Dispositivo de moldeo por extrusión y soplado y procedimiento para fabricar recipientes de plástico.
Dispositivo de moldeo por extrusión y soplado para fabricar recipientes de plástico,
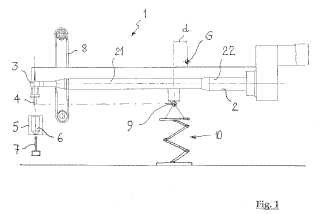
en especial de botellas deplástico, con un cabezal (3) de extrusión, que está unido a por lo menos un extrusor (2) para material plástico yque presenta por lo menos una boquilla (4) de extrusión, con una disposición (5) de útiles de moldeo porsoplado con al menos una cavidad (6) de moldeo por soplado, y con al menos un dispositivo (7) de soplado,que se ha dispuesto en el lado de la disposición (5) de útiles de moldeo por soplado opuesto al cabezal (3) deextrusión y que se puede introducir en la cavidad (6) de moldeo por soplado a través de una embocaduraprevista en la misma, siendo el cabezal (3) de extrusión ajustable axialmente en altura respecto de ladisposición (5) de útiles de moldeo por soplado, caracterizado por que el extrusor (2) está articulado en un eje(9) de rotación y está apoyado de modo basculante alrededor de dicho eje (9) a lo largo de su extensiónlongitudinal a modo de un balancín, y el extrusor (2) y su eje (9) de rotación se han dispuesto ajustables enaltura.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2009/000008.
Solicitante: ISP Technology AG.
Nacionalidad solicitante: Suiza.
Dirección: Transportstrasse 1 9450 Altstätten SG SUIZA.
Inventor/es: MULLER, ALEXANDER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por extrusión-soplado.
PDF original: ES-2452296_T3.pdf
Fragmento de la descripción:
Dispositivo de moldeo por extrusión y soplado y procedimiento para fabricar recipientes de plástico La invención se refiere a un dispositivo de moldeo por extrusión y soplado para fabricar cuerpos huecos según el preámbulo de la reivindicación 1. La invención se refiere también a un método para fabricar recipientes de plástico con un proceso de moldeo por extrusión y soplado.
Los recipientes habituales hechos de hojalata o chapa no férrica, de vidrio o bien de cerámica, en el pasado se están reemplazando cada vez más por recipientes hechos de plástico. Los recipientes de plástico se emplean principalmente, en especial, para el envasado de sustancias fluidas, por ejemplo, de bebidas, aceites, utensilios de limpieza, cosméticos, etc. El bajo peso y los menores costes desempeñan un papel relevante ciertamente en esa sustitución. El uso de materiales de plástico reciclables y el balance energético global más ventajoso en conjunto de su fabricación contribuyen también a fomentar la aceptación de los recipientes de plástico, en particular, de las botellas de plástico, por parte de los consumidores.
La fabricación de recipientes de plástico, en particular de botellas de plástico, por ejemplo, de polietileno o polipropileno, se lleva a cabo por moldeo por extrusión y soplado, en particular en con procedimiento por soplado de mangas tubulares (parisón) extruidas. En este caso, se extruye un parisón de plástico por medio de un cabezal de extrusión, cuyo parisón se introduce en útiles de moldeo por soplado y se sopla a sobrepresión mediante de un dispositivo de soplado, por ejemplo, un mandril de soplado o una aguja de soplado, y se endurece por enfriamiento. Las máquinas de moldeo por extrusión y soplado empleadas para ello tienen, por lo general, al menos un extrusor para suministrar el material plástico. La salida del extrusor está conectada al cabezal de extrusión, por cuya boquilla de salida, preferiblemente de apertura regulable, sale la manga tubular extruida de una o varias capas. La manga tubular extruida se transfiere a un útil de moldeo por soplado y se sopla dentro de la cavidad del mismo utilizando el dispositivo de soplado, por ejemplo, un mandril de soplado o una aguja de soplado. Al soplar utilizando un mandril de soplado, se moldea al mismo tiempo la sección de cuello de la botella de plástico. Con una aguja de soplado, solo tiene lugar un soplado de la manga tubular de plástico introducida en la cavidad de moldeo. La manga tubular de plástico puede ser de una o varias capas y se puede extruir como manga tubular de bandas visibles, bandas decorativas o, referida al contorno, con varios segmentos, por ejemplo, de diferentes colores.
La estación de soplado con el dispositivo de soplado se dispone habitualmente lateralmente al cabezal de extrusión, y el útil de moldeo por soplado, cargado con la manga tubular extruida, debe moverse a la estación de soplado, donde se inserta entonces el dispositivo de soplado, por ejemplo, un mandril de soplado, en la cavidad de moldeo por soplado la mayoría de las veces por arriba. Para el funcionamiento continuo, se prevén habitualmente dos estaciones de soplado en un tipo de máquinas de moldeo por extrusión y soplado conocidas. Cada estación de soplado está equipada con un útil de moldeo por soplado. Las estaciones de soplado se disponen además de forma mutuamente opuesta a ambos lados del extrusor y presentan mesas de moldeo por soplado con los útiles de moldeo por soplado, que se mueven alternativamente bajo el útil de moldeo por soplado para recibir la manga tubular extruida. En este caso, se abre el útil de moldeo por soplado para recoger la manga tubular. Después de cerrar el útil de moldeo por soplado, se separa la manga tubular de entre el cabezal de extrusión y el útil de moldeo por soplado. Más tarde, se mueve nuevamente la mesa de moldeo por soplado a la estación de soplado, donde se introduce el dispositivo de soplado en la cavidad del útil de moldeo por soplado y se sopla la manga tubular de acuerdo con la cavidad de moldeo por soplado y más adelante se retira. En caso de cabezales de extrusión múltiples y útiles de moldeo por soplado múltiples, cada estación de soplado está equipada con un número correspondiente de dispositivos de soplado, que se introducen conjuntamente en las cavidades de moldeo por soplado. El extrusor con el cabezal de extrusión y las dos estaciones de soplado forman aproximadamente la forma de una T en conjunto. En este caso, el extrusor con el cabezal de extrusión es el trazo largo de la T, en tanto que las dos mesas de moldeo por soplado se mueven alternativamente bajo el cabezal de extrusión a lo largo de las mitades cortas del trazo transversal de la T.
También se conocen máquinas de moldeo por extrusión y soplado en las que se dispone un número de útiles de moldeo por soplado en una rueda giratoria. La rueda está de forma aproximadamente vertical y conduce los útiles de moldeo por soplado de modo aproximadamente tangencial a la manga tubular de plástico extruida continuamente por el cabezal de extrusión. Poco antes de alcanzar la manga tubular de plástico extruida, se abre el útil de moldeo por soplado aproximado para recoger la manga tubular. Al seguir girando la rueda, el útil de moldeo por soplado se cierra alrededor de la manga tubular introducida y la corta finalmente al seguir girando. La disposición de los útiles de moldeo por soplado y la velocidad de rotación de la rueda se seleccionan de tal modo que la manga tubular solo se corte cuando el útil de moldeo por soplado subsiguiente se haya cerrado alrededor de la siguiente pieza de manga tubular. La manga tubular, que se encuentra en la cavidad del útil de moldeo por soplado, acaba llegando finalmente a la estación de soplado al continuar girando, donde se sopla de acuerdo con la cavidad de moldeo por soplado mediante un dispositivo de soplado introducido lateralmente en el útil de moldeo. Finalmente, el cuerpo hueco soplado se saca del útil de moldeo por
soplado por apertura del mismo. El útil de moldeo por soplado, dispuesto en la rueda rotativa, se vuelve a cerrar con el movimiento adicional y es nuevamente acercado al cabezal de extrusión para recibir una manga tubular extruida adicional.
Según los preámbulos de las reivindicaciones 1 y 10, se conoce a partir del documento WO 2004/078457 A1 un dispositivo de moldeo por extrusión y soplado para fabricar cuerpos huecos, en particular botellas de plástico, que presenta un cabezal de extrusión, dispuesto en un bastidor del aparato, con por lo menos una boquilla de extrusión, una disposición de útiles de moldeo por soplado con al menos una cavidad de moldeo por soplado, por lo menos un dispositivo de soplado y por lo menos un mecanismo de separación. La disposición de los útiles de moldeo por soplado presenta por su lado, opuesto a la boquilla de extrusión, una embocadura a través de la cual se puede introducir en la cavidad de moldeo el dispositivo de soplado, dispuesto en el lado de la disposición de útiles de moldeo por soplado opuesto al cabezal de extrusión. La manga tubular extruida es sujetada y permanentemente conducida por la disposición seleccionada durante todo el ciclo de fabricación de un recipiente. Al mismo tiempo, se modifica la distancia axial relativa entre la disposición de útiles de moldeo por soplado y el cabezal de extrusión, lo cual se lleva a cabo por medio de un ajuste axial en altura guiado forzadamente del cabezal de extrusión con respecto a la disposición de útiles de moldeo por soplado durante el ciclo de fabricación. La separación de la manga tubular extruida del recipiente recién acabado de soplar tiene lugar solo después de que se haya cerrado la disposición de útiles de moldeo por soplado alrededor una sección de manga tubular dispuesta encima. Para la separación, se ha previsto un medio de separación, que se ha dispuesto del lado de la disposición de útiles de moldeo por soplado opuesto a la boquilla de extrusión.
Al ajustar axialmente en altura el cabezal de extrusión, se tienen que mover grandes masas en intervalos de tiempo relativamente cortos. Esto da como resultado un consumo de energía comparativamente grande. El ajuste axial exacto en altura está asociado a gastos de control relativamente altos. No obstante, la orientación correcta y la evitación de posiciones incorrectas de la manga tubular de plástico, la reproductibilidad del proceso de fabricación a consecuencia del uso de una sola cavidad individual de moldeo por soplado y la evitación de tiempos muertos para un ajuste lateral de la disposición de útiles de moldeo por soplado justifican esos gastos. No obstante, es deseable simplificar aún más este dispositivo de moldeo por extrusión y soplado de modo que lleve conseguir resultados... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de moldeo por extrusión y soplado para fabricar recipientes de plástico, en especial de botellas de plástico, con un cabezal (3) de extrusión, que está unido a por lo menos un extrusor (2) para material plástico y que presenta por lo menos una boquilla (4) de extrusión, con una disposición (5) de útiles de moldeo por
soplado con al menos una cavidad (6) de moldeo por soplado, y con al menos un dispositivo (7) de soplado, que se ha dispuesto en el lado de la disposición (5) de útiles de moldeo por soplado opuesto al cabezal (3) de extrusión y que se puede introducir en la cavidad (6) de moldeo por soplado a través de una embocadura prevista en la misma, siendo el cabezal (3) de extrusión ajustable axialmente en altura respecto de la disposición (5) de útiles de moldeo por soplado, caracterizado por que el extrusor (2) está articulado en un eje (9) de rotación y está apoyado de modo basculante alrededor de dicho eje (9) a lo largo de su extensión longitudinal a modo de un balancín, y el extrusor (2) y su eje (9) de rotación se han dispuesto ajustables en altura.
2. Dispositivo de moldeo por extrusión y soplado según la reivindicación 1, caracterizado por que el extrusor (2) está unido a un mecanismo (8) de elevación, por ejemplo, un propulsor de cadena.
3. Dispositivo de moldeo por extrusión y soplado según la reivindicación 1 o 2, caracterizado por que la boquilla (4) de extrusión se dispone a la misma altura que el eje (9) de rotación en caso de orientación horizontal del extrusor (2) .
4. Dispositivo de moldeo por extrusión y soplado según la reivindicación 3, caracterizado por que el extrusor
(2) puede bascularse respecto de su posición de partida horizontal de tal modo que el cabezal (3) de extrusión 20 describa una carrera (x) máxima de hasta + 200 mm en la zona de la boquilla (4) de extrusión.
5. Dispositivo de moldeo por extrusión y soplado según una de las reivindicaciones precedentes, caracterizado por que el eje (9) de rotación se ha previsto a lo largo de la extensión longitudinal del extrusor (2) de tal manera que un centro (G) de gravedad del sistema, integrado por extrusor y cabezal de extrusor, en caso de máxima desviación prevista, se disponga en una sección (22) trasera del extrusor, la cual se extiende desde el eje (9) de rotación hasta el extremo del extrusor (2) opuesto al cabezal (3) de extrusión
6. Dispositivo de moldeo por extrusión y soplado según una de las reivindicaciones precedentes, caracterizado por que el cabezal (3) de extrusión está unido rígidamente al extrusor (2) .
7. Dispositivo de moldeo por extrusión y soplado según una de las reivindicaciones 1 a 5, caracterizado por que el cabezal (3) de extrusión es axialmente desplazable en altura además del basculamiento a modo de balancín.
8. Dispositivo de moldeo por extrusión y soplado según una de las reivindicaciones precedentes, caracterizado por que el eje (9) de rotación es desplazable axialmente.
9. Dispositivo de moldeo por extrusión y soplado según una de las reivindicaciones precedentes, caracterizado por que el dispositivo (7) de soplado es un mandril de soplado o una aguja de soplado.
10. Procedimiento de fabricación de botellas de plástico con un dispositivo (1) de moldeo por extrusión y soplado
según una de las reivindicaciones precedentes, caracterizado por que durante un ciclo de fabricación de una botella de plástico se bascula a modo de balancín alrededor de un eje (9) de rotación un extrusor (2) unido a un cabezal (3) de extrusión, y por que para la fabricación de recipientes de plástico de gran altura constructiva se ajusta una nueva posición de partida para el basculamiento del extrusor (2) , mientras que el extrusor (2) es elevado junto con su eje (9) de rotación.
11. Procedimiento según la reivindicación 10, caracterizado por que el extrusor (2) se bascula de tal modo que desde una posición de partida horizontal, en la que se ha dispuesto una boquilla (4) de extrusión del cabezal (3) de extrusión a la misma altura que el eje (9) de rotación, y por que el basculamiento da lugar a una carrera (x) máxima del cabezal de extrusión en su boquilla (4) de extrusión de hasta + 200 mm.
12. Procedimiento según una de las reivindicación 10 u 11, caracterizado por que el extrusor (2) se bascula de tal
modo que un centro (G) de gravedad del sistema, integrado por extrusor y cabezal de extrusión, en caso de máxima desviación prevista, no sobrepasa el punto del eje (9) de rotación en el sentido del cabezal (3) de extrusión, sino que permanece en una sección (22) trasera del extrusor, que se extiende desde el eje (9) de rotación hasta el extremo del extrusor (2) opuesto al cabezal (3) de extrusión.
13. Procedimiento según una de las reivindicaciones 10 a 12, caracterizado por que el cabezal (3) extrusión se 50 ajusta axialmente en altura además del basculamiento del extrusor (2) .
14. Procedimiento según una de las reivindicaciones 10 a 13, caracterizado por que al bascular el extrusor (2) se desplaza su eje (9) de rotación longitudinalmente al extrusor (2) .
Patentes similares o relacionadas:
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Procedimiento para producir artículos huecos mediante un procedimiento de soplado con tiempo de ciclo reducido, del 27 de Mayo de 2020, de Plastron S.à.r.l: Procedimiento para producir artículos huecos mediante un procedimiento de soplado con tiempo de ciclo reducido y utilizando un agente de nucleación que mezcla […]
Cabezal de tubo de extrusión para el espumado continuo, del 13 de Mayo de 2020, de W. MULLER GMBH: Cabezal de extrusión para la fabricación de preformas tubulares a partir de plástico extruíble, las cuales están construidas a partir de al menos una primera […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Procedimiento y dispositivo para la limpieza de un cabezal de extrusión, del 22 de Abril de 2020, de MAUSER-WERKE GMBH: Procedimiento para la limpieza de cabezales de extrusión en la extrusión de materiales termoplásticos, que se expulsan o extrusionan como preforma tubular de una […]
Sistema y proceso de envasado por soplado, llenado y sellado en frío, del 15 de Abril de 2020, de R.P. SCHERER TECHNOLOGIES, LLC: Un método para el envasado por soplado, llenado y sellado de un producto sensible al calor que está sujeto a la desnaturalización y/o precipitación en el caso de que el […]
Decoración en molde de un artículo y retirada de la decoración, del 1 de Abril de 2020, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Un proceso de decoración en molde para la fabricación de un artículo decorado que comprende las etapas de: - introducir un soporte con una decoración (3, 4, […]