpo refractario que forma un tubo cilíndrico generalmente alargado que tiene un extremo […]
Dispositivo intensificador de presión, grupo de fundición de máquinas de fundición a presión y método de funcionamiento, del 4 de Diciembre de 2019, de OSKAR FRECH GMBH + CO. KG: Dispositivo intensificador de presión para aumentar la presión en una cámara de fluido a presión de una unidad de pistón/cilindro, en particular, de una unidad […]
Dispositivo para el acabado de un componente moldeado por inyección y disposición con varios dispositivos, del 30 de Abril de 2019, de Finke Formenbau GmbH: Dispositivo para el acabado de un componente moldeado por inyección, con - un componente de apoyo, en el que en la zona de una superficie de […]
PISTÓN DE INYECCIÓN, del 25 de Abril de 2019, de ALROTEC TECNOLOGY S.L.U: Comprende una pieza hueca constitutiva del cuerpo de émbolo , y una pieza interior de soporte , que fijada por una rosca , de un paso cuadrado y que, presenta interiormente […]
PISTÓN DE INYECCIÓN, del 22 de Abril de 2019, de ALROTEC TECNOLOGY S.L.U: Pistón de inyección. Comprende una pieza hueca constitutiva del cuerpo de émbolo , y una pieza interior de soporte , que fijada por una rosca […]