Película para el envasado, dualmente horneable, termosellable.
Una película que comprende:
Una primera capa que comprende una o más poliamidas,
en donde el punto de fusión de la primera capa es inferiora 220 °C; y una segunda capa que comprende una o má s poliamidas, en donde la segunda capa tiene un punto defusión de por lo menos 210 °C;
en donde:
la película tiene la primera y la segunda superficies externas opuestas y la primera capa forma la primera superficieexterna de la película;
la primera capa comprende por lo menos un 80 % de una o más poliamidas del peso de la primera capa;
la segunda capa comprende por lo menos un 80% de una o más poliamidas del peso de la segunda capa;
la segunda capa comprende por lo menos un 50% del total del grueso de la película;
el punto de fusión de la segunda capa es por lo menos 20 °C mayor que el punto de fusión de la primera capa;
la película comprende menos del 20% de poliolefinas del peso de la película; y
la película es capaz de proporcionar envasados horneables duales.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03018646.
Solicitante: CRYOVAC, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 Rogers Bridge Road, Building A Duncan, SC 29334-0464 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BERRIER, ARTHUR LEROY, EBNER, CYNTHIA LOUISE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 1/00 Productos estratificados que tienen esencialmente una forma general que no sea plana. › Receptáculos, p. ej. depósitos.
- B32B27/06 B32B […] › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › como único componente o componente principal de una capa adyacente a otra capa de una sustancia específica.
- B32B27/34 B32B 27/00 […] › teniendo poliamidas.
- B65D30/08 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 30/00 Sacos, bolsas o recipientes similares. › con los lados estratificados o múltiples colocados en la relación cara con cara, p. ej. lados dobles (B65D 30/14, B65D 30/26 tienen prioridad; con medios para amortiguar los golpes B65D 81/03).
- B65D65/40 B65D […] › B65D 65/00 Envolturas o embalajes flexibles; Material de embalaje de tipo o forma particular (envoltorios o sobres con medios para absorber los golpes B65D 81/03). › Empleo de estratificados para fines especiales de embalaje.
- B65D81/34 B65D […] › B65D 81/00 Recipientes, elementos de embalaje o paquetes para contenidos que presentan problemas especiales de almacenado o de transporte, o adaptados para servir a otros fines distintos del embalaje después de haber sido vaciado su contenido. › para embalar alimentos que deben ser cocinados o calentados dentro del embalaje.
PDF original: ES-2424479_T3.pdf
Fragmento de la descripción:
Película para el envasado, dualmente horneable, termosellable
ANTECEDENTES DE LA INVENCION
La presente invención se refiere a películas para el envasado, de múltiples capas, por ejemplo, de utilidad en aplicaciones que requieren un alto grado de estabilidad dimensional a las temperaturas elevadas de un horno y más particularmente se refiere a películas para el envasado, dualmente horneables, termosellables.
Para comodidad de los consumidores, los alimentos envasados pueden diseñarse para ser colocados directamente en un microondas o en un horno convencional, para calentar o cocer el alimento sin separar previamente el envase. El consumidor evita de esta forma el tener que manejar el producto crudo o limpiar un recipiente en el cual, de otra manera, tendría que colocarse el alimento para cocerlo o calentarlo. El consumidor puede también disponer
simplemente del material envasado después de calentar o cocer el alimento.
El envase que puede resistir la exposición al calor y/o el ambiente de cocción de un tipo seleccionado de horno, se dice que es "horneable" con respecto a dicho tipo de horno. Para ser horneable con respecto al horno de microondas, el envase no debe incluir por ejemplo, materiales como por ejemplo metales que reflejan las microondas y producen chispas o de otra manera, inconvenientes para la generación de microondas en el horno. Para ser horneable con respecto al horno convencional, el envase debe ser capaz por ejemplo cuando se emplea, de resistir una exposición a 204ºC (400ºF) de temperatura del aire hasta durante cuatro horas. El envase que es horneable tanto con respecto a un horno microondas como a un horno convencional se dice que es "dualmente horneable "
El envase para alimentos puede estar formado por una película termoplástica térmicamente sellable consigo misma para formar una bolsa o artículo similar conteniendo el alimento. Esta operación de sellado térmico tiene lugar típicamente en la fábrica de envases para alimentos empleando una máquina de sellado térmico diseñada para trabajar a alta velocidad. Aunque hay diferentes variaciones, una máquina de sellado térmico incluye generalmente una varilla de sellado, caliente, que contacta y comprime las dos películas que han de sellarse una con otra. Tres variables son importantes en la formación de un sellado térmico: 1) la temperatura de la varilla de sellar, 2) el tiempo de permanencia, y 3) , la presión de sellado. La temperatura de la varilla de sellado es la temperatura superficial de la varilla de sellado. El tiempo de permanencia es el período de tiempo durante el cual la varilla de sellado, caliente, contacta con la película para transferir el calor desde la varilla de sellado para ablandar por lo menos una parte de las películas (por ejemplo, las capas de sellado de las películas) de manera que puedan soldarse una con otra. La presión de sellado es la cantidad de fuerza que aprieta las películas entre sí durante la transferencia de calor. Todas estas variables interaccionan para completar un satisfactorio sellado térmico.
Debido a que las capas de sellado térmico para muchas de las películas de envasado termoplástico empleadas en el
envasado de alimentos se basan sobre termoplásticos de poliolefinas de punto de fusión relativamente bajo (o termoplásticos de similar temperatura de fusión) , las máquinas de sellado en caliente presentes en las fábricas de envasado de alimentos están a menudo diseñadas y reguladas para operar a una determinada temperatura de la varilla de sellado, un tiempo de permanencia, y una presión de sellado en un margen útil para dichos materiales. Esto permite que las máquinas de sellado térmico operen a altas velocidades para formar sellados fuertes. Dicha 45 máquina de sellado térmico puede operar, por ejemplo, a una temperatura de la varilla de sellado de 290ºF, un tiempo de permanencia de 0, 5 segundos y una presión de sellado de 276 kPa (40 psig) .
Un material para envases horneable existente para hornos convencionales es una película monocapa basada en una mezcla de nylon 6 y nylon 6.6. Sin embargo, esta película requiere una temperatura de sellado relativamente 50 alta para efectuar un sellado térmico útil. Por ejemplo, a una presión de sellado de 276 kPa (40 psig) y un tiempo de permanencia de 0, 5 segundos, la temperatura de una varilla de sellado es generalmente por lo menos aproximadamente 193 ºC (380 ºF) . Debido a la existencia de máquinas típicas de sellado térmico en las fábricas de envasado de alimentos, no puede acomodarse fácilmente la operación a aquellas condiciones, por lo que más que formar un sellado térmico, se emplea típicamente un clip metálico para cerrar el envase alimenticio basado en esta 55 película, en cuyo caso el resultado del envasado alimenticio no es un horneado dual. Además, un clip metálico es un método de cierre caro comparado con el sellado térmico – y limita el empleo de un examen con rayos X para comprobar los envases por si tienen contaminantes metálicos.
La adición de una capa termosellable de un termoplástico poliolefínico de relativo bajo punto de fusión, a la película 60 monocapa existente, de una mezcla de nylon 6 y nylon 6.6, da como resultado una película de dos capas que es termosellable en las condiciones de termosellado del "tipo poliolefina", descritas más arriba; sin embargo, esta película no es capaz de formar sellados térmicos que sean horneables en hornos convencionales debido a que la
capa de poliolefina de punto de fusión relativamente bajo, se fundiría, se descompondría o se separaría de la capa de nylon después de una exposición a 204 ºC (400 ºF) en un horno convencional durante tres horas.
RESUMEN DE LA INVENCION
La presente invención está dirigida a uno o más de los problemas antes mencionados, y se refiere a una película como se define en la reivindicación 1, a un alimento envasado como se define en la reivindicación 16 y a un método de calentamiento de un alimento como se define en la reivindicación 21. Versiones preferidas de la invención son objeto de las reivindicaciones secundarias.
La película es capaz de formar un envase que contiene agua, para lo cual se proporcionan dos hojas de 10, 4 cm por 15, 24 cm (4 pulgadas por 6 pulgadas) de la película, teniendo cada una de ellas cuatro lados de perímetro, colocando las hojas en una disposición superpuestas, extensivas, teniendo las primeras capas de las películas en contacto entre sí sellando térmicamente tres lados del perímetro de las hojas entre sí, empleando una varilla de sellado de 3, 2 mm (1/8 de pulgada) de ancho, a una temperatura de 143 ºC (290 ºF) , un tiempo de permanencia de 0, 5 segundos, y una presión de sellado de 276 kPa (40 psig) para formar una bolsa abierta que tiene sellados térmicos a lo largo de tres de los cuatro lados del perímetro. La bolsa abierta puede llenarse con 100 mililitros de agua destilada a una temperatura de 22, 8 ºC (73 ºF) y el cuarto lado del perímetro de la hoja puede soldarse térmicamente en las mismas condiciones empleadas para sellar los tres lados del perímetro, para formar un envase cerrado teniendo un sellado térmico a lo largo del cuarto lado del perímetro y conteniendo el agua. La fuerza de sellado de los sellados térmicos resultante es por lo menos de 0, 175 kN/m (1 libra/pulgada) después de que el envase cerrado, conteniendo el agua, ha sido expuesto durante tres horas en un horno convencional a 204 ºC (400 ºF) (temperatura del aire) .
No se esperaba que la integridad de un sellado térmico formado por una película del tipo "poliolefina" en condiciones de sellado térmico, se mantendría cuando el sellado térmico se expusiera a las condiciones convencionales de un horno.
Estos y otros objetivos, ventajas y características de la invención se comprenderán y apreciarán más fácilmente por 30 referencia a la descripción detallada de la invención y a los dibujos.
BREVE DESCRIPCION DE LOS DIBUJOS
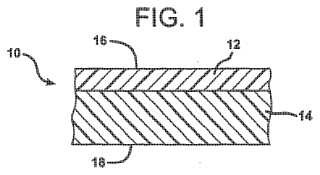
La figura 1 es una sección transversal representativa de una película de dos capas de la presente invención;
La figura 2 es una sección transversal representativa de una película de la presente invención que tiene por lo menos tres capas;
La figura 3 es una sección transversal representativa de otra película de la presente invención que tiene por lo menos tres capas;
La figura 4 es una sección transversal representativa de una película de la presente invención que tiene por lo menos cuatro capas;
La figura 5 es una vista en perspectiva de una bolsa que comprende la película de la presente invención; y
La figura 6 es una vista en perspectiva de un recipiente que comprende la película de la presente invención.... [Seguir leyendo]
Reivindicaciones:
1. Una película que comprende:
Una primera capa que comprende una o más poliamidas, en donde el punto de fusión de la primera capa es inferior a 220 °C; y una segunda capa que comprende una o má s poliamidas, en donde la segunda capa tiene un punto de fusión de por lo menos 210 °C; en donde:
la película tiene la primera y la segunda superficies externas opuestas y la primera capa forma la primera superficie externa de la película; la primera capa comprende por lo menos un 80 % de una o más poliamidas del peso de la primera capa; la segunda capa comprende por lo menos un 80% de una o más poliamidas del peso de la segunda capa; la segunda capa comprende por lo menos un 50% del total del grueso de la película;
el punto de fusión de la segunda capa es por lo menos 20 °C mayor que el punto de fusión de la primera capa; la película comprende menos del 20% de poliolefinas del peso de la película; y la película es capaz de proporcionar envasados horneables duales.
2. La película de la reivindicación 1, en donde la primera capa comprende por lo menos dos poliamidas.
3. La película de la reivindicación 1, en donde la primera capa tiene una temperatura de transición vítrea inferior a los 120 °C medidos con un 50% de humedad relativa .
4. La película de la reivindicación 1, en donde la primera capa comprende por lo menos el 70% en peso de la
primera capa de una mezcla que comprende una o más poliamidas que tienen un punto de fusión de por lo menos 210 °C y una o más poliamidas que tienen un punto d e fusión inferior a los 210° C.
5. La película de la reivindicación 4, en donde la mezcla comprende por lo menos el 50% en peso de la mezcla de una o más poliamidas que tienen un punto de fusión inferior a los 210 °C.
6. La película de la reivindicación 1, en donde la primera capa comprende por lo menos el 20% de poliamida amoría en peso de la primera capa.
7. La película de la reivindicación 1, en donde la primera capa comprende dos o más poliamidas seleccionadas 35 entre: nylon-6, nylon-6.6, nylon-6.6/6.10, nylon-6.12 y nylon-6.I/6.T.
8. La película de la reivindicación 1, en donde la primera capa comprende: nylon-6, nylon-6.6/6.10, y nylon-6.I/6.T.
9. La película de la reivindicación 1, en donde la segunda capa comprende una o más poliamidas seleccionadas entre: nylon-6, nylon-6.6, y nylon-6/6.6.
10. La película de la reivindicación 1, en donde la segunda capa forma la segunda superficie externa de la película.
11. La película de la reivindicación 1, en donde la claridad de la película después de dos horas de exposición a la temperatura del aire de 204 °C (400 °F) en un horno convencional, es inferior al 20 %.
12. La película de la reivindicación 1, en donde la primera capa comprende uno o más estabilizadores térmicos.
13. La película de la reivindicación 1, en donde la película está substancialmente libre de poliolefinas.
14. La película de la reivindicación 1, en donde la película comprende menos de un 20 % de poliéster en peso de la película.
15. La película de la reivindicación 1, en donde la película está substancialmente libre de poliéster.
16. Un alimento envasado que comprende:
17. La película de la reivindicación 1, en donde la película comprende una tercera capa a base de etileno/alcohol vinílico.
18. La película de la reivindicación 1, en donde la primera capa consiste esencialmente en una o más poliamidas.
19. La película de la reivindicación 1, en donde la película tiene una tasa de transmisión de oxígeno no superior a los 150 centímetros cúbicos (a la temperatura y presión estándar) por metro cuadrado, por día, por 1 atmósfera de presión diferencial de oxígeno, medida a un 0% de humedad relativa y 23 °C.
un alimento; y un envase que encierra el alimento, en donde el envase comprende la película de la reivindicación 1.
20. La película de la reivindicación 1, en donde la película comprende por lo menos un 70 % en peso de poliamida en peso de la película.
21. Un método para calentar un alimento, el cual comprende:
la colocación de un alimento encerrado en un envase que comprende la película de la reivindicación 1; la colocación del alimento encerrado en el envase, en un horno; y la activación del horno para calentar el alimento encerrado en el envase hasta un nivel deseado.
Patentes similares o relacionadas:
Contenedores autocalentables de alta eficiencia, del 15 de Julio de 2020, de Heatgenie, Inc: Un extremo de lata para un contenedor de dos piezas, que comprende: un extremo de lata sellable con una superficie superior, una superficie inferior y un rizo de borde […]
ENVASE HERVIBLE PARA PRODUCTOS ALIMENTICIOS, del 5 de Mayo de 2020, de LUKYANTSEV, Maksim: 1. Envase hervible para productos alimenticios, caracterizado por el hecho de que comprende una bolsa hecha de una película de plástico que define un alojamiento […]
Estructura laminada con aberturas de acceso, del 26 de Febrero de 2020, de SONOCO DEVELOPMENT, INC.: Estructura laminada que comprende: una primera capa y una segunda capa, donde la primera capa está adherida mediante un adhesivo a la segunda capa; y una […]
 Conjunto de autocalentamiento con reactivo distribuido, del 25 de Diciembre de 2019, de TEMPRA TECHNOLOGY, INC.: Un conjunto de autocalentamiento que comprende:
un recipiente de producto para contener un producto a calentar; un recipiente de calentador […]
Conjunto de autocalentamiento con reactivo distribuido, del 25 de Diciembre de 2019, de TEMPRA TECHNOLOGY, INC.: Un conjunto de autocalentamiento que comprende:
un recipiente de producto para contener un producto a calentar; un recipiente de calentador […]
Producto sazonador, del 4 de Diciembre de 2019, de SOCIETE DES PRODUITS NESTLE S.A.: Un producto sazonador con una hoja de material flexible, resistente al quemado, y una composición de tres capas, dispuesta en una cara de la lámina hoja, el cual comprende […]
Válvula de una sola vía para envases de alimentos, del 20 de Noviembre de 2019, de MICVAC AB: Una válvula de una vía para su montaje sobre una abertura formada sobre un envase para alimentos para cocinar, almacenar y/o calentar alimentos listos […]
VÁLVULA TEMPORIZADA CON AVISO, del 14 de Noviembre de 2019, de TERRÓN GARCÍA, Pedro: Válvula de apertura temporizada, prevista para ser utilizada en envases, recipientes o elementos sellados. La válvula puede ser un sistema integrado en el propio envase, […]
Dispositivo para la preparación y distribución de comidas preparadas., del 11 de Octubre de 2019, de COOLPEPPERS, S.L.U: 1. Dispositivo para la preparación y distribución de comidas preparadas, caracterizado porque está formado por un recipiente con un fondo y una pared lateral […]