Procedimiento y dispositivo para pegar el borde libre de una bobina de material en banda en una máquina rebobinadora.
Procedimiento para producir bobinas (L) de material en banda (N),
que comprende las etapas siguientes:
- proporcionar una unidad 5 de bobinado (3);
- proporcionar un recorrido de alimentación del material en banda (N) hacia dicha unidad de bobinado (3);
- proporcionar un dispositivo de corte (75) para cortar el material en banda (N) después de finalizar el bobinadode cada bobina (L);
- disponer un dispensador de adhesivo (21) para aplicar un adhesivo al material en banda (N);
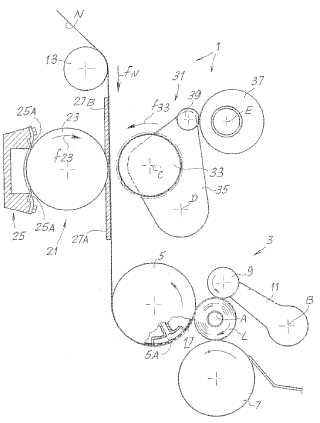
- proporcionar un elemento de desvío (31) dispuesto y controlado para desviar temporalmente el material enbanda (N) hacia dicho dispensador de adhesivo (21), comprendiendo dicho elemento de desvío (31) un rodillode desvío giratorio (33) dispuesto enfrente de dicho dispensador de adhesivo (21) y provisto de una proyecciónradial (33A) que coopera con el dispensador de adhesivo (21), pasando el recorrido de alimentación delmaterial en banda (N) entre el dispensador de adhesivo (21) y el rodillo de desvío (33);
- bobinar una cantidad de material en banda (N) en una bobina (L);
- después de finalizar el bobinado de una bobina (L), cortar el material en banda (N) por medio de dichodispositivo de corte (75), formando un borde libre final (LC) y un borde libre inicial (LT) para empezar elbobinado de una bobina posterior;
- desviar temporalmente el recorrido de alimentación del material en banda (N) hacia un elemento dispensadorde adhesivo de dicho dispensador de adhesivo (21), para aplicar un adhesivo al material en banda (N);
caracterizado porque se controla dicho rodillo de desvío (33) para llevar a cabo un giro al final del ciclo de bobinadode cada bobina (L) y para permanecer sustancialmente inoperativo durante el bobinado de dicha bobina (L).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2007/000745.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PER MUGNANO 55100 LUCCA ITALIA.
Inventor/es: GELLI, MAURO, MADDALENI,ROMANO, MAZZACCHERINI,GRAZIANO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H19/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › Fijación del extremo de cabeza de la banda al núcleo o huso nuevo (núcleos, gálibos, soportes o piezas de sujeción, p. ej. carretes, con disposiciones para fijar las extremidades de material B65H 75/28).
PDF original: ES-2427995_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para pegar el borde libre de una bobina de material en banda en una máquina rebobinadora.
Campo técnico
La presente invención se refiere a un procedimiento para producir bobinas de material en banda. En una forma de realización en particular, la invención se refiere a un procedimiento y a una máquina para producir bobinas de material en banda con un borde pegado.
Estado de la técnica
En el campo de la conversión del papel tisú y otros materiales en forma de banda, a menudo resulta necesario bobinar una material en banda desde una bobina madre o desde otra fuente de material en bobinas de dimensiones adecuadas.
En particular, en el campo de la producción de rollos de papel higiénico, servilletas de papel para uso doméstico e industrial y otros productos similares, el papel tisú se produce mediante máquinas continuas con un sistema seco o húmedo y se bobina en bobinas madre de gran tamaño. Posteriormente, dichas bobinas se desbobinan alimentando el material en banda a una máquina rebobinadora que, a partir de una única bobina o de varias capas alimentadas desde varias bobinas que se desbobinan en paralelo, produce una pluralidad de bobinas con un diámetro igual al diámetro del producto acabado que se va a comercializar y cuya longitud axial es un múltiplo de la longitud axial de los rollos que se van a consumir. Dichas bobinas se cortan posteriormente de forma transversal con respecto al eje de los mismos en rollos individuales pequeños que, a su vez, se envían a las máquinas de envasado.
Una de las necesidades que tienen lugar en este ciclo de producción es la fijación del borde final o el borde posterior libre del material bobinado en cada bobina. Si dicho borde no se fija mediante adhesivo, en las etapas posteriores al rebobinado existirá el riesgo de que las vueltas más exteriores de la bobina se desbobinen, con los riesgos consecuentes de mal funcionamiento de la línea o incluso provocando su paro.
De acuerdo con la tecnología convencional, para el adherido del borde libre de las bobinas suministradas por las máquinas rebobinadoras, se prevén máquinas de adherido o selladoras de parte posterior aguas abajo de dichas máquinas. La presencia de dichas máquinas de adherido implica un incremento del tamaño de la línea y un incremento del coste, también debido a que, en determinados casos, una única máquina rebobinadora se debe combinar con una máquina de adherido doble, debido a las diferentes velocidades de producción de dichas dos máquinas. También puede resultar necesario proporcionar una zona de almacenaje intermedia entre la máquina rebobinadora y la máquina de adherido que, a su vez, incrementa el coste y el tamaño de la línea.
Por lo tanto, recientemente se han desarrollado máquinas rebobinadoras en las que se aplica el adhesivo directamente en la zona del material en banda que formará el borde libre de cada bobina.
El documento US-A-4.487.377 describe una máquina rebobinadora en la que las bobinas de material en banda se forman alrededor de núcleos de bobinado tubulares. En una forma de realización, se aplica un adhesivo al núcleo de bobinado en el que se va a bobinar una bobina. Al inicio del ciclo de bobinado de una nueva bobina, el núcleo se alimenta hacia la cuna de bobinado en la que se ha completado el bobinado de la bobina anterior y parte del adhesivo aplicado al núcleo se transfiere mediante contacto al borde final de la bobina anterior.
El documento WO-A-2004/005173 describe una máquina rebobinadora en la que las boquillas pulverizan adhesivo en una zona del material en banda que formará el borde final de la bobina formada por la máquina rebobinadora. En una forma de realización diferente, se aplica adhesivo a un núcleo de bobinado y se transfiere del mismo al borde final del material en banda.
El documento WO-A-01/64563 describe una máquina rebobinadora en la que las boquillas aplicadoras de adhesivo pulverizan un adhesivo en la parte del material en banda que formará el borde final de la bobina.
El documento WO-A-2004/046006 describe máquinas rebobinadoras en las que un elemento mecánico giratorio u oscilante aplica adhesivo al borde final del material en banda. En una forma de realización posible, el dispositivo aplicador de adhesivo está integrado con el alimentador de los núcleos de bobinado y, en una forma de realización diferente, el dispositivo aplicador de adhesivo está integrado con el dispositivo de corte del material en banda. En una forma de realización adicional, se aplica el adhesivo al núcleo de bobinado tubular y se transfiere del mismo al borde final de la bobina.
En muchas formas de realización conocidas, se recoge adhesivo de un depósito o de otro contenedor, mediante un elemento mecánico móvil que, girando u oscilando, durante la etapa de “cambio” transfiere una cantidad adecuada de adhesivo al material en banda que forma el borde final de la bobina individual. Dicha etapa de cambio está
concebida como la etapa del ciclo de bobinado durante la que se completa el bobinado de una bobina, se corta el material en banda y comienza el bobinado de la bobina posterior.
Estas máquinas y estos procedimientos, que permiten la aplicación de adhesivo al borde final de cada bobina directamente en la etapa de rebobinado, han eliminado la necesidad de máquinas de adhesivo aguas abajo de la máquina rebobinadora. Sin embargo, estas soluciones presentan algunas limitaciones con respecto a la velocidad reducida a la que las máquinas pueden funcionar debido al riesgo a que se formen rociados de adhesivo si los elementos mecánicos de distribución de adhesivo se accionan a velocidades excesivas. El uso de boquillas de adhesivo también presenta algunas desventajas relacionadas, en particular, con la poca precisión con la que se aplica el adhesivo.
Además, la necesidad de hacer funcionar el dispensador de adhesivo de forma intermitente provoca dificultades de construcción y de control adicionales. Otra dificultad es que la bobina en la que se ha bobinado el borde final no se somete a una presión elevada para estabilizar el adherido del borde final y, como consecuencia, para obtener la unión adecuada capaz de soportar las operaciones de manipulación posteriores de la bobina sin el desbobinado accidental del borde final, serían necesarias o útiles cantidades de adhesivo mayores, con respecto a las cantidades que pueden dispensar las máquinas actuales.
Los problemas mencionados anteriormente se encuentran tanto en máquinas para bobinar material en banda alrededor de núcleos de bobinado, como en máquinas para bobinar bobinas sin núcleos centrales de bobinado. Además, se dan problemas relacionados con el adherido del borde libre, independientemente del tipo de sistema de bobinado utilizado, y algunos de los problemas mencionados anteriormente se pueden dar tanto en máquinas rebobinadoras periféricas como en máquinas de superficie, en las que se forman bobinas en un volumen definido por elementos móviles o giratorios (como rodillos o cintas) que transmiten movimiento giratorio a la bobina que se está formando, así como en máquinas de bobinado central, en las que la bobina se hace girar mediante un husillo axial.
Cuando se forma la bobina alrededor de un núcleo de bobinado, también resulta necesario hacer que se adhiera el borde libre inicial de la bobina al núcleo. En algunos casos, esta operación tiene lugar mediante la aplicación de un adhesivo. Como regla general, éste se aplica al núcleo, pero también se podría aplicar al material en banda. En este caso, puede tener lugar por lo menos alguno de los problemas mencionados anteriormente. Por ejemplo, en los sistemas conocidos actualmente para la aplicación de adhesivo con el fin de fijar el borde libre inicial al núcleo de bobinado, si están concebidos para aplicar adhesivo al material en banda en lugar de al núcleo, la precisión puede resultar baja y pueden tener lugar problemas de suciedad de la máquina, especialmente a velocidades elevadas. El documento GB 1167767 da a conocer una rebobinadora central con un desviador de banda para aplicar adhesivo a la banda.
Objetivos y sumario de la invención De acuerdo con un primer aspecto, un objetivo de la invención es proporcionar un procedimiento para un adherido más eficaz del extremo libre final de las bobinas directamente en la máquina rebobinadora.
Otro objetivo de la presente invención es proporcionar una máquina rebobinadora con medios más eficaces para la aplicación de adhesivo al borde inicial y/o final de las bobinas formadas por dicha máquina. Estos objetivos se alcanzan con un procedimiento según la reivindicación 1 y una máquina rebobinadora según la reivindicación... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para producir bobinas (L) de material en banda (N) , que comprende las etapas siguientes:
-proporcionar una unidad de bobinado (3) ;
-proporcionar un recorrido de alimentación del material en banda (N) hacia dicha unidad de bobinado (3) ;
- proporcionar un dispositivo de corte (75) para cortar el material en banda (N) después de finalizar el bobinado de cada bobina (L) ;
-disponer un dispensador de adhesivo (21) para aplicar un adhesivo al material en banda (N) ;
- proporcionar un elemento de desvío (31) dispuesto y controlado para desviar temporalmente el material en banda (N) hacia dicho dispensador de adhesivo (21) , comprendiendo dicho elemento de desvío (31) un rodillo de desvío giratorio (33) dispuesto enfrente de dicho dispensador de adhesivo (21) y provisto de una proyección radial (33A) que coopera con el dispensador de adhesivo (21) , pasando el recorrido de alimentación del material en banda (N) entre el dispensador de adhesivo (21) y el rodillo de desvío (33) ;
-bobinar una cantidad de material en banda (N) en una bobina (L) ;
- después de finalizar el bobinado de una bobina (L) , cortar el material en banda (N) por medio de dicho dispositivo de corte (75) , formando un borde libre final (LC) y un borde libre inicial (LT) para empezar el bobinado de una bobina posterior;
- desviar temporalmente el recorrido de alimentación del material en banda (N) hacia un elemento dispensador de adhesivo de dicho dispensador de adhesivo (21) , para aplicar un adhesivo al material en banda (N) ;
caracterizado porque se controla dicho rodillo de desvío (33) para llevar a cabo un giro al final del ciclo de bobinado de cada bobina (L) y para permanecer sustancialmente inoperativo durante el bobinado de dicha bobina (L) .
2. Procedimiento según la reivindicación 1, caracterizado porque dicho adhesivo se aplica en una posición adyacente al borde libre final (LC) para cerrar con dicho adhesivo el borde libre final (LC) una vez finalizado el bobinado de la bobina (L) .
3. Procedimiento según la reivindicación 1 o 2, caracterizado porque dicho adhesivo se aplica al material en banda
(N) antes del corte de dicho material en banda (N) , en la proximidad de una zona, en la que se corta dicho material en banda después de que se haya aplicado el adhesivo.
4. Procedimiento según la reivindicación 1, 2 o 3, caracterizado porque, cuando el rodillo de desvío pone el material en banda en contacto con dicho elemento dispensador de adhesivo, dicho rodillo de desvío (33) presenta una velocidad sustancialmente igual que la velocidad del material en banda (N) a lo largo de dicho recorrido de alimentación.
5. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque transfiere dicho adhesivo a dicho material en banda (N) arrastrando el material en banda, que se mueve a lo largo de dicho recorrido de alimentación, hacia una superficie de un rodillo de adhesivo giratorio (23) .
6. Procedimiento según la reivindicación 5, caracterizado porque el rodillo de adhesivo giratorio (23) se hace girar a una velocidad periférica diferente de la velocidad del material en banda (N) , por lo menos cuando dicho material en banda (N) es arrastrado hacia el rodillo de adhesivo giratorio (23) , preferentemente, a una velocidad periférica inferior a la velocidad de alimentación del material en banda (N) .
7. Máquina rebobinadora para producir bobinas (L) de material en banda (N) , que comprende: una unidad de bobinado (3) ; un recorrido de alimentación del material en banda (N) hacia dicha unidad de bobinado (3) ; un dispositivo (75) para cortar el material en banda (N) después de finalizar el bobinado de cada bobina (L) ; un dispensador de adhesivo (21) para aplicar un adhesivo al material en banda (N) ; un rodillo de desvío giratorio (33) dispuesto enfrente de dicho dispensador de adhesivo (21) y provisto de una proyección radial (33A) que coopera con el dispensador de adhesivo (21) ; pasando el recorrido de alimentación del material en banda (N) entre dicho dispensador de adhesivo (21) y dicho rodillo de desvío (33) y estando dicho rodillo de desvío (33) controlado para desviar temporalmente el material en banda (N) hacia dicho dispensador de adhesivo (21) ; caracterizada porque dicho rodillo de desvío (33) es controlado para realizar un giro al final del ciclo de bobinado de cada bobina (L) y para permanecer sustancialmente inoperativo durante el bobinado de dicha bobina (L) .
8. Máquina rebobinadora según la reivindicación 7, caracterizada porque dicho elemento dispensador de adhesivo
(21) comprende un rodillo giratorio (23) dispuesto a lo largo de dicho recorrido de alimentación.
9. Máquina rebobinadora según la reivindicación 11, caracterizada porque dicho rodillo giratorio (23) del dispensador de adhesivo (21) gira a una velocidad periférica diferente a la velocidad de alimentación del material en banda (N) , preferentemente a una velocidad periférica inferior a la velocidad de alimentación del material en banda (N) .
10. Máquina rebobinadora según una o más de las reivindicaciones 8 a 9, caracterizada porque dicho elemento dispensador de adhesivo (21) y dicho rodillo de desvío (33) están dispuestos y controlados para aplicar adhesivo al material en banda (N) en una posición próxima al borde libre final (LC) de cada bobina (L) bobinado mediante dicha máquina rebobinadora.
11. Máquina rebobinadora según cualquiera de las reivindicaciones 8 a 10, caracterizada porque dicha proyección radial (33A) , dicho rodillo de desvío (33) y dicho dispensador de adhesivo (21) están dispuestos y dimensionados para que dicha proyección radial (33A) presione contra el dispensador de adhesivo (71) cuando dicha proyección radial (33A) está situada en la línea de contacto entre el rodillo de desvío (33) y el dispensador de adhesivo (21) .
12. Máquina rebobinadora según cualquiera de las reivindicaciones 8 a 11, caracterizada porque dicho rodillo de desvío (33) está provisto de un movimiento oscilante para moverse acercándose y alejándose de dicho dispensador de adhesivo (21) .
13. Máquina rebobinadora según cualquiera de las reivindicaciones 8 a 12, caracterizada porque durante por lo menos parte del movimiento de giro, la proyección radial (33A) del rodillo de desvío (33) presenta una velocidad periférica sustancialmente igual que la velocidad de alimentación del material en banda (N) .
14. Máquina rebobinadora según cualquiera de las reivindicaciones 8 a 13, caracterizada porque dicho dispensador
de adhesivo (21) comprende un rodillo (23) con una superficie lateral sustancialmente cilíndrica grabada con una serie de ranuras helicoidales que se intersecan, que definen unas protuberancias con forma sustancialmente troncocónica.
15. Máquina rebobinadora según cualquiera de las reivindicaciones 8 a 14, caracterizada porque dicho dispensador 30 de adhesivo (21) comprende un elemento protector.
X
Patentes similares o relacionadas:
Dispositivo y método para aplicar adhesivo en los núcleos para un carrete, del 15 de Abril de 2020, de GAMBINI S.p.A: Dispositivo para aplicar adhesivo en núcleos para un carrete que comprende medios de movimiento configurados para provocar que al menos un núcleo avance a lo […]
Método para distribuir cola sobre núcleos tubulares de cartón en máquinas rebobinadoras, del 11 de Marzo de 2020, de FUTURA S.P.A: Método para aplicar cola en núcleos tubulares para la producción de troncos de material de papel que comprende la etapa de suministrar en secuencia […]
Dispositivo para tratar con vapor un material laminado fibroso impreso, particularmente para fijar tinta de impresión, y procedimiento de fijado de tinta en dicho material laminado fibroso impreso, del 7 de Agosto de 2019, de MS PRINTING SOLUTIONS S.R.L: Dispositivo para tratar con vapor un material laminado fibroso impreso, particularmente para fijar tinta de impresión, comprendiendo dicho […]
Máquina y método para el enrollado de tiras de material en banda con medios para el corte transversal de las tiras y el anclaje de las tiras al núcleo de enrollado, del 10 de Julio de 2019, de A. CELLI NONWOVENS S.P.A.: Una máquina para formar bobinas (B) de material en banda, que comprende: una sección de desenrollado para desenrollar carretes primarios (Ba, Bb) de material […]
Procedimiento y aparato para la producción de rollos de papel sin núcleo, del 17 de Abril de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Rollo de material de banda devanado que comprende un mandril alargado y una banda enrollada de manera convolutiva alrededor del mandril, caracterizado porque […]
Máquina enrolladora para enrollar bandas de material, del 27 de Febrero de 2019, de TRUTZSCHLER GMBH & CO. KG.: Máquina enrolladora para enrollar bandas de material, especialmente para láminas, con un sistema aplicador , que comprende un primer aplicador […]
Método y dispositivo para aplicar adhesivo sobre núcleos tubulares para la producción de troncos de papel, del 27 de Noviembre de 2018, de FUTURA S.P.A: Método para aplicar adhesivo sobre núcleos tubulares para la producción de troncos de material de papel, que comprende el paso de suministrar en secuencia más núcleos tubulares […]
Máquina rebobinadora, del 3 de Enero de 2018, de United Converting S.r.l: Máquina rebobinadora que comprende: un conjunto de estirado para alimentar una lámina ; un conjunto de enrollamiento para enrollar […]